
CAM-система PowerMILL 2014 — высокоэффективная производительная фрезерная обработка на станках с ЧПУ
Британская компания Delcam (www.delcam.com) анонсировала возможности 2014й версии CAMсистемы PowerMILL, официальный выход которой запланирован на сентябрь этого года.
PowerMILL 2014 предлагает функционал и стратегии обработки, позволяющие выполнять фрезерную обработку с беспрецедентно высокой скоростью и качеством. Применение высокоэффективных стратегий, поддерживающих высокоскоростную обработку, позволяет сократить время обработки на станке и продлить срок службы инструмента. Новый улучшенный функционал PowerMILL 2014, усовершенствованные траектории инструмента и расширенный анализ 3Dсимуляции обработки позволяют пользователю еще глубже контролировать этот процесс, а также повысить скорость и удобство разработки УП.
Новые функциональные возможности и улучшения PowerMILL 2014:
- высокоскоростная стратегия черновой обработки Vortex;
- поддержка новых видов инструмента;
- расширенный анализ 3Dсимуляции обработки;
- усовершенствованные параметры функции сверления;
- обновленная стратегия растровой обработки;
- новые возможности по заданию и редактированию кривых;
- функция смещения траекторий посредством кодов G54…G59.

Vortex — новейшая запатентованная компанией Delcam стратегия высокоскоростной черновой обработки, которая позволяет поддерживать оптимальный съем материала. Стратегия основана на поддержании постоянного предельно допустимого значения угла перекрытия, даже при обработке внутренних углов. Тем самым обеспечивается стабильный оптимальный режим высокопроизводительного резания на всех участках траектории инструмента.
Благодаря постоянному значению угла перекрытия, стратегия Vortex обеспечивает стабильную нагрузку на инструмент, что позволяет выполнять более глубокие проходы, чем традиционно используемые при операциях черновой обработки. Vortex позволяет получить максимальные преимущества от применения цельного твердосплавного инструмента, способного обеспечить глубокое фрезерование всей высотой рабочей части инструмента, и сократить время обработки до 60%. Технологию Vortex (рис. 1) можно использовать для двух и трехосевой черновой обработки, позиционной (3+2) выборки, а также для черновой доработки.
![]()
Революционная технология MachineDNA позволяет определить динамические характеристики конкретного станка и передать данные в стратегию Vortex для генерации высокоскоростных УП. Траектории автоматически оптимизируются с учетом возможностей конкретного станка, позволяя достичь максимально возможной производительности оборудования. Эта технология является уникальной и не имеет аналогов у других CAMсистем.
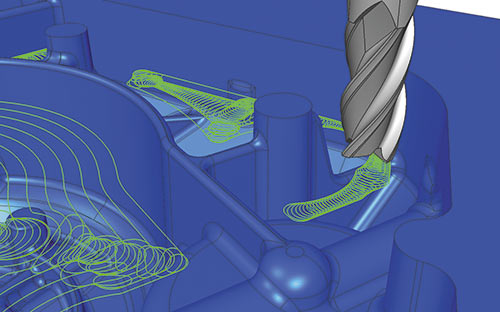
Рис. 1. Стратегия Vortex основана на поддержании в процессе обработки постоянного предельно допустимого значения угла перекрытия, что позволяет выполнять фрезерование на максимально реализуемых станком скоростях подачи
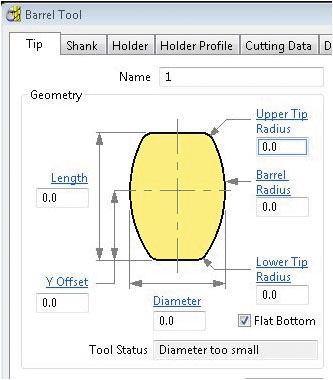
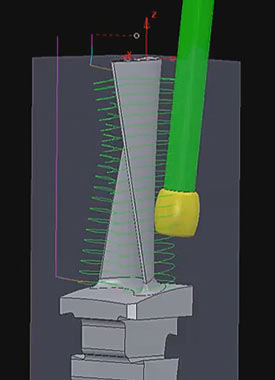
Рис. 2. Фасонные фрезы бочкообразной формы позволяют значительно повысить производительность обработки выпуклых поверхностей
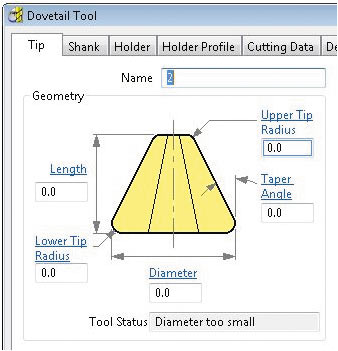
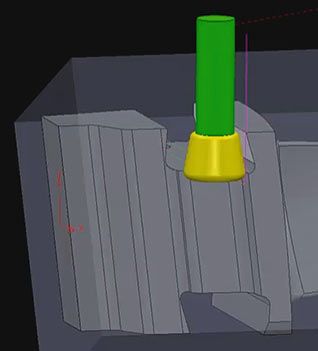
Рис. 3. Инструменты типа «ласточкин хвост» позволяют эффективно обрабатывать элементы с поднутрениями
Новые и улучшенные функции обработки
В PowerMILL 2014 добавлена поддержка нескольких новых видов инструмента. Теперь поддерживаются фасонные фрезы бочкообразной формы (рис. 2), которые применяются обычно при обработке лопаток. Их геометрия позволяет добиться меньшей высоты гребешка при относительно большом шаге между проходами. Также поддерживаются инструменты типа «ласточкин хвост» (рис. 3), позволяющие изготавливать пазы трапециевидной формы и другие элементы с поднутрениями, которые крайне сложно изготовить при помощи обычных цилиндрических и сферических фрез.
