
Решения для комплексной модернизации КИМ от компаний Delcam и Renishaw
Развитие современного производства, безусловно, связано с ростом требований к качеству выпускаемой продукции. Немаловажным фактором обеспечения ее качества является контроль геометрических характеристик, допусков формы и расположения всех параметров изделия, которые характеризуют точность изготовления как отдельных элементов, так и всего изделия в целом.
Еще несколько десятков лет назад большинство параметров изделия можно было проконтролировать универсальными средствами измерения (СИ), такими как штангенциркуль, штангенрейсмас, микрометр и т.п., а также специальными средствами контроля, например калибрами, шаблонами, спецоснасткой и т.п. Недостатками универсальных и специальных средств измерения можно считать негативное влияние человеческого фактора на результат измерения, значительные временные затраты на контроль ограниченного количества параметров, а также их узкое назначение — таким образом, для одного изделия требуется целый набор различных СИ. Порой даже хорошо оснащенная измерительная лаборатория не в состоянии проконтролировать некоторые параметры изделия. Изготовление специальных СИ требует больших материальных затрат и высокоточного оборудования; необходимое для этого время может сильно влиять на сроки подготовки производства. Зачастую изготовление специальных СИ нецелесообразно и нерентабельно изза часто меняющейся номенклатуры изделий. Для всех СИ нужно ежегодно проводить калибровку или поверку на соответствие паспортным метрологическим характеристикам, обеспечивать специальные условия хранения, а кроме того, они занимают значительные лабораторные или производственные площади.
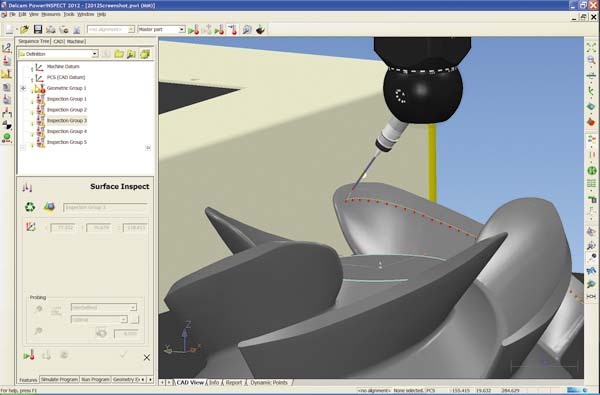
При помощи CAI-системы PowerINSPECT можно программировать серии последовательных измерений поверхностей сложной формы
Стремительное развитие цифровой вычислительной техники и появление персональных компьютеров в 80х годах прошлого века привело к созданию стационарных координатноизмерительных машин (КИМ) с числовым программным управлением (ЧПУ), оснащенных контактными датчиками. По сравнению с традиционными специальными СИ, стационарные КИМ при хорошей точности измерений отличаются большей универсальностью, так как возможна их быстрая перенастройка для измерения деталей разной формы.
На заре развития вычислительной техники специализированные промышленные компьютеры, устанавливаемые в КИМ с ЧПУ, имели крайне ограниченные возможности, поэтому пользователи сталкивались с целым рядом проблем: сложностью программирования последовательности контактных измерений, вероятностью коллизий и поломки дорогостоящего оборудования, а также необходимостью последующей математической обработки результатов измерений специалистомметрологом.
Несмотря на все недостатки морально устаревших КИМ, связанные с их электронной «начинкой», даже по сегодняшним меркам механическая часть этих устройств отличается высокой точностью изготовления и техническим совершенством.
В процессе штатной эксплуатации конструкция КИМ не испытывает знакопеременные силовые нагрузки (в отличие от станков с ЧПУ), поэтому их подвижные сочленения мало подвержены механическому износу (некоторые типы стационарных КИМ и вовсе имеют воздушные подшипники). Кроме того, стационарные КИМ обычно устанавливаются в специальной термостатированной лаборатории с контролируемой влажностью. Эти особенности работы стационарных КИМ обеспечивают прекрасную сохранность их механической части. Поэтому многие пользователи рано или поздно задумываются о возможности модернизации КИМ, о чем мы поговорим далее.
