
Проектирование и изготовление деталей из листового материала
Проектирование и обработка деталей из листового материала всегда были очень актуальны для современной промышленности. Подобные изделия составляют добрую половину всех деталей машиностроения.
Прежде чем приступить к описанию возможностей системы ADEM с точки зрения листоштамповки и лазерной обработки, напомним вкратце основные способы проектирования деталей из листового материала в системе.
Наиболее эффективный метод проектирования — автоматическое построение оболочки на основе твердотельной мастермодели (рис. 1). С точки зрения задания данных это наиболее простой способ. Для построения оболочки достаточно указать исходное тело и грани, которые нужно оставить открытыми (необязательный шаг). Далее надо ввести высоту и глубину оболочки относительно поверхности исходного тела. Таким образом можно регулировать толщину и положение оболочки относительно поверхности.
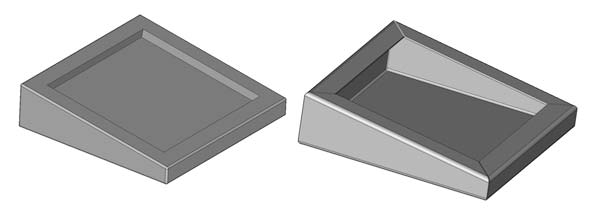
Рис. 1. Построение оболочки на основе твердотельной 3D-модели
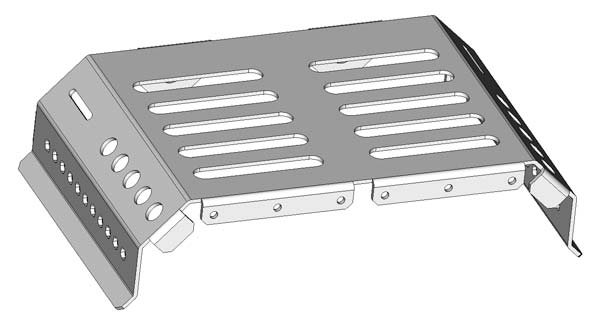
Рис. 2. Пример детали, полученной гибкой из листа
Следующий метод — проектирование конструкций, изготавливаемых гибкой из листа (рис. 2). Для автоматизации процесса проектирования методом гибки в системе ADEM был разработан специальный математический аппарат, который реализован в виде пяти главных операций:
- загиб с заданным радиусом, под заданным углом, на заданную длину с отступами и фасками;
- загиб с нахлестом с заданным радиусом, под заданным углом, на заданную длину с отступами и фасками;
- продление листа на заданную длину или до грани, с отступами и фасками;
- разрезание листа;
- развертка модели относительно нейтральной или любой другой линии, правильнее сказать — поверхности.
Еще один метод — проектирование конструкций, изготавливаемых штамповкой и вытяжкой из листа. Здесь даже у самых простых операций, таких как отбортовка, линия гиба материала не является прямой. Для проектирования подобных деталей в системе ADEM достаточно указать базовую плоскость листа и цепочку ребер, вдоль которых будет произведена отборотовка, штамповочные уклон и радиус, а также высоту отбортовки.
Это далеко не полное описание возможностей системы ADEM в плане моделирования тонкостенных деталей, но и этих трех способов обычно достаточно для создания модели изделия и дальнейшей подготовки производства.
Среди множества технологий получения деталей из листа лидирующее положение, несомненно, занимает штамповка. Возможность создания управляющих программ для прессов с ЧПУ существует с самых первых версий системы ADEM.
Для создания программ на подобный тип оборудования (после проектирования и получения развертки самой детали) крайне актуальна функция оптимальной раскладки (раскроя) одной или нескольких разверток на листе. Одна и та же деталь может быть добавлена несколько раз. Это удобно в случае, если приоритетной является раскладка нескольких деталей A, затем деталей B, а потом еще нескольких деталей A. Любая деталь может состоять из одного внешнего элемента и включать множество внутренних элементов (отверстий).
Существует ряд необходимых параметров для раскладки: приоритет раскладки деталей, возможные отступы от края, расстояние между деталями, а также возможные вращения деталей на листе и их зеркальное отражение.
Приоритет — назначение приоритета деталям, в соответствии с которым производится раскладка:
- приоритет в порядке очереди элементов (предыдущая деталь в списке имеет более высокий приоритет по сравнению c последующей);
- приоритет в порядке наибольшего максимального габарита элемента (чем больше габарит, тем выше приоритет);
- приоритет в порядке наибольшей площади элемента (чем больше площадь, тем выше приоритет).
