
Комплексная автоматизация мебельного производства: этапы, процедуры, требования к компонентам программных средств
Преимущества автоматизации сквозной цепочки производственных процессов уже неоднократно обсуждались и в периодике, и на специализированных ресурсах Интернета. Однако с еще большим интересом обсуждаются проблемы, стоящие на пути к автоматизации. Отдельные мнения скептиков справедливы и поднимаемые ими проблемы заслуживают внимания, но нельзя забывать, что технические и технологические барьеры рано или поздно преодолеваются, а тенденции таковы, что без обеспечения прозрачности и управляемости операционных и производственных процессов предприятия в современных условиях становится сложнее конкурировать. Поэтому автоматизация в масштабах предприятия является нормой сегодняшнего дня. Подтверждение тому — участившиеся запросы, поступающие в компанию «Топ Системы» со стороны представителей мебельных компаний, которые ведут поиск современных комплексных решений для своих предприятий и надежных поставщиков для их внедрения.

Этапы жизненного цикла изделия для позаказного производства

Этапы жизненного цикла изделия для серийного производства
На рынке комплексных автоматизированных решений присутствуют предложения как от отечественных, так и зарубежных разработчиков программных средств. К сожалению, схожесть заявленного функционала у разных систем на деле оказывается мнимой (и это одна из основных причин скептицизма!). Все знают, что понятие «автомобиль» нельзя трактовать однозначно, говоря о его возможностях. Как минимум, необходимо уточнить его марку, технические характеристики и, в конце концов, класс автомобиля. Так почему же «документооборот», «параметризация» и другие емкие термины, которые характеризуют ключевые возможности автоматизированных систем, должны трактоваться иначе?
В настоящей статье обозначены основные требования к автоматизированным системам, которые, по мнению авторов, способны обеспечить коллективную работу ключевых подразделений мебельного предприятия.
Основные требования заказчиков, стоящих перед выбором комплексного решения, сводятся к следующим моментам:
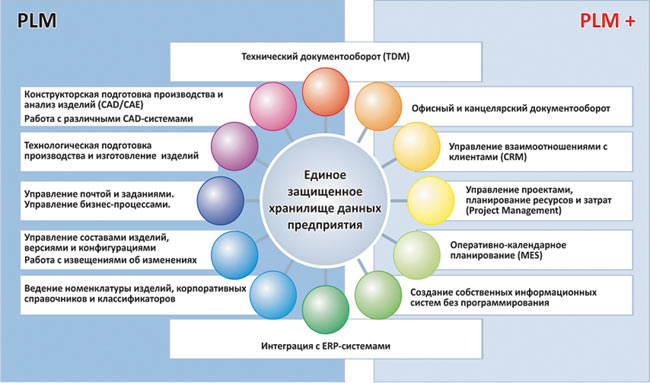
- обеспечение коллективной работы в едином информационном пространстве (ЕИП);
- использование принципа единого источника данных(без дублирования данных) при взаимодействии всех подразделений в ЕИП;
- возможность использования комплекса в рамках распределенных производств с передачей данных по защищенным каналам VPN;
- выстраивание сквозной цепочки автоматизации процессов с минимальным количеством ее разрывов (в идеале — совсем без разрывов цепочки);
- гибкость системы как за счет возможности ее настройки встроенными средствами (то есть без программирования), так и благодаря использованию макросов (в идеале — поддержка системы силами одногодвух администраторов без специальных знаний программирования).
- «бесшовность» интеграции компонентов комплекса, что конечном счете влияет на стоимость сопровождения комплексного решения при переходе на новые версии программ.
Этапы жизненного цикла мебельного изделия несколько различаются для серийного и заказного производства, но неизменно включают следующие этапы:
- Заказ.
- Подготовка к производству.
- Изготовление.
- Поставка и обслуживание.
Для производства, работающего по позаказной системе, этапы выполняются последовательно, в то время как в условиях серийного производства необходимо непрерывно развивать и обновлять линейку выпускаемой продукции. Для этого проводятся различные маркетинговые мероприятия: исследование рынка и покупательской способности, сбор отзывов от клиентов и т.д. По результатам маркетинговых исследований проектируется и изготавливается экспериментальный образец изделия, который затем либо отправляется на доработку, либо запускается в производство.

