
Опыт использования CAD/CAM-систем компании Delcam в ФГУП «Крыловский государственный научный центр»
Корабелы с древнейших времен придавали огромное значение мореходным качествам своих судов. С появлением металлических судов требования к ходкости, мореходности, управляемости и топливной экономичности кораблей с каждым годом повышались. С момента постройки первого в мире опытового бассейна и до настоящего времени наиболее точным методом прогнозирования ходовых и мореходных качеств проектируемых судов являются испытания масштабных моделей, проводимые с соблюдением критериев подобия.
Первый в мире опытовый бассейн (гидроканал длиной 85 м) был построен в 1872 году в г.Торквей (Англия). И уже в 1890 году Морской технический комитет царской России одобрил эскизный проект опытового бассейна, причем основное оборудование и приборы для него были заказаны у тех же английских фирм, которые оснащали опытовый бассейн в Торквее.


Модели корпусов судов изготавливаются на двух портальных пятиосевых станках
Первый российский опытовый бассейн (длиной 122 м) был построен в 1892 году в Адмиралтейском районе СанктПетербурга на острове Новая Голландия. В его создании принимали активное участие Д.И. Менделеев (ему принадлежала идея постройки), адмирал С.О. Макаров и капитан (будущий академик) А.Н. Крылов. Опытовый бассейн Морского ведомства был призван «…определять посредством испытаний моделей кораблей мощность двигателей, потребную для достижения ими заданной скорости, и выявлять такую форму их корпусов, при которой эта мощность окажется наименьшей». Уже в 1893 году в опытовом бассейне была отлита и испытана первая парафиновая модель броненосного крейсера «Герцог Эдинбургский» и начаты проверочные испытания моделей броненосца типа «Полтава» и крейсера типа «Россия». Датой официального открытия опытового бассейна считается март 1894 года, когда бассейн посетил император Александр III с семьей. С тех пор и ведется история Крыловского центра.

Глубоководный буксировочный бассейн ФГУП «Крыловский государственный научный центр» является одним из самых больших в мире
В январе 1900 года «исполняющим должность заведующего бассейном» был назначен капитан А.Н. Крылов. Именно он выдвинул идею создания научноисследовательского учреждения, в состав которого должны входить опытовый бассейн, испытательная и физикохимическая лаборатории для исследования судостроительных материалов, а также механическая и электротехническая лаборатории. В настоящее время ФГУП «Крыловский государственный научный центр» (известный ранее также как ЦНИИ имени академика А.Н. Крылова), занимающий площадь более 100 га и состоящий из более чем ста зданий, является ведущим научным центром кораблестроения и морской техники России, в котором работает свыше 3 тыс. сотрудников. ФГУП «Крыловский государственный научный центр» является членом наиболее авторитетных международных организаций в области судостроения (ITTC, ISSC, IMO, IINCE) и активно сотрудничает с зарубежными судостроительными предприятиями. В марте 2014 года Крыловский ГНЦ отметит свой 120летний юбилей.

Процесс изготовления заготовки модели корпуса, обводы которой будут впоследствии обработаны на станках с ЧПУ
ФГУП «Крыловский государственный научный центр» имеет уникальную экспериментальную базу, позволяющую решать практически все задачи, связанные с обеспечением проектирования кораблей, судов и других объектов морской техники. В зависимости от размера судна и вида гидродинамических испытаний для проведения модельных экспериментов изготавливается одна или несколько моделей корпуса в разных масштабах. Масштаб изготавливаемых моделей выбирается таким образом, чтобы их размеры оптимально соответствовали возможностям опытовых бассейнов и экспериментальных установок.
При проектировании судна для определения ходкости помимо модели корпуса необходимо изготовить и испытать модель гребного винта. Важно отметить, что до недавнего времени изготовление моделей судов и гребных винтов представляло собой исключительно сложный и трудоемкий производственный процесс, требующий большого количества высококвалифицированного ручного труда модельщиков высшего разряда.


