
Организация коллективной работы технологической службы на базе CAPP-системы Techcard
Как сократить время разработки комплекта документов технологического процесса? Как обеспечить систему управления и планирования производства нужными данными в требуемом объеме? Как избавиться от «лишней» бумаги? Ответы на эти вопросы — в данной статье…
ОАО «ОКБМ Африкантов» является ведущей конструкторской организацией ГК «Росатом», крупным научнопроизводственным центром атомного машиностроения, располагающим многопрофильным конструкторским и технологическим коллективом, собственной исследовательской, экспериментальной и производственной базами. Предметная область предприятия — комплектная поставка реакторных установок различного назначения, которые должны обеспечивать высочайший уровень надежности, безопасности и конкурентоспособности.
Ключевые вопросы:
1. Какие задачи решает технологический отдел на предприятии?
Обеспечивает технологическую готовность производства (ГОСТ 14.00483) в части комплектов технологической документации и средств технологического оснащения.
2. Почему важно сократить сроки разработки техдокументации?
Технологи находятся между «молотом и наковальней», то есть между конструкторами и производством. Если у конструктора есть возможность варьирования срока выпуска комплекта КД (в основном за счет смещения срока начала технологической подготовки производства), то у технологов такой возможности нет, так как впереди — производство и изготовление, а сроки сдачи продукции заказчику, смещение которых грозит штрафными санкциями, то есть финансовыми потерями, зачастую просто не рассматриваются (и это правильно).
3. Можно ли назвать производство ОКБМ установившимся (ГОСТ 14.00483)?
Установившееся производство — производство изделий по окончательно отработанной конструкторской и технологической документации. Наше производство скорее относится к единичному (характеризуемому малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматривается) и мелкосерийному (характеризуемому изготовлением или ремонтом изделий периодически повторяемыми партиями). Коэффициент закрепления операции (отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест). Мелкосерийное производство — изготовление 2140 единиц деталей).
4. В чем особенность комплекта документов технологического процесса в ОКБМ (ГОСТ 3.11022011, 3.111983 таблица 1, номер варианта комплекта — 5, стр. 142)?
Описание техпроцесса в ОКБМ носит маршрутнооперационный характер, учитывающий тип производства. Описание большинства операций механической обработки и сборки носит маршрутный характер, а остальных операций — операционный характер. К последним относятся такие операции, как: сварочные, обработки на оборудовании с ЧПУ, неразрушающего контроля. Особенность комплекта документов технологического процесса заключается в том, что операции, описываемые детально, разрабатываются в рамках единого комплекта документов технологического процесса технологами смежных технологических подразделений, при этом формируется так называемый сквозной техпроцесс (рис. 1).

Рис. 1. Единый комплект документов технологического процесса
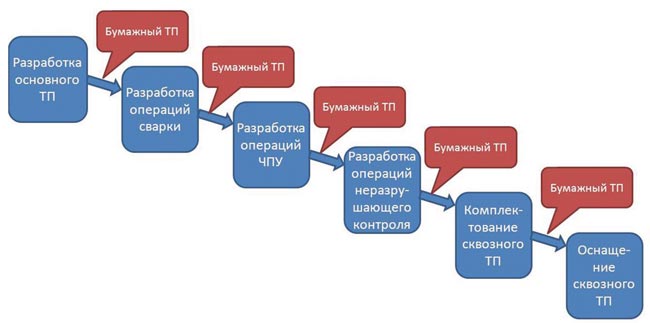
Рис. 2. Схема последовательной разработки технологических процессов
Комплекс средств автоматизации технологической подготовки производства Techcard разработки компании ИНТЕРМЕХ в ОКБМ применяется около 10 лет. До 2008 года, несмотря на использование богатого арсенала средств автоматизации системы Techcard, таких как применение автоматических расчетов, базы знаний, типовых фрагментов операций и эскизов, элементов автоматического подбора, достичь коренного сокращения сроков разработки технологической документации не удавалось.
Проведенный анализ показал, что причиной этого является последовательный процесс коллективной разработки сквозного техпроцесса, в ходе которого бумажный комплект документов перемещается от основного разработчика (операции механической обработки и сборки) к разработчикам смежных операций и только после окончательного комплектования передается на разработку нестандартной технологической оснастки (рис. 2).
