
Создание средства обеспечения информационной поддержки жизненного цикла пресс-форм
Введение
Коренные структурные преобразования в экономике России, реформирование хозяйственного механизма, переход к рыночным условиям ее функционирования с завоеванием значительных позиций на мировом рынке предполагают приоритетное развитие прежде всего отраслей машиностроения и других отраслей и производств, обеспечивающих технический прогресс, который в немалой степени зависит от удовлетворения потребности в машиностроительной продукции.
Количество областей рынка, где еще могут конкурировать предприятия отечественного машиностроения, очень мало, и этот фактор должны учитывать предприятия, даже успешно функционирующие в настоящее время.
С целью поиска решения по повышению конкурентоспособности предприятия были описаны этапы конструкторскотехнологического проектирования и изготовления прессформ и создана индивидуальная система информационной поддержки жизненного цикла прессформ на этапах конструкторскотехнологической подготовки и изготовления.
Этапы конструкторскотехнологического проектирования и изготовления прессформ
Этап 1. Рабочее проектирование трехмерной параметрической геометрии с использованием программных продуктов фирмы PTC
В случае если изначально были предоставлены чертежи, то инженерконструктор осуществляет полное проектирование с использованием специальных конструкторских модулей Pro/ENGINEER, таких как Pro/FEATURE, Pro/SURFACE, Pro/ASSEMBLY и Pro/DETAIL. Если изделие состоит не из одной детали, а из нескольких, то проверяют и выверяют зазоры, сопряжения между ответными деталями. Причем если изменяются размеры одной из деталей, то за счет параметризации автоматически изменяются размеры и другой.
Если была предоставлена трехмерная модель, то при необходимости она конвертируется в нужный формат, а затем проверяется. В результате получается готовая к дальнейшей обработке трехмерная модель.
Этап 2. Технологическая проработка с использованием программных продуктов фирмы PTC
На этом этапе инженерконструктор и технологпрограммист проводят исследование литейных процессов изготовления деталей в модуле Pro/PLASTIC ADVISOR программного комплекса Pro/ENGINEER. Они определяют необходимые составляющие прессформы, характеристики кинематики заливки, время остывания отливки в форме, распределение давления в форме, положение линий холодного спая, параметры литейной машины и др. На основе такого анализа выявляется, в частности, наилучшее расположение литников в прессформе, темп раскрытия форм — а значит, производительность процесса.
Также проводится анализ литьевых уклонов, радиусов округлений, анализ на равнотолщинность, чему способствует полученная на предыдущем этапе трехмерная модель. Если в результате анализа будет выявлено какоелибо несоответствие между необходимой для получения геометрии и возможной для получения геометрии, то заказчик будет извещен и совместными усилиями будет переработан дизайн. Затем эти изменения будут внесены в модель.
Этап 3. Проектирование прессформы
На данном этапе инженерконструктор, пользуясь переработанной трехмерной моделью, а также данными, полученными в результате технологической проработки, создает 3Dмодель прессформы со всеми составными частями. Некоторые элементы инженерконструктор может взять из базы стандартных элементов, тем самым ускорив процесс проектирования. Отметим, что в качестве такого стандартного элемента инженер может использовать, например, плиту с определенными габаритами от предприятияпоставщика. Но он не может воспользоваться более сложным элементом, так как базы стандартных элементов внутри предприятия не существует.
Этап 4. Получение комплекта технической документации с использованием программных продуктов фирмы PTC
Инженерконструктор строит чертежи изделия и прессформы, а также при необходимости создает карты наладки и спецификации. Виды, сечения и разрезы на чертежах строятся и образмериваются автоматически — средствами модуля Pro/DETAIL (программное средство Pro/ENGINEER). Pro/ENGINEER обеспечивает двустороннюю (или полную) ассоциативность между трехмерной параметрической геометрией и содержанием чертежей: любые изменения в трехмерных моделях автоматически отображаются в чертежах и наоборот. Данная особенность позволяет избежать многочисленных ошибок при подготовке производства, а также в процессе его последующего сопровождения. Следует отметить, что чертежи в Pro/ENGINEER оформляются в строгом соответствии с ЕСКД.
Этап 5. Получение управляющих программ для станков с ЧПУ с использованием программных продуктов фирмы PTC
По трехмерной геометрии, полученной на первом и третьем этапах, автоматически строятся управляющие программы фрезерной (электроэрозионной обработки) — в модулях Pro/MFG (комплекса Pro/ENGINEER). До выхода на станок проводится визуальный контроль движения инструмента (фрезы, электрода) в теле между готовой формой и заготовкой, выполняются необходимые корректировки по параметрам инструмента и режимам обработки.