Расширенный анализ 3Dсимуляции обработки
В PowerMILL 2014 был добавлен новый плагин, позволяющий более скрупулезно исследовать работу осей станка. Этот плагин дает возможность в виде графиков анализировать изменения положения линейных и поворотных осей станка (рис. 4), что особенно полезно при программировании пятиосевой обработки. Графики позволяют выявить в траектории движения инструмента нежелательные моменты, приводящие к резким поворотам одной из осей станка, что может возникать изза неоптимального расположения детали. Изменение положения детали (с последующим анализом кинематики) помогает предотвратить возникновение нежелательных резких перемещений осей станка, что повышает качество обработанной поверхности.
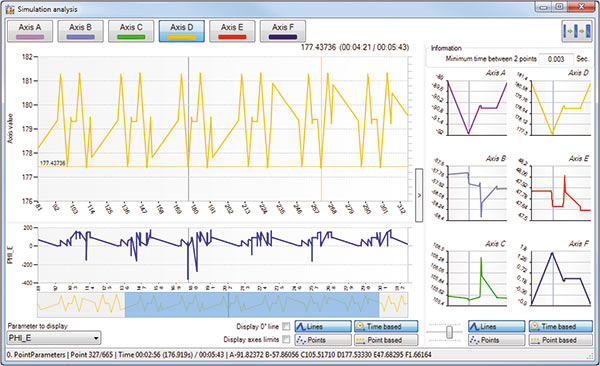
Рис. 4. Расширенный анализ 3D-симуляции обработки при помощи графиков позволяет выбрать рациональное расположение обрабатываемой детали относительно осей станка
Усовершенствованные параметры функции сверления
PowerMILL 2014 содержит целый ряд улучшений в параметрах функции сверления. Теперь каждый цикл сверления может быть задан индивидуальной стратегией. Стало возможно резьбофрезерование наружных и конических резьб. Новая возможность нарезания наружной резьбы предоставляет несколько параметров для оптимизации стратегии. Для предотвращения поломки сверла при сверлении сквозь пустоты (отверстия) в PowerMILL 2014 добавлена возможность снижения скорости подачи и вращения шпинделя в местах пересечения отверстий. CAMсистема может автоматически находить в детали пересекающиеся отверстия, а затем уменьшать скорость подачи и вращения сверла при прохождении пересечений.
Обновленная стратегия растровой обработки
В PowerMILL 2014 улучшен алгоритм генерации растровой стратегии обработки, позволяющий избежать фрагментированных траекторий и наложений (рис. 5). В предыдущих версиях в растровой стратегии иногда возникали небольшие изолированные сегменты траектории, которые могли оставлять ненужные отметки на обработанной поверхности. Отсутствие лишних налагающихся друг на друга сегментов также приводит к сокращению времени обработки на станке за счет исключения избыточной обработки и сокращения количества переходов инструмента.
Рис. 5. Новый алгоритм генерации растровой стратегии обработки в PowerMILL 2014 не содержит фрагментированных траекторий и наложений
Новые возможности по заданию и редактированию кривых
В новой версии PowerMILL был значительно доработан и улучшен редактор кривых. Теперь можно вставлять и редактировать скругления на контуре, а также изменять касательные вектора в точках кривой Безье, что позволяет осуществлять более точное редактирование. Кроме того, теперь можно перераспределять точки или изменять количество точек на кривой.
Функция смещения траекторий посредством кодов G54…G59
При расчете управляющей программы теперь можно использовать функцию смещения отдельных учатков траекторий посредством кодов G54…G59. В PowerMILL 2014 нет необходимости физически перемещать копию траектории, симуляция обработки будет выполняться по смещенному оригиналу. Это снижает вероятность появления ошибок и позволяет быстрее разработать управляющую программу для обработки многоместных прессформ, так как технологупрограммисту не придется вручную редактировать код УП для задания нескольких однотипных смещений.