Изготовленные на пятиосевых станках с ЧПУ модели корпусов судов
В последние десятилетия повышение требований к качеству проектирования морской техники привело к необходимости повышения точности и снижения сроков изготовления моделей, предназначенных для гидродинамических испытаний. Для решения этой задачи ФГУП «Крыловский государственный научный центр» приобрел в 1987 году первый пятиосевой фрезерный станок с ЧПУ итальянской фирмы Mandelli, который зарубежный поставщик укомплектовал CAMсистемой DUCT (разработка английской компании Delcam, www.delcam.ru). Следует отметить, что для основанной в 1977 году компании Delcam это была одна из первых продаж ее программного обеспечения на территории стран бывшего СССР. Тяжелая экономическая ситуация в начале 1990х годов на некоторое время затормозила процесс внедрения CAD/CAMсистем в производство моделей судов и гребных винтов. В 1998 году после приобретения CAD/CAMсистемы DUCT 5 началось реальное освоение САПР, что положило начало модернизации процесса изготовления моделей гребных винтов. Созданное в 1992 году в СанктПетербурге первое в России региональное представительство Delcam — компания «ДЕЛКАМСПб» — взяло на себя все обязательства по технической поддержке и сопровождению CAD/CAMсистем.


До появления пятиосевых станков с ЧПУ модели гребных винтов изготавливались вручную
с использованием специальных копировально-фрезерных станков
В 2006 году в связи с покупкой нового пятиосевого фрезерного станка с ЧПУ, предназначенного для изготовления из дерева и пенопласта моделей судов размером до 13000Ѕ3000Ѕ1700 мм, предприятием были приобретены новые рабочие места с CADсистемой PowerSHAPE и CAMсистемой PowerMILL, а также произведено обновление морально устаревшего к тому времени программного комплекса DUCT компании Delcam на винтовом участке. За долгие годы тесного сотрудничества разрабатываемое Delcam программное обеспечение семейства Power Solution стало неотъемлемой составной частью производственного процесса в отделах по изготовлению моделей судов и моделей гребных винтов ФГУП «Крыловский государственный научный центр».
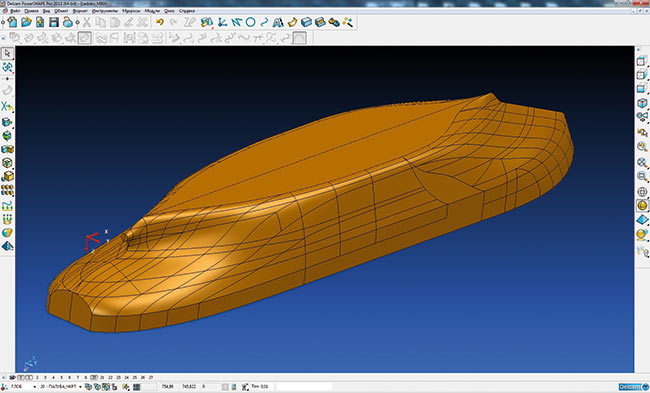
3D-модель корпуса судна, построенная в CAD-системе PowerSHAPE
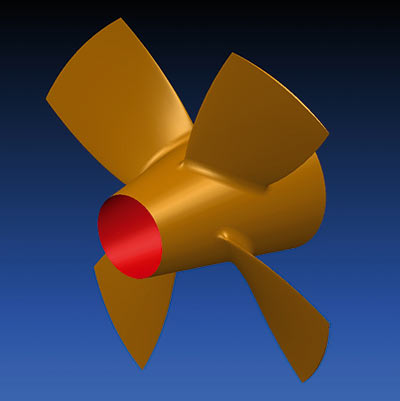
3D-модель гребного винта, построенная в CAD-системе PowerSHAPE
Базовые курсы обучения работе в программном обеспечении Delcam для сотрудников ФГУП «Крыловский государственный научный центр» по мере приобретения дополнительных рабочих мест и перехода на новые версии проводила компания «ДЕЛКАМСПб». На начальный этап обучения (с учетом специфики производства на конкретных рабочих местах) требовалось от двух до четырех недель, так как в 1990-х годах у большинства пользователей, как правило, не было никакого предшествующего опыта работы с CAD/CAMсистемами. По мнению самих конструкторовтехнологов, на профессиональное освоение новых методов работы им потребовалось от шести месяцев до года.
