
Модуль ADEM CAPP — специальные средства для эффективной автоматизации создания техпроцессов
Проектирование технологических процессов является рутинной работой. Сделать труд технолога более привлекательным, творческим — вот назначение любой САПР ТП. Популярность программного продукта, степень его использования напрямую зависят от того, насколько качественно он справляется с этой задачей.
Рассмотрим некоторые возможности системы ADEM CAPP, которые не только облегчают инженеру-технологу процесс создания технологии, но и значительно сокращают сроки выпуска документации, а также помогают находить оптимальный вариант изготовления изделия.
Использование геометрической информации
Благодаря тому что ADEM является интегрированной CAD/CAM/CAPPсистемой, доступ к геометрической информации в ней осуществляется на любом этапе проектирования технологического процесса (ТП). В качестве геометрической информации может выступать как 2Dчертеж, так и 3Dмодель. Из штампа чертежа информация может быть передана в ТП (обозначение, наименование, основной материал и т.д.), чертеж может быть использован для создания операционных эскизов, описания технологических процессов (текстовая информация, размеры, геометрия). Характеристики 3Dмодели могут применяться в технологических расчетах, например, площади поверхности и объема детали при проектировании ТП получения покрытий (гальваника, лакокраска). Кроме того, и плоская и объемная геометрия может использоваться при проектировании маршрута операций, выполняемых на станках с ЧПУ. Отметим, что существует ассоциативная связь между технологическими объектами и геометрической информацией, то есть изменение параметров геометрической модели автоматически учитывается в процессе проектирования ТП.
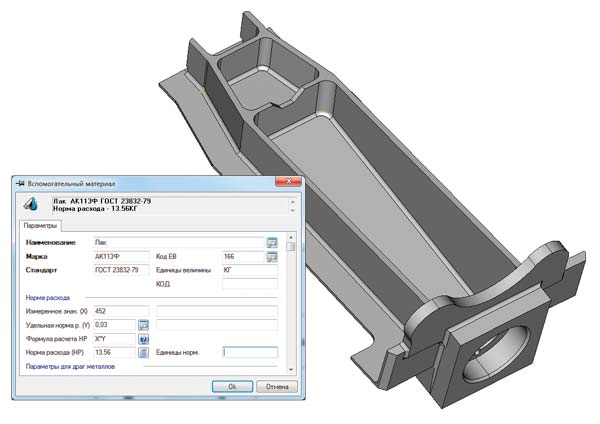
Расчет нормы расхода вспомогательного материала по площади поверхности 3D-модели и удельной норме расхода
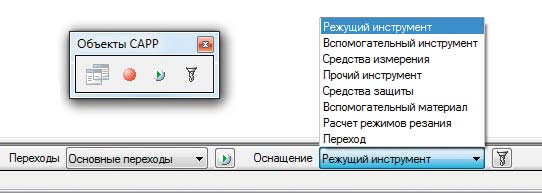
Специальная панель инструментов
Технологический процесс может состоять из множества объектов различного типа и назначения. Однако есть объекты, которые так или иначе всегда присутствуют в ТП, и наличие их обязательно. К ним можно отнести операции, переходы, оснастку и инструмент. Чтобы сократить «блуждания» по множеству контекстных меню в поисках нужного объекта в системе, была создана панель специального технологического назначения. Причем не важно, на каком этапе проектирования ТП находится технолог, — он всегда может быстро создать объект, будь то операция, или переход, или инструмент.
Специальная панель инструментов
Контекстнозависимый выбор информации
Проектирование техпроцесса подразумевает работу с большим количеством справочной информации (справочники по материалам, заготовкам, оборудованию, оснастке, инструменту и т.д.). Если справочники не будут определенным образом структурированы, то поиск нужной информации займет очень много времени, что сведет на нет все плюсы от использования САПР при проектировании ТП. Поэтому в системе применяется контекстнозависимый выбор информации. Под этим понимается ограничение количества выводимой на экран информации в зависимости от уже определенных параметров ТП, а именно: выбор материала и заготовки по определенному ограничителю; от параметров заготовки и операции зависит выбор оборудования; выбранное оборудование определяет выбор инструмента и т.д.