Полная ассоциативность в Pro/ENGINEER обеспечивает автоматическое изменение управляющих программ станка по проводимым изменениям в трехмерной геометрии детали и (или) по изменениям в оснастке (здесь, как и на шестом этапе, действует обратная связанность данных). Такая ассоциативность окончательно дополняет информационное единство процессов конструкторского и технологического проектирования в Pro/ENGINEER.
Этап 6. Изготовление элементов прессформ с использованием программных продуктов фирмы PTC
Полученные на пятом этапе ЧПУпрограммы преобразуются в инструкции модулями Pro/NCPOST металлообрабатывающих станков, а далее следует непосредственно процесс обработки элементов прессформ. После достигнутой посредством Pro/ENGINEER высокоточной обработки на станке с ЧПУ пуансон практически не нуждается в слесарной финишной доработке.
Рассмотренные шесть этапов в полной мере характеризуют процесс конструкторскотехнологической подготовки и изготовления прессформ. На каждом этапе документация должна быть помещена в систему документооборота.
Обзор функционала системы управления электронной документацией
Система IMID Projects Catalog (IPC) предназначена для хранения, контроля и управления электронной документацией, получаемой на описанных выше шести этапах. Электронные данные формируют информационное наполнение проектов, которые, в свою очередь, группируются в каталоги. Под проектом понимаются результаты деятельности сотрудников предприятия по получению конкретного изделия. По некоторым схожим атрибутам проекты группируются в каталоги. Подобная структура является определяющей для создания базы данных в такой системе.
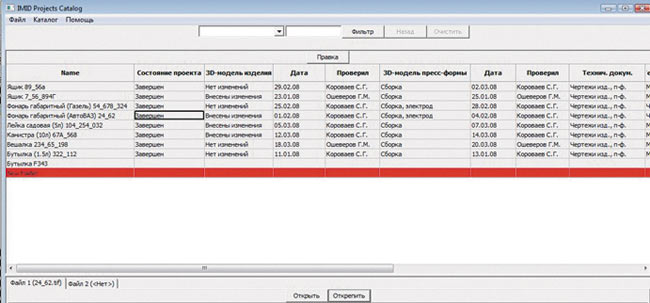
Представление БД
База данных представляет собой таблицу, строками которой являются наименования проектов, а столбцы характеризуют стадии их реализации. Информация, содержащаяся в ячейках таблицы, может быть двух типов. Вопервых, это может быть некий комментарий, содержащий дату, фамилию разработчика либо проверяющего или информацию о стадии завершенности проекта. Вовторых, ячейки могут содержать указание на некий файл, являющийся результатом работы на какойлибо стадии выполнения проекта. Не исключено, что в ячейке одновременно могут быть и комментарий, и прикрепленный файл, что позволяет уменьшить общее число столбцов, необходимое для полной характеристики проекта.
Для каждой ячейки необходимо указать тип вносимых в нее комментариев. Таких типов два:
- текстовые комментарии;
- дата.
К каждой ячейке может быть прикреплено до двух файлов. Этого достаточно для того, чтобы обеспечить возможность хранения критически важных версий документов. В качестве прикрепляемых файлов выступают:
- трехмерные модели изделия, получаемые на первом и втором этапах процесса конструкторскотехнологической подготовки и изготовления прессформ;
- сборочная трехмерная модель прессформы;
- комплект технической документации;
- управляющие программы для станков с ЧПУ.
Программный продукт позволяет не только прикреплять необходимые файлы к базе данных, но и визуализировать их с помощью встроенного визуализатора. IPC способен отобразить содержимое таких форматов, как:
- рисунки: BMP, DIB, JPG, JPEG, JPE, TIF, TIFF, GIF;
- текстовые документы: DOC, TXT, PDF;
- Pro/ENGINEER: PRT, ASM, DRW, MFG, VRC;
- управляющие программы: FAN, CNC, TAP, FNC.
Программы, необходимые для открытия файлов, которые находятся в базе данных, должны быть установлены на компьютерах клиентов. То есть на компьютере каждого инженераконструктора и технологапрограммиста должны быть установлены соответствующие программы, например для просмотра рисунков — Windows Photo Galerey и Rea Viewer, для работы с текстовыми документами — Adobe Acrobat Reader и Microsoft Word и т.д.