DX, DY — отступы от краев листа по X и по Y (больше или равны 0).
Расстояние — минимально допустимое расстояние между деталями (больше или равно 0).
Вращение — переключатель возможного вращения деталей при раскладке. Возможны четыре варианта: не вращать детали, вращать на 90°, вращать на 90 и 180°, вращать на 90, 180 и 270°.
Зеркальное отражение — флажок применения зеркального отражения деталей.
Например, возьмем несколько различных деталей (рис. 3) и два листа разного размера. Укажем листы раскладки и зададим количество каждой детали при раскладке на листе. Установим флажок Зеркальное отражение и покажем, что вращать детали можно на 90, 180 и 270°. Результат расчета раскладки деталей будет таким, как на рис. 4.
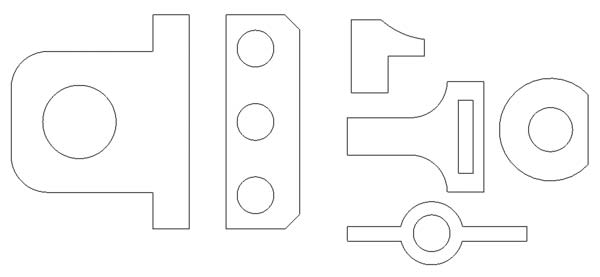
Рис. 3. Детали для раскладки
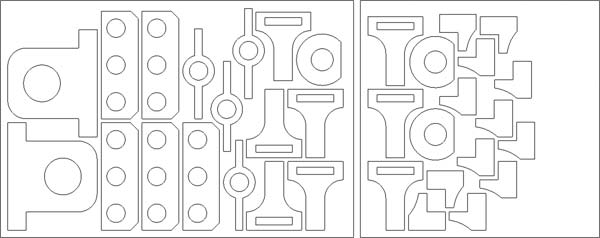
Рис. 4. Результат раскладки на двух листах
При этом все параметры расчета, включая количество деталей и листов, а также форму деталей, доступны для редактирования в любое время. Остается только пересчитать возможный вариант раскроя.
Управляющие программы для листопробивки создаются с применением технологического перехода Пробить. С его помощью можно выполнять вырубку окон, стенок, замкнутых и незамкнутых пазов. Поддерживаются круглые и прямоугольные пуансоны без или со скругленными углами, которые можно разворачивать в процессе обработки на произвольный угол вдоль оси Z. Предусмотрено три режима работы:
- Одиночный удар — вырубается отверстие, форма которого определяется формой пуансона;
- Проход вдоль линейного контура — обрабатываются линейные участки, длина которых превышает размеры инструмента. Количество ударов, необходимых для обработки контура, вычисляется автоматически с учетом размеров пуансона и величины нахлеста, который обеспечивает лучшее качество реза. Для формирования четких углов можно задавать параметры вывода пуансона в начале и конце контура на определенную величину;
- Вибровысечка — обработка контуров свободной формы круглым пуансоном. В данном режиме инструмент движется вдоль контура с заданной подачей, совершая определенное количество ударов в минуту.
В случае обработки крупногабаритных деталей, размеры которых превышают размеры рабочей зоны пресса с ЧПУ, используется команда Перехват. С ее помощью производится освобождение зажимов и перемещение листа таким образом, чтобы необходимая его часть попала в рабочую зону станка, после чего обработка будет продолжена.
Однако применение прессов с ЧПУ требует предварительного проектирования и изготовления иногда довольно сложной инструментальной оснастки, что оправданно только в условиях серийного и крупносерийного производства. И если без использования формовочных и гибочных штампов практически не обойтись, то вырубные штампы можно заменить альтернативными технологиями обработки, одной из которых является лазерная резка.