Автоматизация рутинных технологических расчетов
Значительную часть работы технолога занимают выполняемые им расчеты. Для автоматизации разработки технологий в среде ADEM CAPP там, где это возможно, осуществляются автоматические расчеты. Например, автоматический расчет массы заготовки, нормы расхода материала на деталь с учетом ширины реза, коэффициент использования материала для оптимизации количества необходимого материала, расчет режимов резания для токарных, сверлильных, фрезерных и шлифовальных операций, расчет режимов сварки и норм времени — и это далеко не все возможности системы. Если в арсенале технолога есть собственные методики расчетов, то их можно легко внедрить в процесс проектирования, используя возможности встроенного языка программирования.
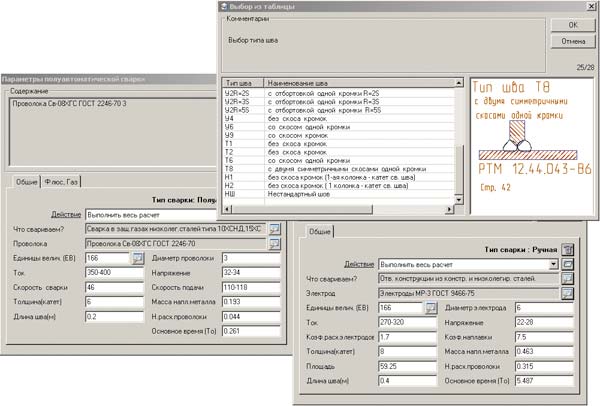
Расчет режимов сварки
Библиотека типовых или часто используемых фрагментов ТП
В процессе проектирования неизбежно повторение уже созданных ранее фрагментов ТП. Это могут быть любые части ТП, например операции с переходами, оснасткой и операционными эскизами. Добавить элемент в библиотеку просто: достаточно «встать» на любой объект ТП и сохранить его в библиотеку. При этом сохраняется и сам объект, и все входящие в него объекты. После этого сохраненные фрагменты можно вставлять в любое место проектируемого ТП. Создание библиотеки таких фрагментов ускоряет проектирование, а также позволяет исключить ошибки, неизбежные при дублировании информации. Получается, что чем больше библиотека, тем меньше времени проходит от начала работы до выпуска готового технологического процесса.
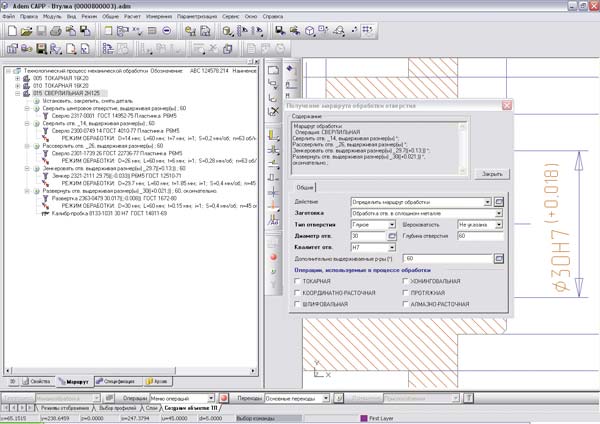
Получение маршрута обработки отверстий
Информация в ТП нередко должна вводиться только один раз
При работе над ТП одна и та же информация часто используется в разных его частях. Например, «меритель» назначается на переходе и прописывается в контрольной карте для контроля размеров, заносится в ведомость оснастки. Однако информация должна быть введена только однократно и в дальнейшем просто используется, как этого требует процесс проектирования и оформления. Таким образом, единицы технологического оснащения назначаются только при создании маршрута, а формирование операционной карты технического контроля, ведомости оснастки и сводных ведомостей оснастки по изделию осуществляется в автоматическом режиме.