Реалистичное изображение изделия в интерьере
Несмотря на различия в прохождении цикла, зависящие от типа производства, для автоматизации этапов 14 применяются примерно одни и те же механизмы и инструменты. Рассмотрим основной функционал компонентов комплекса, используемых для выстраивания сквозной цепочки автоматизации процессов мебельного предприятия.
Заказ
Информация о заказе, как правило, приходит из салонов продаж, где проходит демонстрация продукции клиенту и заключается договор. Для этих целей применяют системы автоматизации деятельности салонов продаж. Такие системы позволяют в трехмерном виде смоделировать интерьер на основе данных клиента, автоматически сгенерировать договорную документацию и передать параметры заказа на производство, где полученные данные обрабатываются и передаются в различные учетные системы класса ERP (планирование ресурсов предприятия). В случае серийной системы на основе данных о заказе формируется производственное задание, а в случае позаказной — параметры заказа передаются на разработку в конструкторский отдел.
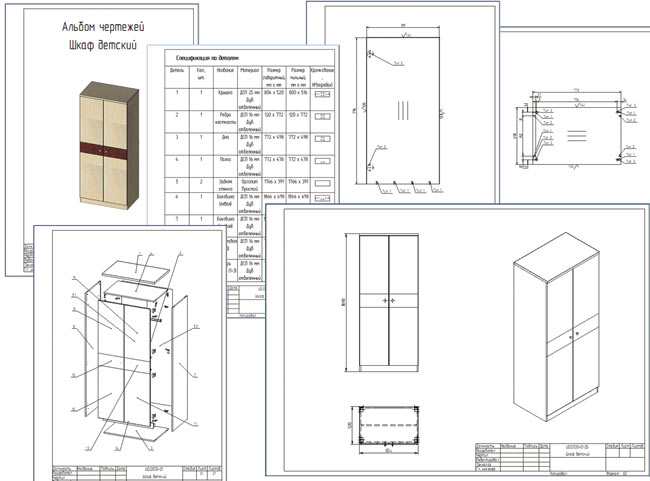
Пример конструкторской документации
Для проведения маркетинговых мероприятий, направленных на разработку новых изделий, необходимо иметь возможность собирать, накапливать и структурировать информацию по будущим изделиям. Для этих целей используется функционал технического документооборота (TDM), позволяющий добавлять и накапливать в системе разнородные файлы и данные (документы, изображения, видеоматериалы и т.д.), структурировать их и обеспечивать доступ к данным в соответствии с политиками безопасности предприятия. Для работы с клиентами применяются системы класса CRM (управление взаимоотношениями с клиентами), где хранятся сведения о контактах, коммерческих предложениях, выставленных счетах и т.д. Для работы с подрядчиками, организации внутренних распоряжений и регистрации входящей и исходящей корреспонденции используется функционал офисного и канцелярского документооборота.
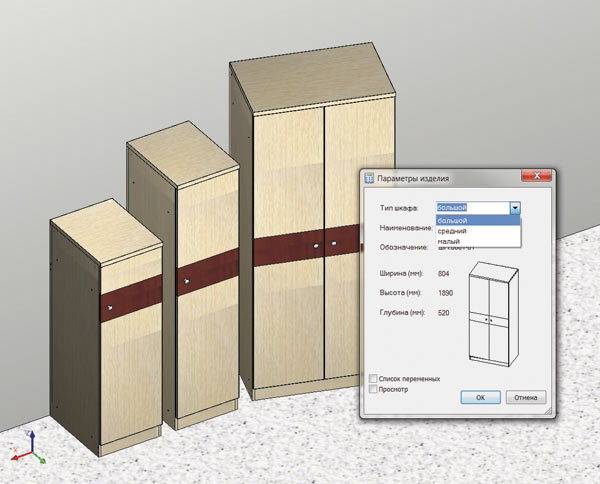
Параметрическая модель детского шкафа
Не стоит забывать и об общесистемных компонентах, необходимых для обеспечения ЕИП, которые в повседневной деятельности используют все участники производственного цикла:
- почтовая служба для уведомлений и обмена информацией, а также для выдачи заданий и поручений;
- календарь;
- работа с номенклатурой изделий и материалов;
- автоматическое формирование отчетов и ведомостей;
- система поиска и фильтрации данных.