За последние 20 лет возможности персональных компьютеров и, как следствие, программного обеспечения шагнули далеко вперед. С точки зрения производства проектирование изделий перешло на качественно новый уровень: если 2030 лет назад основным носителем конструкторской информации был двумерный чертеж, то сейчас это трехмерная математическая CADмодель, полностью и однозначно задающая форму и размеры всех поверхностей детали или сборки. Отметим, что систем геометрического моделирования (CADсистем — от англ. Computer Aided Design) предлагается великое множество, но, как правило, форматы представления данных несовместимы между собой, поэтому для обмена 3Dданными между CADсистемами происходит конвертация файлов из одного формата в другой. Чаще всего с необходимостью работы с разными форматами 3Dданных сталкиваются производители сложной инструментальной оснастки, причем от точности и качества трансляции данных напрямую зависит точность изготовления изделия. Одним из наиболее универсальных и «всеядных» трансляторов данных является программный продукт PSExchange, разработанный английской компанией Delcam. Он позволяет преобразовывать большинство популярных CADфайлов, включая формат российской CADсистемы КОМПАС3D. Если конвертация данных прошла с ошибками либо исходная CADмодель содержала ошибки построения (щели между поверхностями, дубликаты, нахлесты и т.п.), то CADсистема PowerSHAPE этого же разработчика позволит идентифицировать и исправить все проблемы с геометрией. Отметим, что конечная цель работы большинства CADсистем — создать правильную 3Dгеометрию, пригодную для разработки на ее основе управляющих программ для станков с ЧПУ.
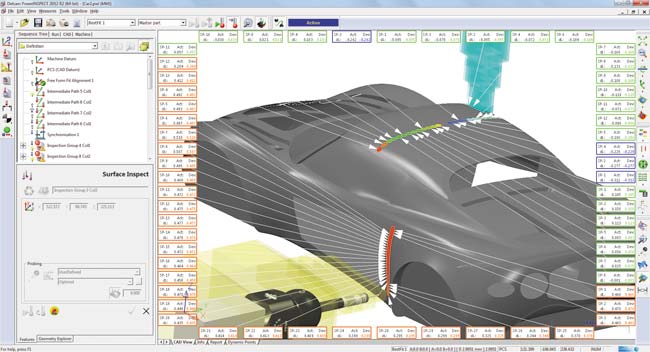
CAI-система PowerINSPECT позволяет в простой и доступной форме представить результаты сравнения фактических замеров с эталонной CAD-моделью
После того как станок с ЧПУ изготовит сложную деталь (либо во время точного межоперационного контроля), возникает задача сравнения формы и размеров обработанных поверхностей с эталонной математической CADмоделью. Если для деталей требуется высокая точность измерений, порядка нескольких микрон, то такая измерительная задача сегодня, как и много лет назад, под силу лишь стационарным КИМ с ЧПУ.
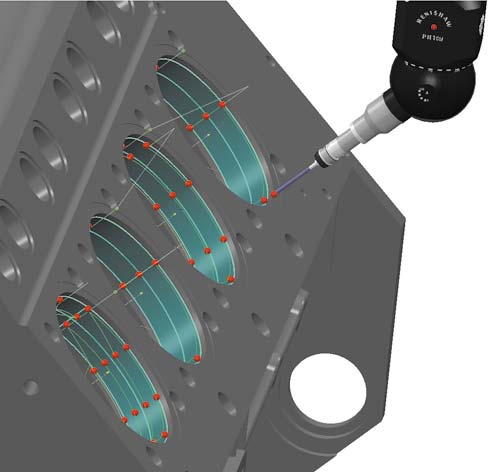
Индексируемые приводные головки PH10 производства фирмы Renishaw позволяют осуществлять замеры в труднодоступных зонах
CAI-система PowerINSPECT дает возможность автоматизировать процесс программирования благодаря наличию в ней различных стратегий последовательности измерений
Для сравнения эталонной CADмодели с фактическими данными замеров детали служат специализированные CAIсистемы (от англ. Computer Aided Inspection), которые на основе полных математических 3Dмоделей измеряемой детали, элементов крепежной оснастки, узлов КИМ и измерительного датчика решают целый ряд математических задач. Давайте на примере CAIсистемы PowerINSPECT компании Delcam рассмотрим типичную последовательность работы пользователя:
- Загрузка в рабочее пространство CAIсистемы полной кинематической 3Dмодели КИМ и крепежной технологической оснастки. При отсутствии в стандартной поставке конкретного типа КИМ ее 3Dмодель может быть создана в PowerSHAPE или импортирована в готовом виде из другой CADсистемы.
- Задание расположения 3Dмодели детали относительно системы координат КИМ. Естественно, перед началом измерений пользователь должен как можно более точно разместить измеряемую деталь в той же заданной позиции.