По состоянию на август 2013 года с CAD/CAMсистемами Delcam в Крыловском ГНЦ постоянно работает порядка десяти человек в возрасте от 25 до 55 лет. Они занимаются подготовкой математических моделей гребных винтов, корпусов судов, крыльевых систем, разработкой управляющих программ для станков с ЧПУ и обработкой изделий на станках.
Для работы с компьютерными моделями корпусов и гребных винтов используется система гибридного 3Dмоделирования PowerSHAPE. Как правило, конструкторытехнологи получают от заказчика в качестве исходных данных 3Dмодель внешних обводов корпуса судна в нейтральном формате IGES (реже в Parasolid, Rhino, AutoCAD и других форматах). Технологическая проработка математической модели заключается в доработке 3Dмодели, создании дополнительных вспомогательных конструктивнотехнологических элементов и оснастки, подборе необходимого инструмента, прогнозировании сроков, оценке трудозатрат и себестоимости производства.
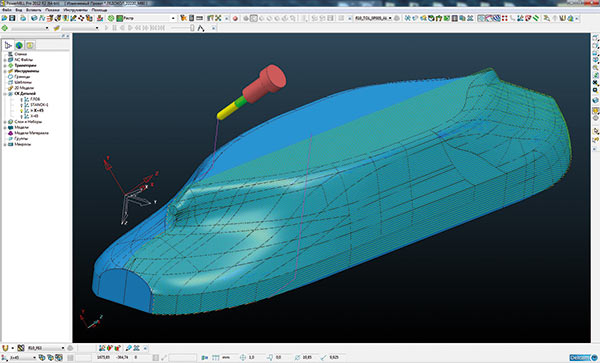
Разработка в CAM-системе PowerMILL управляющих
для обработки модели корпуса судна
Особенностью подготовки производства моделей гребных винтов является то, что на винтовой участок передается не готовая математическая 3Dмодель поверхности винта, а исходные данные в виде коэффициентов аппроксимации согласно действующему в российском судостроении ОСТу «Математическое представление поверхности лопастей гребных винтов». Для автоматизации построения компьютерных моделей винтов был разработан макрос для PowerSHAPE, который на основе табличных исходных данных строит заданный набор теоретических профилей для создания поверхности лопасти гребного винта. Благодаря этому макросу на создание 3Dмодели гребного винта, пригодной для производства на станке с ЧПУ, уходит менее двух часов.
Все 3Dмодели хранятся в формате данных CADсистемы PowerSHAPE. По мнению специалистов Крыловского ГНЦ, основными достоинствами PowerSHAPE являются скорость построения геометрически сложных элементов и возможность контроля отдельных геометрических параметров.
Для разработки пятиосевых управляющих программ для фрезерной обработки моделей используется CAMсистема PowerMILL (www.powermill.com) — преемница широко известной программы DUCT, работавшей на графических станциях под управлением операционной системы Unix. На разработку в PowerMILL одной управляющей программы в зависимости от сложности модели и вида обработки уходит от 10 минут до четырех часов.