Подготовка к производству
Данный этап связан с конструкторскотехнологической подготовкой производства (КТПП), на котором производится проектирование и разработка конструкторской документации (КД), выполняется технологическая подготовка и формируются управляющие программы для оборудования с числовым программным управлением (ЧПУ).
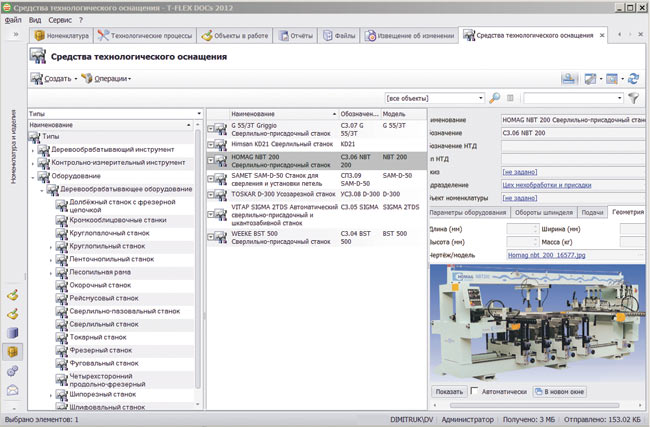
Средства технологического оснащения
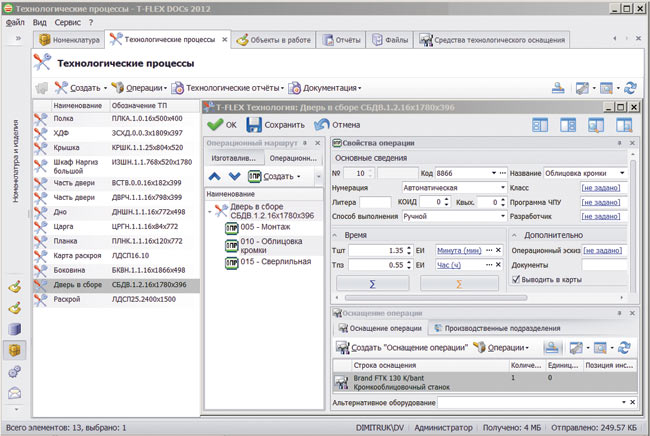
Технологические процессы
Для мебели по индивидуальным проектам (нетиповой мебели), ключевыми возможностями системы проектирования являются:
- создание геометрии любой сложности (возможность напрямую зависит от геометрического ядра системы);
- развитые средства диагностики проектирования, позволяющие минимизировать проектные ошибки;
- автоматизированные средства для построения изделий и получения КД (оперирование такими понятиями, как деталь, кромка, фурнитура) облегчают процесс разработки изделий, а автоматическое получение проектной документации избавляет от рутинных операций);
- средства для работы с изделием (работа с материалами деталей и изделия, калькуляция стоимости и т.д.);
- возможность использования прототипов, то есть заранее подготовленных параметрических заготовок деталей и сборочных единиц для многократного их применения с различными параметрами;
- некоторые системы проектирования обеспечивают автоматическое генерирование файлов экспорта для оборудования с ЧПУ, что позволяет передать их на станок и пустить на обработку.
Для проектирования серийной и заказной (типовой) мебели ключевыми возможностями системы являются:
- мощные параметрические возможности, что позволяет закладывать любую логику для перестроения моделей;
- возможность создавать пользовательские диалоги для управления моделями без программирования;
- возможность использования трехмерной модели изделия для автоматизированного получения схем сборки (паспортов изделий), расчета упаковки и другой необходимой документации.
Технологическая подготовка производства предоставляет возможность:
- выбрать маршрут обработки и состав операций по типу деталей мебели;
- подобрать основное и альтернативное оборудование;
- рассчитать режимы и нормы времени на обработку;
- создать параметрический техпроцесс, зависящий от доступного оборудования и производственных возможностей;
- сформировать основные производственные операции и передать их параметры для диспетчирования операций и составления производственных планов.
Процесс разработки проектной и технологической документации должен быть управляемым, а процедуры согласования прозрачны для применения и эффективны. Для этих целей используются механизмы управления проектами, планирования ресурсов и затрат (Project Management). Важно, чтобы информация для анализа в системе Project Management основывалась на реальных данных. Это позволит выявлять узкие места в ходе проекта (например, причины переноса сроков запуска изделия в производство), рационально распределять ресурсы для реализации проекта или сопоставлять в реальном времени несколько копий проекта в режиме «план — факт».