- Программирование последовательности контактных измерений щупом. При этом пользователь на компьютере указывает мышкой на поверхности CADмодели последовательность контролируемых геометрических элементов, таких как формообразующие поверхности, плоскости, конусы, сферы и т.п. Специальные функциипомощники (визарды) PowerINSPECT помогут пользователю назначить для каждого элемента требуемое количество измеряемых точек. При необходимости пользователь может расставить все контролируемые точки вручную.
- Задание безопасных высот перемещений щупа, редактирование направлений подводов, отводов и переходов в визуальном режиме. На этом этапе пользователь должен убедиться в отсутствии коллизий. Все опасные зоны сближения программа найдет автоматически и покажет в процессе симуляции процесса измерения на экране ПК.
- Генерация управляющей программы в соответствии с кинематической схемой КИМ и передача последовательности управляющих команд на машину.
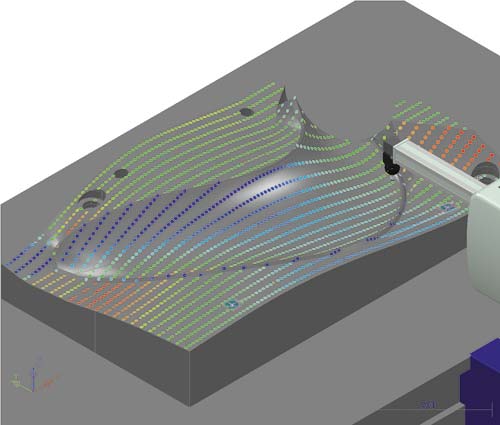
- Автоматический анализ результатов замеров и их отображение на 3Dмодели в простой и наглядной форме с использованием цветовых схем. Результаты замеров могут быть автоматически оформлены в виде отчета в соответствии со стандартом предприятия.
Как видите, современная CAIсистема предоставляет пользователю целый ряд несомненных преимуществ, таких как простота применения, высокая безопасность процесса измерения, наглядность и доступность для понимания полученных результатов и т.п. Возможности контактных измерений могут быть ограничены лишь габаритами рабочей зоны КИМ и наличием труднодоступных зон на контролируемых деталях. Как показывает практика, стационарные трехосевые КИМ, оснащенные моторизованной двухосевой измерительной головкой с триггерным датчиком (например, PH20 фирмы Renishaw), с успехом справляются с измерением сложных деталей, таких как внутренние каналы блока цилиндров Vобразных двигателей внутреннего сгорания.
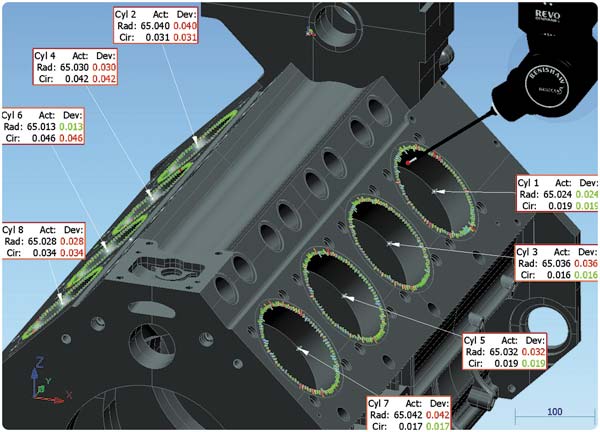
Современные CAI-системы автоматически вычисляют значения неявных параметров, например диаметр отверстий и их отклонение от формы
Отметим, что современные CAIсистемы позволяют определить не просто координаты заданных пользователем точек, но и автоматически вычислить такие важные для конструктора неявно определяемые параметры, как расстояние между центрами отверстий, отклонения в соосности отверстий, отклонение оси отверстия от нормали к поверхности, погрешность в параллельности поверхностей и т.п. Другими словами, от пользователя не требуется глубоких познаний в области метрологии, так как значения всех требуемых параметров программа рассчитывает полностью автоматически.
Одной из уникальных особенностей CAIсистемы PowerINSPECT является то, что она не привязана к оборудованию какойто определенной марки и производителя, поэтому ее можно использовать практически с любым современным измерительным оборудованием. Но как быть владельцам морально устаревших КИМ с ЧПУ, блок управления которых не позволяет реализовать даже базовых возможностей CAIсистемы?