У данной схемы целый букет недостатков:
- высокая трудоемкость коллективной разработки;
- длительность коллективного проектирования;
- отсутствие единого электронного техпроцесса, вместо которого имеется россыпь отдельных техпроцессов на определенные виды производства;
- бумажный документооборот;
- передача на проектирование специальной оснастки только после окончательного комплектования сквозного техпроцесса;
- данные электронных технологических процессов, являющихся составными частями сквозного, практически невозможно использовать для планирования и управления производством.
Для производства узким местом являлось именно проектирование специальной оснастки, так как ее отсутствие на стадии производства способно его просто остановить. Кроме того, хотелось бы осуществлять планирование производства не «на коленке», а с использованием специализированных программных средств (например, APSсистемы), но, к сожалению, отсутствие единого электронного техпроцесса не позволяло осуществлять его нормирование и использовать данные по технологическим операциям, рабочим центрам и персоналу для решения задач планирования, управления и учета производства. Данную ситуацию необходимо было исправлять, а функциональные возможности модуля проектирования ТП Techcard, решавшего в то время (2007 год) преимущественно задачи серийных предприятий, не позволял этого сделать. Требовалась доработка.
В кратчайшие сроки доработка была выполнена компанией ИНТЕРМЕХ (разработчиком комплекса Techcard) по техническому заданию ОКБМ, и уже в 2008 году велась опытнопромышленная эксплуатация (рис. 3).
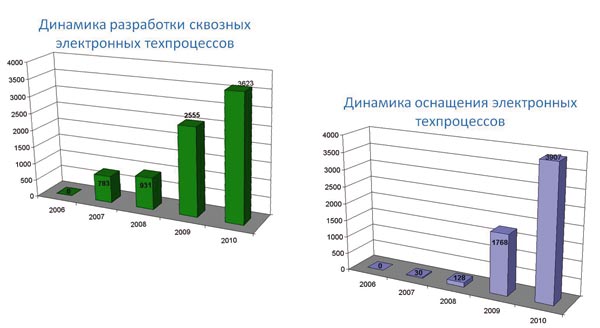
Рис. 3. Этапы опытной, опытно-промышленной и промышленной эксплуатации доработанного функционала модуля проектирования ТП Techcard
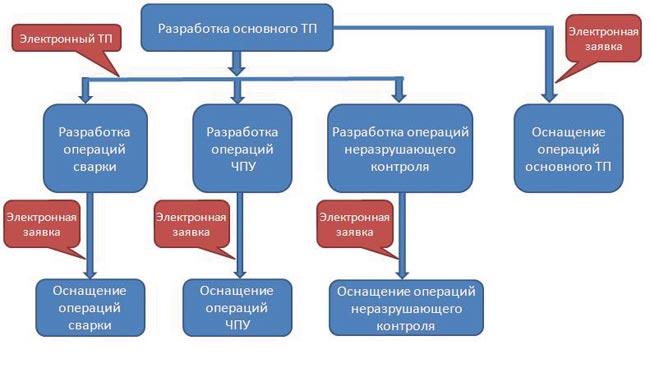
Рис. 4. Схема последовательно-параллельной работы основных технологов, технологов-соисполнителей и конструкторов оснастки
Реализовали так называемую последовательнопараллельную схему коллективной разработки технологической документации, которая используется в технологической службе в настоящее время. Функционирование этой схемы подразумевает разработку операций основным технологом и отправку соисполнителям электронного задания на разработку специализированных операций параллельно с оснащением в электронном виде. Далее работы соисполнителей операции технологического процесса направляются основному технологу также в электронном виде, после чего формируется единый техпроцесс (рис. 4). Технологический процесс распечатывается на бумагу лишь единожды — перед сдачей в архив предприятия.
Сравнение количества используемых лицензий в 2007 и 2013 годах
Название продукта |
Количество лицензий |
|
2007 год |
2013 год |
|
Techcard |
20 |
70 |
АРМ конструктора оснастки |
— |
28 |
АРМ нормирования |
— |
9 |
Итого: |
20 |
107 |
Попутно внедрили 100процентное электронное согласование операций технологического процесса подразделениямисоисполнителями средствами workflowмодуля PDMсистемы Search, входящей в комплекс Techcard, и освоили процесс заказа покупного инструмента в электронном виде. Электронная заявка направляется в бюро инструментального хозяйства (БИХ) ОМТС и возвращается технологу со сроками обеспечения и электронной подписью сотрудника БИХ. Таким образом, процесс проектирования технологической документации был окончательно переведен на электронные рельсы. Это хорошо иллюстрируется интенсивностью технологического workflowпредприятия — за один рабочий день в системе циркулирует свыше 1000 сообщений. На рис. 5 — результаты произвольной выборки за 6 февраля 2013 года (день работы над данной статьей), из которого видно, что количество сообщений далеко перевалило за 1000, и это при том, что на часах было 14:20, то есть рабочий день в разгаре.
