
Цеховая САПР на базе ADEM VX
Опыт работы с машиностроительными предприятиями показывает, что одним из самых востребованных инструментов автоматизации сегодня становится система, которая может быть названа цеховой САПР.
Круг потребителей подобных продуктов весьма широк — от крупных производств со всевозможными технологическими и конструкторскотехнологическими подразделениями, цехами и службами до малых производителей, имеющих в своем арсенале всего несколько станков.
Применение традиционных средств автоматизации, получивших распространение в проектноконструкторских подразделениях, не всегда подходит, а точнее — практически всегда не подходит для решения задач производства. Здесь нужны иные возможности и иные программнотехнические решения.

Цеховая CAD/CAM/CAPP-система на базе ADEM
Попробуем сформулировать требования к цеховой САПР. Для начала рассмотрим условия, в которых работает производство.
Первый шаг к подготовке производства — получение пакета заказов. Как правило, пакет формируют различные заказчики, обладающие разными традициями проектирования и подготовки конструкторской документации, а также разнообразными инструментами автоматизации. Практически все производства, независимо от сферы их деятельности, работают в кооперации с несколькими заказчиками, часть которых постоянно меняется.
Производитель часто находится в таких условиях, что диктовать заказчику форму представления исходных данных он не может. Поэтому инструменты САПР, которыми производитель будет пользоваться, должны уметь переваривать разнородную исходную информацию — будь то продукт черчения на кульмане или изощренные математические модели.
Теперь давайте разберемся непосредственно c подготовкой производства, а именно с той ее частью, которая может быть автоматизирована путем использования CAD/CAM/CAPPсистем.
По определению технологическая подготовка производства (ТПП) заключается в обеспечении технологической готовности предприятия к выпуску изделия. Рассмотрим следующие аспекты:
- обеспечение технологичности изделия, включая изготовление, эксплуатацию и ремонт;
- проектирование и изготовление нестандартного оборудования и оснастки;
- разработка техпроцессов;
- разработка программ управления оборудованием.
Очевидно, что первые два пункта содержат аспекты проектноконструкторской деятельности, поэтому имеет смысл говорить не о чисто технологической подготовке производства, а о конструкторскотехнологической подготовке. Именно комбинация конструкторских и технологических работ определяет САПР для производства как интегрированную CAD/CAMсистему.
Задача обеспечения технологичности изделия по определению должна решаться в тесном контакте с заказчикомразработчиком. Это объясняется тем, что процесс внесения изменений в конструкцию изделия связан с множеством аспектов, которые находятся в области его ответственности.
Если имеется возможность организовать проработку технологичности совместно КБ и ТБ на единой интегрированной системной платформе, в рамках единой математической модели, то это гарантирует эффективность САПР. К сожалению, существует достаточно причин, которые не позволяют заказчику и производителю иметь или эксплуатировать одинаковые программнотехнические средства.
Двигаясь вниз, к основанию пирамиды подготовки производства, мы замечаем всё больше различий в подходах и требованиях к САПР.
Проектирование оснастки с виду мало чем отличается от работы конструкторов в КБ. Существенные различия начинают проявляться, когда дело доходит до сложной формообразующей оснастки и инструмента. Сложность задачи возрастает настолько, что обычных средств проектирования в виде чертежных или твердотельных САПР становится явно недостаточно.
Более того, конструкция оснастки напрямую зависит от базы предприятия по оборудованию, инструменту и доступным технологическим приемам. Иными словами, при проектировании оснастки аспекты, связанные с технологией ее изготовления, оказываются доминирующими.
Не менее значимым является то, что проектирование обводообразующей оснастки и инструмента должно заканчиваться соответствующей программой для ЧПУ.
Подготовка управляющих программ становится важнейшим и незаменимым этапом подготовки производства. Вообще, современное металлообрабатывающее производство, не основанное на ЧПУ либо на иных еще более прогрессивных методах формообразования, практически не может быть конкурентоспособным.