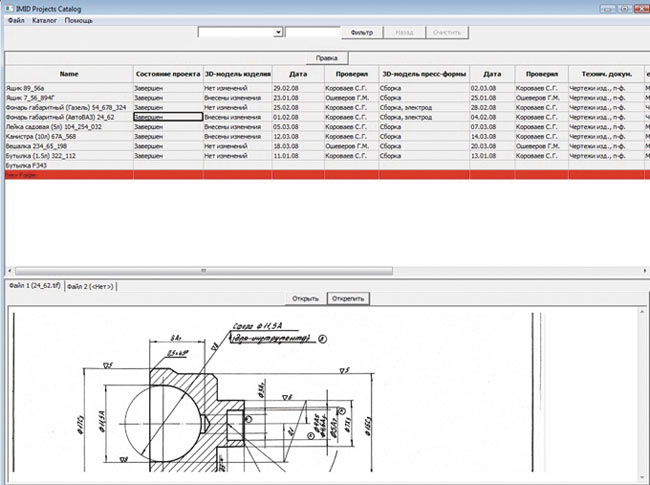
Визуализация чертежа (рисунок)
Для корректной работы программы необходимо наличие сервера. На сервере создается папка с именем каталога, внутри нее — папки, соответствующие проектам. В ходе работы клиента файл с расширением *.iws, получаемый в результате работы системы, сохраняется на сервере в папку каталога, с которым происходила работа. Все файлы, которые были прикреплены к ячейкам таблицы, автоматически переносятся с клиентских машин на сервер в папки проектов, к которым они относятся. При открытии прикрепленного файла через IMID Projects Catalog сначала внутри папки, где она расположена, создается временная папка с названием каталога и необходимый файл переносится на клиентскую машину в эту папку для ускорения работы с ним. Затем, после внесения изменения, последняя версия возвращается обратно на сервер, а старая версия удаляется. По завершении работы с каталогом временная папка тоже удаляется. Чтобы несколько человек не могли одновременно редактировать один и тот же файл, запрещено открытие уже открытого файла.
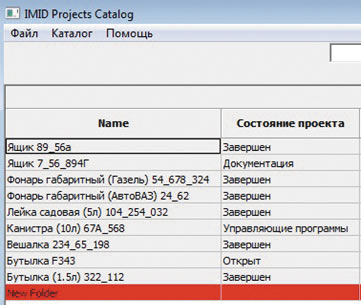
Стадии завершенности проекта
IPC помогает управлять проектами, то есть контролировать стадии их выполнения. Вопервых, для этого предусмотрен столбец, в котором отражаются стадии завершенности проекта. Проект «Открыт» означает, что получен заказ и исходные данные от заказчика, но самостоятельная его проработка не проводилась. Стадия «Рабочее проектирование» предполагает создание (завершение редактирования) 3Dмодели изделия, «Технология проработана» — соответствует второму этапу функциональной модели конструкторскотехнологической подготовки. На стадии «Проект прессформы» должна быть создана трехмерная модель прессформы со всеми составляющими. Обозначение «Документация» соответствует стадии завершения этапа сбора комплекта технической документации. Стадия «Управляющие программы» показывает, что управляющие программы готовы и могут передаваться на станок. Стадия «Завершен» — прессформа изготовлена и проект закрыт.
Вовторых, система позволяет легко увидеть результаты каждого из этапов функциональной модели, получить данные о дате их проведения и удостовериться в том, что эти данные были проверены.
Программный продукт также позволяет планировать работу над проектом, назначая ключевые даты, такие как дата перехода от конструкторскотехнологической подготовки к изготовлению прессформ и дата завершения работы над проектом, то есть получения готовой прессформы.
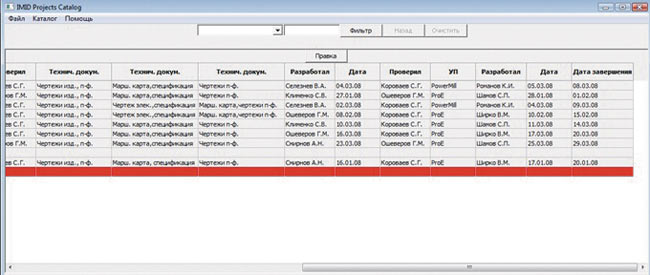
Ключевые даты
IPC позволяет систематизировать и организовать информацию, полученную до внедрения системы, а также осуществлять поиск по столбцам среди информации, заложенной в БД. Это облегчит работу инженерам и технологам, так как позволит быстрее и легче искать необходимую для работы информацию.
Заключение
Описанные этапы конструкторскотехнологического проектирования и изготовления прессформ позволили обеспечить системную информационную поддержку. Разработанная система дала возможность достичь таких результатов, как:
- уменьшение количества бракованных прессформ;
- сокращение времени, затрачиваемого на конструкторскотехнологическую подготовку и изготовление прессформ;
- снижение затрат на изготовление прессформ.