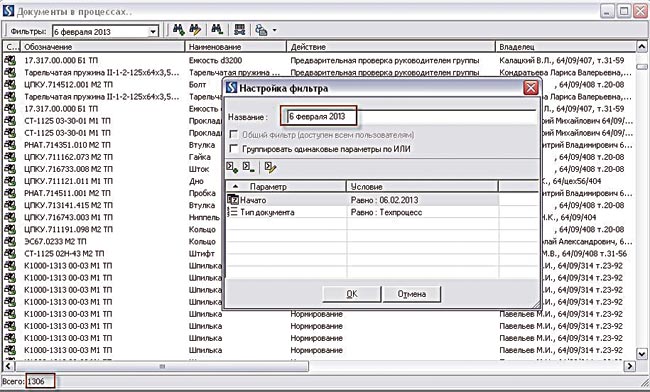
Рис. 5. Интенсивность технологического workflow-предприятия в системе Search
Внедрение схемы последовательнопараллельной работы, а также освоение электронного согласования и электронного заказа оснастки открыли следующие положительные стороны:
- сокращение времени разработки технологической документации за счет параллельного выполнения работ между технологами смежных подразделений и конструкторами СТО — сокращение времени проектирования составляет до 40%;
- отказ от бумажных документов на стадии проектирования технологических процессов до момента сдачи документации в архив;
- обеспечение актуализации электронных ТП, соответствующих бумажному КДТП в электронном архиве PDMсистемы Search;
- в процессе выполнения работ имеется возможность оперативного контроля за работой соисполнителей;
- возможность передачи данных из электронных техпроцессов в систему планирования и управления производством за счет наличия в PDMсистеме Search актуальных сквозных электронных ТП (рис. 6);
- автоматизированное формирование итоговой нормировочной ведомости по производственному заказу для получения итоговой трудоемкости.
Степень удовлетворенности ОКБМ в системах технологической подготовки производства разработки ОДО «ИНТЕРМЕХ» наглядно иллюстрируется сравнением количества используемых лицензий в 2007 и 2013 годах. Прирост более чем пятикратный, что весьма существенно для столь короткого временного отрезка, особенно, если учесть, что состав технологической службы фактически не претерпел количественных изменений (см. таблицу).
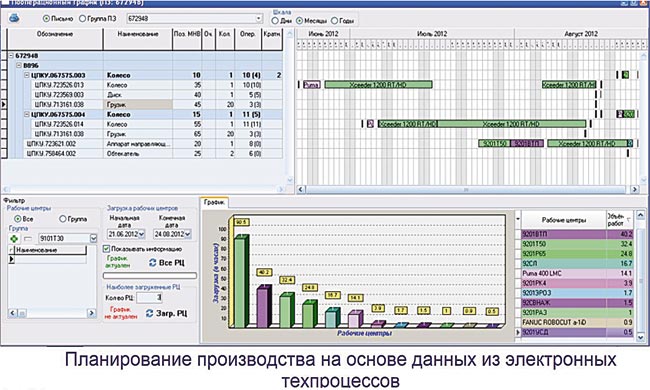
Рис. 6. Практическая реализация процесса планирования производства на основе данных из электронных техпроцессов
Практические результаты автоматизации технологической подготовки производства ОКБМ на базе функционала модуля проектирования ТП Techcard показали способность решения задач технологической подготовки не только традиционных серийных, но и мелкосерийных и даже единичных производств. Особое значение имеет возможность решения актуальной задачи по передаче данных технологической подготовки производства из PDMсистемы Search в систему планирования и управления производством (состав изделия, выгрузка необходимых данных из техпроцессов в привязке к позициям состава). Обеспечение параллельной работы специалистовтехнологов различных специальностей и конструкторов оснастки позволяет значительно сократить сроки ТПП, что в условиях рыночной экономики и конкуренции приобретает решающее значение для получения и выполнения заказов.