Если конструкторские и технологические подразделения базируются на единой интегрированной CAD/CAMсистеме, то благодаря сквозному проектированию процесс программирования станков с ЧПУ может быть организован сверхэффективно.
Если конструкторская система не способна обеспечить требуемую подготовку ЧПУ в условиях реального производства или идет работа по кооперации, цеховая система должна взять на себя все вопросы по преобразованию данных в приемлемый для программирования вид. В противном случае подготовка производства будет сдерживаться трудоемким и длительным периодом повторного ручного ввода данных в CAMсистему.
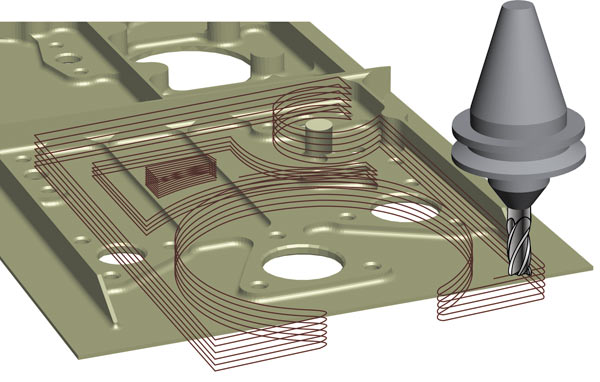
Создание управляющей программы по геометрической модели изделия
Существует несколько способов программирования ЧПУ. Первый — ручной ввод данных на стойке станка. Второй — программирование на языках нижнего уровня. Третий — автоматическое получение программ на основе математической модели и технологических параметров, задаваемых пользователем. Первые два малопригодны для обработки сложных конструкций и требуют высокой квалификации программиста. Наиболее прогрессивным является третий способ, поскольку он резко сокращает время разработки программы и не требует длительной профессиональной подготовки.
Итак, в основе современного метода программирования станков с ЧПУ лежит геометрическая модель изделия. В связи с этим возникает вопрос: где ее взять? В крайнем случае ее придется создавать самостоятельно. Для этого понадобится CADсистема с возможностью плоского и объемного моделирования (обратите внимание: моделирования, а не просто черчения).
В идеале модель должен предоставлять конструкторзаказчик. Но и здесь всё не так просто, как кажется на первый взгляд. Уровень проработки модели заказчикомразработчиком может оказаться недостаточным для прямого использования ее в качестве мастермодели для механообработки. Как правило, очень важные для технологии нюансы геометрии могут вообще отсутствовать, поскольку при решении конструкторских задач они играют второстепенную роль. Точность моделей может не обеспечивать необходимого качества механообработки.
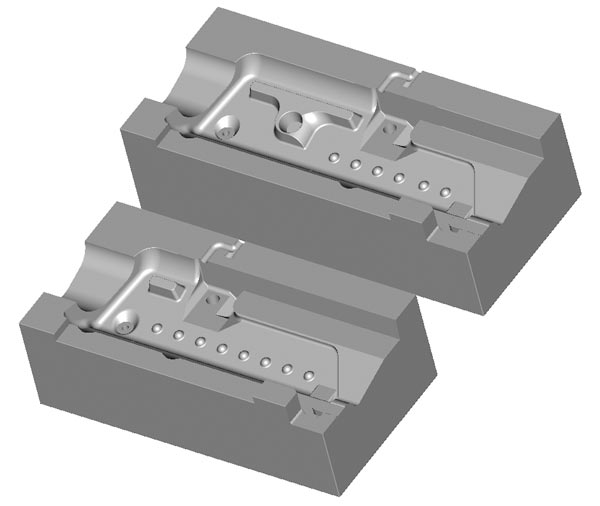
Модель пресс-формы
Более того, для изготовления детали может потребоваться не одна, а несколько специальных моделей, чтобы обеспечить различные технологические переходы. Например, если механообработке предшествует штамповка заготовки, то для проектирования соответствующей оснастки понадобится еще модель штамповки, которая отличается от исходной штамповочными уклонами и радиусами.