Перейдем непосредственно к лазерной обработке. ADEM поддерживает два вида лазерных технологий: 2,5координатную резку и 5координатную резку и сварку. На первый взгляд плоская обработка лазером не таит в себе ничего сложного. Но есть ряд нюансов. Рассмотрим их, а также способы решения этих проблем, реализованные в системе ADEM. Вопервых, задание геометрии. При обработке деталей, содержащих внутренние отверстия, достаточно сложно задавать последовательность обхода контуров, расположение траектории относительно исходного контура, управлять коррекцией на радиус. В ADEM эта проблема решена полностью. Система обеспечивает автоматическое распознавание наружных и внутренних контуров и соответственно ведет обработку с нужной стороны: обход наружных контуров выполняется снаружи, а внутренних — изнутри. Таким образом, достаточно выделить окном группу элементов, подлежащих обработке. Автоматически же происходит включение/выключение функций G41 и G42, обеспечивающих коррекцию.
Вовторых, средства, предотвращающие выпадение детали из листа после завершения обработки или прогиб крупногабаритных деталей, что может привести к повреждению (зарезанию) уже обработанных участков. Для решения этой проблемы ADEM содержит механизм назначения точек прерывания, в которых происходит выключение лазера, создавая тем самым участки разрыва траектории. Допускается изменение диаметра и мест расположения точек прерывания на контуре.
Интегрированная природа ADEM, где конструкторская и технологическая части составляют единое целое, обеспечивает автоматическое перепозиционирование точек прерывания при изменении геометрии детали и регенерацию траектории движения лазерного луча.
Втретьих, механизмы клонирования обработки на листе. Система ADEM обеспечивает возможность копирования обработки на группе точек. Точки могут быть заданы как параметрической сеткой, так и произвольным набором с возможностью разворота обработки на заданный угол относительно каждой точки. При параметрическом задании определяется шаг сетки, количество узлов по каждой координате и способ обхода точек. Допускаются следующие варианты:
зигзаг/петля по координате X;
зигзаг/петля по координате Y.
Вчетвертых, формирование подходов/отходов к контуру. Система ADEM обеспечивает семь различных вариантов подхода/отхода на всех участках, где происходит включение или выключение лазера. При формировании участка подхода (отхода) выполняется автоматический контроль на коллизии, исключающий повреждение обрабатываемого объекта.
Все эти возможности позволяют максимально упростить задание обработки, сведя ее к единственному технологическому переходу — Резать лазером группу контуров (рис. 5). При этом все режимы обработки автоматически попадают в технологический процесс, благодаря чему обеспечивается автоматическое формирование техпроцесса и карты наладки.
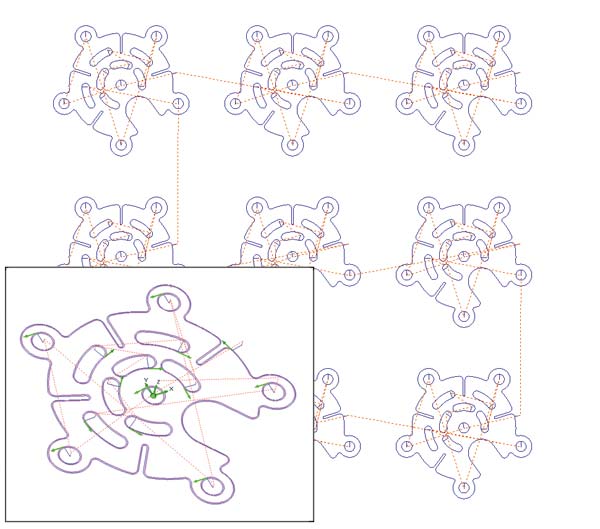
Рис. 5. Плоская лазерная резка группы контуров
Добавим, что система ADEM также позволяет управлять световым каналом в случае работы нескольких станков от одного лазера. При этом режимы его работы выбираются из базы данных в зависимости от обрабатываемого материала.
Помимо автоматической резки контуров, в системе ADEM реализован вариант автоматической перфорации листа. Перфорация осуществляется за счет просечки лазером листа в наборе точек, образующих определенный орнамент. Заполнение орнамента точками может быть выполнено вручную средствами конструкторского модуля либо в автоматическом режиме указанием замкнутого контура и шага сетки по осям X и Y. Независимо от способа заполнения производится автоматическая оптимизация траектории обхода точек по кратчайшему расстоянию.
Как уже было сказано, кроме плоской обработки, реализован режим объемной 5координатной лазерной резки и сварки. Он позволяет отказаться от использования вырубных штампов и выполнять резку отверстий произвольной конфигурации на деталях, полученных в том числе и объемной штамповкой.