Автоматическое создание элементов (частей) ТП
Не секрет, что в обработке резанием есть формализованные решения по различным видам обработки. Примером этого может служить получение гладких цилиндрических отверстий. Речь идет не о «большой красной кнопке», а о неком сервисефункционале, который при минимальных затратах на ввод данных обеспечивает максимальные возможности для проектирования маршрута обработки. В зависимости от заданных условий (вида, диаметра отверстия, квалитета, получаемой шероховатости и др.) автоматически формируется маршрут его обработки с назначением соответствующего режущего, мерительного инструмента и расчетом режимов резания. Отметим, что система обучаема, то есть ее можно насыщать своими алгоритмами, формирующими элементы ТП.
Единое информационное пространство для CAM — CAPP
В последнее время для изготовления деталей всё чаще применяется оборудование с ЧПУ. Как правило, технолог-программист, используя программное обеспечение, проектирует маршрут обработки своей части детали как отдельной операции общего технологического процесса, а затем технолог описывает эту операцию в общем технологическом процессе. Таким образом, получается как минимум два маршрута: один для расчета управляющей программы, а другой — для формирования комплекта технологической документации. В ADEM CAPP реализовано единое дерево ТП, включающее как операции, выполняемые на универсальном оборудовании, так и операции, осуществляемые с использованием станков с ЧПУ. Таким образом, технолог и технолог-программист работают в едином информационном пространстве. Вследствие этого не возникает двух различных маршрутов при описании обработки на станке с ЧПУ. Вся информация из ТП (операции, в том числе операции с ЧПУ, переходы, оснастка, режимы резания, нормы времени и др.) автоматически попадает в формируемые маршрутные, операционные карты, ведомости оснастки, карты наладки и др. Следует отметить, что в маршрут обработки на оборудовании с ЧПУ можно добавлять дополнительную информацию, не используемую при расчете управляющей программы, но необходимую для оформления выходных документов. Это могут быть установочные переходы, переходы технического контроля, технические требования, примечания, приспособления и т.д. Для эффективной работы технолога и технолога-программиста применяется единая информационная база данных по операциям, оборудованию, оснастке и материалам.
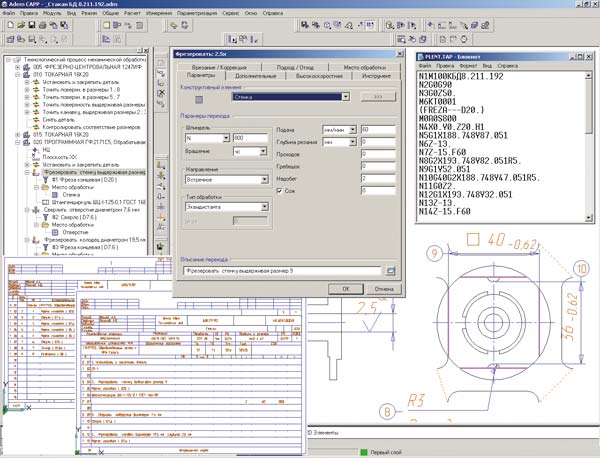
Единое информационное пространство САМ — САРР
Параллельная работа
Одним из вариантов ускорения выпуска ТП, сдачи его в срок можно считать организацию параллельной работы. Под этим понимается работа более одного человека над одним и тем же ТП. Примером «распараллеливания» работ может служить оснащение ТП. Технолог создает маршрут без назначения технологической оснастки. Далее ТП рассылается в службы по оснащению и параллельно снабжается приспособлениями, режущим и мерительным инструментом, нормируется. По завершении этих работ все ТП сливаются в один готовый ТП. Такую же организацию работы можно применять при проектировании сквозных или больших технологических процессов.
Оптимизация маршрута
На одну и ту же деталь или сборочную единицу можно получить множество различных маршрутов изготовления, в зависимости от условий производства, требований к детали, сроков ее изготовления и, конечно, стоимости. Как найти оптимальный маршрут? Посредством изменения параметров и состава ТП можно получить определенное количество маршрутов и выбрать из них максимально удовлетворяющий требуемым условиям.
Всё это позволяет технологу перейти из разряда обычного технологадокументатора в разряд технологадизайнера.