Поэтому CAD/CAMсистема для производства должна обеспечивать редактирование и модифицирование исходной модели. Тема внесения изменений в модель крайне важна, поэтому рассмотрим ее подробнее.
Если модель плоская, то внесение изменений, как правило, не вызывает особых трудностей. Практически любая CADсистема сегодня предоставляет достаточный математический аппарат плоского редактирования. Но и здесь есть одно слабое звено — входной контроль исходной модели на микроуровне для обеспечения точности. Поэтому технологическая CAD/CAMсистема должна обладать аппаратом, автоматизирующим процедуру поиска и локализации проблемных областей.
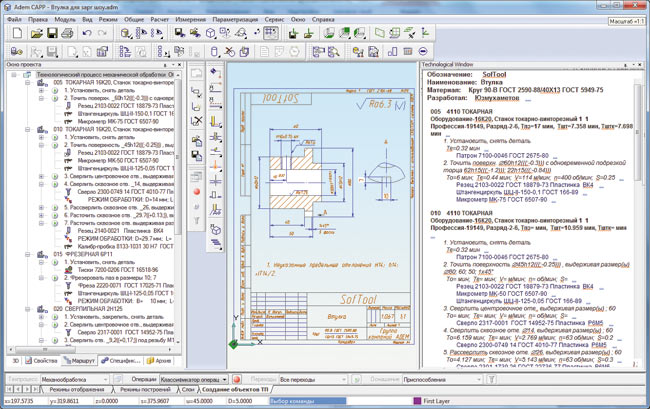
Проектирование техпроцесса в ADEM CAPP
В случае объемных моделей задача оказывается гораздо сложнее. Большинство современных CADсистем объемного моделирования предоставляют аппарат внесения изменений на основе истории создания модели. При всей своей простоте и эффективности он имеет два существенных ограничения. Вопервых, обмен структурами историй между различными системами сегодня крайне ограничен. Вовторых, метод весьма субъективен, поскольку возможности редактирования во многом зависят от того, какую логику изменений конструкции предусмотрел разработчик.
На практике возможностью подобного редактирования, как правило, воспользоваться не удается, даже если весь процесс ведется в рамках единой системной базы. Это связано в первую очередь с тем, что решение задач обеспечения технологичности конструкции и разработка программ с ЧПУ начинаются гораздо позже самого проектирования. Да и у конструкторазаказчика, как говорится, полно других забот. Вспомним, кстати, что обратной связи с разработчиком вообще может и не быть.
Каков же выход? Обеспечить конструкторатехнолога такой CADсистемой, которая позволяла бы вносить изменения в модель независимо от логики ее создания.
Для независимого редактирования нужно, чтобы система поддерживала локальные операции, реализация которых возможна на основе методов поверхностного и гибридного моделирования.
Еще несколько слов о программировании ЧПУ по математической модели. Автоматизация программирования ЧПУ связана в первую очередь с накоплением производственного опыта и концентрацией его в алгоритмах системы. Нюансы, возникающие при внедрении системы на различных предприятиях, формируют облик программного продукта.
Развитие новых технологий механообработки вынуждает разработчиков CAD/CAMсистем бежать впереди паровоза. Чтобы предоставить зрелое решение, требуются, вопервых, постоянное сотрудничество с передовыми мировыми производителями станков и инструмента, а вовторых, работа на предприятиях, применяющих эти технологии. Сегодня ближайшим полигоном для обкатки новейших технологий механообработки являются западноевропейские производители. Так, немецкая компания NetVision Datentechnik GmbH & Co KG в течение нескольких последних лет предоставляет возможность тестирования и отработки функций системы разработчикам ADEM.
А как быть с заделом старых программ? Для сохранения ценнейшего опыта в виде склада перфолент и документов необходимо, чтобы система могла понимать их формат и позволяла обновлять и перевыпускать для нового оборудования.