Схема оперативно-календарного планирования
В процедурах согласования на этапах КТПП широко применяется функционал бизнеспроцессов (например, для работы с извещениями об изменениях в проектной документации) и механизм генерации отчетов (спецификации, ведомости и т.д.).
В процессе проектирования и изготовления экспериментальных образцов проводится поиск проектных решений, решаются вопросы оптимизации стоимости продукции, отрабатывается применение тех или иных материалов для производства изделия. Таким образом формируется несколько вариантов конструкторскотехнологической документации для каждого исполнения изделия. Поэтому возможность управления составами изделий, версиями и конфигурациями (вариантами) является важным требованием к системе технического документооборота.
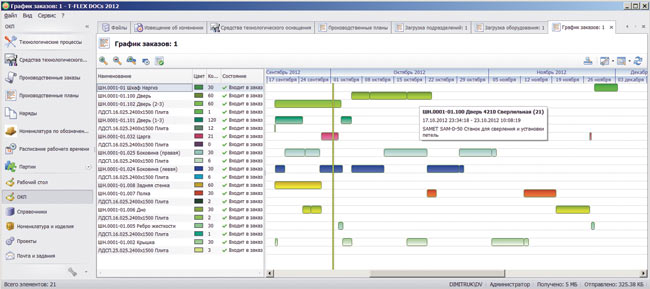
График заказов
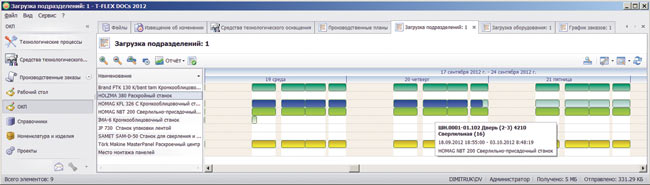
Загрузка рабочих мест
Изготовление
На этапе реализации заказа важно получать информацию о состоянии дел на производстве в реальном времени и в случае возникновения проблем (например, при поломке оборудования) оценивать текущую ситуацию и оперативно вносить коррективы в производственный план. Для решения этих задач используется система оперативнокалендарного планирования (ОКП).
Основной функциональностью на данном этапе являются следующие подсистемы:
- Управление производственными заданиями. Оперативнокалендарное планирование (ОКП);
- Складской учет (Склад);
- Техническое обслуживание и ремонт оборудования (ТОРО);
Поставка и обслуживание
Завершающим этапом жизненного цикла изделия является поставка заказа клиенту и послепродажное обслуживание. На этом этапе отношения между клиентом и продавцом переходят в разряд официальных запросов/ответов в виде претензий, заявок на ремонт изделий, выполнение гарантийных обязательств и т.д. Здесь используется тот же функционал, что и на предыдущих этапах:
- офисный и канцелярский документооборот;
- технический документооборот;
- управление взаимоотношениями с клиентами;
- управление проектами и ресурсами.
На данном этапе важно иметь информацию о конструкции деталей, поставленных клиенту мебели, и их цветовой гамме, для быстрого изготовления сломанных деталей в процессе доставки, сборки или эксплуатации изделий. Для некоторых видов фурнитуры, например вклеиваемой, необходимо предоставить инструкцию по замене фурнитуры или ремонтным вставкам.
***
Для решения задач комплексной автоматизации предприятий компания «Топ Системы» предлагает единый комплекс TFLEX PLM+, отвечающий самым современным требованиям систем класса PLM (управление жизненным циклом изделия).
В состав комплекса TFLEX PLM+ входит система трехмерного проектирования TFLEX Мебель, состоящая из трех редакций:
- TFLEX Мебель.Салон — решение для автоматизации деятельности салонов продаж;
- TFLEX Мебель.Конструктор — среда для быстрого проектирования мебели по индивидуальным проектам;
- TFLEX Мебель.Администратор — универсальная среда разработки параметрических моделей мебели без программирования.
Более подробную информацию о комплексе TFLEX PLM+ и его компонентах можно узнать на сайте компании: www.tflex.ru.