Особенность многокоординатной лазерной обработки заключается в том, что основой для задания траектории служат ребра поверхностей модели. Обеспечивая возможность движения лазера по объемной кривой, ADEM позволяет регулировать углы наклона луча на ее различных участках. Для сохранения постоянного фокусного расстояния совместно с кривой задается набор поверхностей, которые определяют разворот лазерной головки по нормали в каждой точке траектории.
В тех случаях, когда требуется более тонкое управление положением лазера в пространстве, допускается задание начального и конечного векторов кривой, что обеспечивает плавное изменение положения луча при движении по кривой. Но и это еще не всё. Корректировку положения луча на отдельных участках кривой можно производить, задавая приращения углов отклонения/опережения.
Таким образом, обеспечивается максимально возможный набор механизмов управления положением лазерного луча в пространстве, характерный в большей степени для операций сварки.
Для автоматизации операций резания система ADEM предлагает другую возможность — обработку боковой частью луча. В этом случае в качестве исходной информации также используются поверхности и кривые. Луч лазера как бы скользит по поверхности, оставаясь всегда направленным по нормали к соответствующей кривой (рис. 6). Тут тоже есть нюансы, с которыми ADEM справляется автоматически.
Если нужно задать обработку сложной модели, состоящей из нескольких десятков, сотен, а то и тысяч поверхностей и управляющих кривых, то процесс их указания может занять значительное время, что заметно снижает эффективность работы. Для облегчения этой операции ADEM предлагает возможность автоматического выделения цепочки поверхностей, составляющих торец оболочки, и цепочки наружных граней (рис. 7). Технологу достаточно указать начальное ребро — и все остальные элементы будут выделены в автоматическом режиме. В реальности это происходит практически мгновенно.
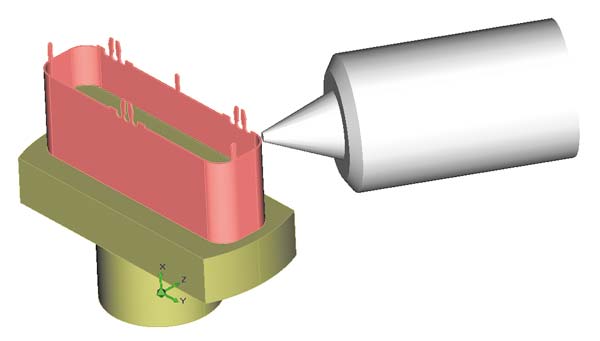
Рис. 6. Лазерная резка оболочки боковой частью
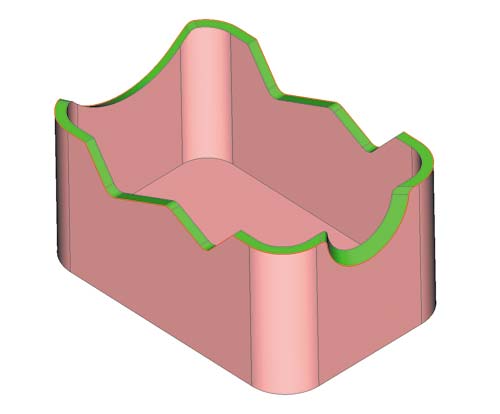
Рис. 7. Автоматическое нахождение торцевых поверхностей и ребер оболочки
Теперь несколько слов о постпроцессорах. Встроенная подсистема адаптации позволяет написать и отладить постпроцессор на любой станок. Ее возможности гарантируют 100процентное использование опций, имеющихся в станке. Чтобы еще больше облегчить процесс создания постпроцессоров, особенно для 5координатных станков, ADEM содержит библиотеку системных постпроцессоров, реализующих основные кинематические схемы станков. Они избавляют пользователя от рутинных расчетов, предлагая ему определить только желаемый формат вывода управляющей программы.
В заключение отметим, что вышеперечисленные возможности системы ADEM для лазерной обработки создавались по техническому заданию и при непосредственном участии специалистов немецкой компании TRUMPF laser GmbH+Co KG (Schramberg — Germany). Ими были сертифицированы постпроцессоры для семейства лазерных станков LSAMA со стойкой SINUMERIK 840D (см. рис. 4) и тщательно протестированы все описанные функции. Такое сотрудничество с зарубежными лидерами, предлагающими новейшие технологии и оборудование, обеспечивает отечественной системе ADEM передовые позиции в области конструкторскотехнологической подготовки производства.