Иными словами, система должна не только уметь решать прямую задачу проектирования новых программ, но и обладать реверсивной технологией для обеспечения жизнедеятельности существующих процессов. Для решения этой задачи в состав ADEM в 2005 году введен модуль ADEMрепостпроцессор.
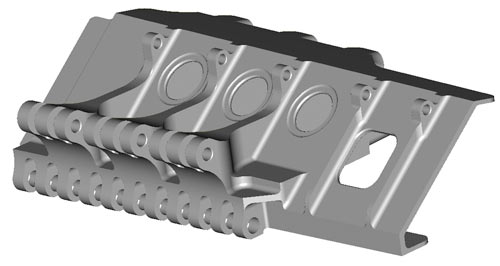
Пример модели авиационной детали
Разработка технологических процессов — это, с одной стороны, интеллектуальное творчество, а с другой — огромная рутинная работа по составлению комплектов документов.
Классификацию техпроцессов по методам в России регламентирует ГОСТ 3.120185. Технологический процесс определяет последовательность выполняемых действий, выбор заготовки и материала, используемое оборудование и инструмент, технологические режимы.
Всю имеющуюся информацию можно хранить в базе данных и представлять техпроцесс в виде структуры этих данных. В таком случае комплект документов будет являться отображением этой структуры. Кстати сказать, на многих предприятиях уже существуют базы данных по оборудованию, режимам и т.п. Поэтому одной из характеристик системы должно быть удобство подключения баз данных с различной структурой.
Для пользователя работа с системой проектирования техпроцессов заключается в создании сценариев работы технолога (интеллектуальная часть) и в последующем выполнении действий по выбранному сценарию (пользовательская часть). Подобный подход позволяет после некоторого периода настройки и адаптации системы к конкретным задачам эффективно создавать комплекты технологических документов даже не очень опытным специалистам.
Следует отметить ряд важных свойств, которыми должна обладать система проектирования техпроцессов. Несмотря на существующие стандарты, формы технологических документов на разных предприятиях могут сильно различаться, поэтому система должна обладать возможностью легко перенастраиваться под стандарты и традиции конкретных производств.
Технологические документы могут содержать графические элементы в виде эскизов и схем. Поэтому система должна включать как минимум плоский CAD для оформления графики, в том числе и на основе электронных чертежей, причем это могут быть и сканированные бумажные чертежи. Такая возможность появилась в ADEM начиная с самых первых версий системы.
В случае применения системы с ЧПУ она должна использовать все технологические параметры, вводимые пользователем для составления документов на данный технологический переход. В противном случае потребуется повторный ввод данных, что снизит эффективность процесса и может привести к ошибкам.
Из всего вышесказанного можно сделать вывод, что система проектирования техпроцессов должна представлять собой не отдельный продукт, а часть интегрированной CAD/CAMсистемы. В этом случае обеспечивается вся необходимая функциональность и достигается целостность процесса подготовки производства.
Вопрос о степени интегрированности компонентов системы имеет большое значение. Чем выше интеграция, чем лучше ее составляющие «притерты» друг к другу, тем меньше вероятность отказов системы в целом. Более того, применение интегрированной системы вместо комплекса различных программных продуктов позволяет экономить ресурсы на обучение и внедрение. Единый интерфейс и общие правила управления обеспечивают более тесное взаимодействие участников процесса и создают базис взаимозаменяемости, что немаловажно для гибкости производства.
Рассмотренные принципы построения САПР были сформулированы группой компаний ADEM на начальных этапах проектирования комплекса ADEM. Тем самым было положено начало разработки системы сквозного проектирования с акцентом на производственные задачи.
Структура комплекса ADEM представляет собой устойчивую пирамиду, основанием которой является цеховая CAD/CAM/CAPPсистема. Независимо от того, функционирует она автономно, в составе полного комплекса, обеспечивающего сквозное проектирование, или вкупе с другими программными продуктами, цеховая система на базе ADEM позволяет решать актуальные задачи конструкторскотехнологической подготовки производства.