Английская фирма Renishaw является одним из лидирующих мировых производителей контактных датчиков, приводных головок, оптических линейных и угловых преобразователей, энкодеров, контроллеров и других электронномеханических компонентов КИМ. Объединив усилия, английские компании Delcam и Renishaw готовы предложить заказчикам высокоэффективные надежные решения по комплексной модернизации морально устаревших КИМ с ЧПУ любых производителей. Достоинством такого решения по сравнению с покупкой современной стационарной КИМ с ЧПУ является значительная экономия финансовых средств. Современная аппаратная «начинка» и триггерные датчики производства Renishaw обеспечат точность и повторяемость, зачастую ничуть не уступающие современным стационарным КИМ, а программное обеспечение от Delcam поднимет производительность и удобство работы на качественно новый уровень.
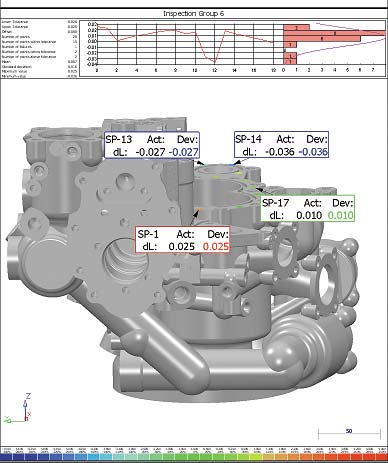
Результаты замеров могут быть автоматически оформлены в соответствии со стандартом предприятия в виде отчета
Модернизацию КИМ можно условно разделить на четыре типа:
- Замена программного обеспечения. В любом метрологическом ПО есть список поддерживаемых контроллеров, то есть контроллеров, к которым разработаны протоколы соединения. В современном программном обеспечении такой список может содержать более двух десятков возможных подключений. Поэтому важно определить, возможно ли соединение с отдельно взятым контроллером или нет. Очевидно, что первый тип модернизации наименее затратный, поскольку требует замены только ПО. Иногда замена ПО для обеспечения компенсации геометрической погрешности КИМ выполняется средствами, встроенными в программное обеспечение, а не в контроллер (например, с помощью модуля piGeometry Compensation, входящего в состав PowerINSPECT).
- Замена контроллера. Второй тип модернизации вытекает из первого, если необходимого протокола соединения с контроллером нет или его разработка по какимто причинам невозможна. В таком случае контроллер КИМ меняется на тот, протокол соединения с которым есть в списке поддерживаемого CAIсистемой.
- Глубокая модернизация. Данный тип модернизации предусматривает замену нескольких систем КИМ, чаще всего меняются система отсчета линейных перемещений, измерительная головка, контроллер или блок индикации и шкаф управления. В большинстве случаев также меняется вся электропроводка и сигнальные кабели, реже — двигатели системы приводов. Этот тип модернизации наиболее затратный, но гарантирует наилучшие характеристики КИМ после модернизации, так как используются все новые современные системы, например широко известные компоненты фирмы Renishaw.
- Переделка типа машины. Данный тип модернизации предполагает перевод машин из одного типа в другой, например из ручной в КИМ с ЧПУ, из координатной разметочной машины в измерительную, из КИМ с цифровым табло в полноценную КИМ с современным программным обеспечением. Каждый вариант перевода из одного типа в другой требует тщательной проработки, так как зачастую производитель КИМ не предусматривает в конструкции возможность монтажа той или иной системы.
В большинстве случаев можно улучшить метрологические характеристики КИМ за счет современных систем отсчета линейных перемещений, новой контактной измерительной головки, современного контроллера и программной коррекции геометрической погрешности КИМ — составления карты ошибок (ErrorMap).
По функциональным блокам все КИМ одинаковы и мало отличаются друг от друга. Все машины оснащены системами отсчета линейных перемещений, которые дают текущую позицию по каждой координатной оси. Фиксация момента съема точки происходит с помощью датчика, закрепленного на измерительной головке. Датчики могут быть различного исполнения — триггерные (кинематические и тензометрические), оптические, сканирующие (контактные и лазерные). Все данные поступают в «сердце» КИМ — контроллер. Именно он обрабатывает координаты, следит за состоянием систем и фиксирует момент съема точки, координату которой он передает в программное обеспечение. Последующей обработкой измеренных точек занимается программное обеспечение.
Именно современное программное обеспечение и электронные компоненты КИМ являются гарантом успешной модернизации, позволяют вдохнуть вторую жизнь в казалось бы безнадежно устаревшее оборудование, зачастую уже несколько лет пылящееся в лабораториях.