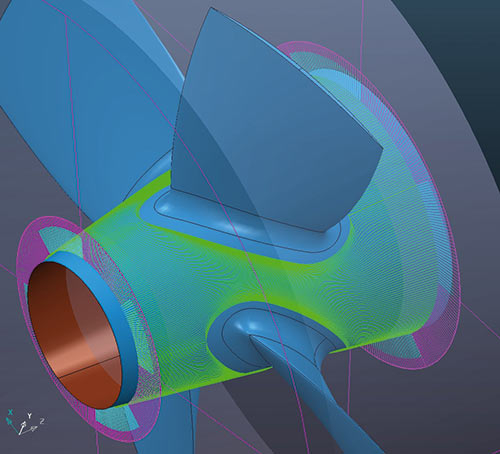
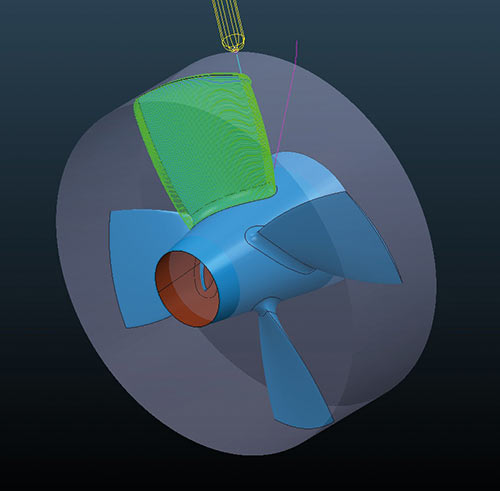
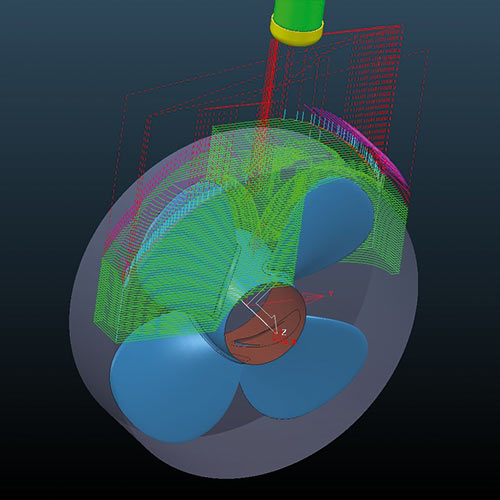
Разработка в CAM-системе PowerMILL управляющих программ для обработки модели гребного винта
Многолетний опыт работы показал, что наиболее сильные стороны PowerMILL — гибкость и универсальность в применении. Пользователи особенно высоко оценили имеющиеся в арсенале PowerMILL различные типы выборки при черновой обработке, стратегии чистовой растровой обработки и доработки углов, а также возможность задания вспомогательных управляющих поверхностей и кривых.
Помимо PowerSHAPE и PowerMILL для комплексной токарнофрезерной обработки в Крыловском ГНЦ используется высокоавтоматизированная CAMсистема FeatureCAM, а также CAD/CAMсистема ArtCAM Pro, которая применяется для оптимального раскроя заготовок и изготовления моделей рельефа морского дна (использующихся при испытаниях моделей буровых платформ).
Контроль точности изготовленных гребных винтов осуществляется на стационарной портальной КИМ в специально оборудованной для этого метрологической лаборатории. Для сравнения данных фактических замеров с теоретически заданной 3Dмоделью гребного винта КИМ укомплектована еще одной разработкой Delcam — CAIсистемой PowerINSPECT.
За последние несколько лет станочный парк модельного производства Крыловского ГНЦ пополнился современным высокопроизводительным оборудованием. Были приобретены пятиосевой токарнофрезерный станок с ЧПУ (для изготовления моделей винтов), пятиосевой фрезерный станок (для изготовления моделей судов), трех и пятиосевые фрезерные станки (для изготовления выступающих частей для моделей судов), а также токарный станок с ЧПУ (для изготовления направляющих насадок и вспомогательной оснастки).
Специфика изготовления моделей в условиях научного центра предполагает сугубо штучный характер производства, поэтому все приобретенное оборудование было оснащено рабочими местами Delcam. В настоящее время ФГУП «Крыловский государственный научный центр» является самым крупным пользователем программного обеспечения Delcam в судостроительной отрасли России — в нем эксплуатируется 15 рабочих мест.
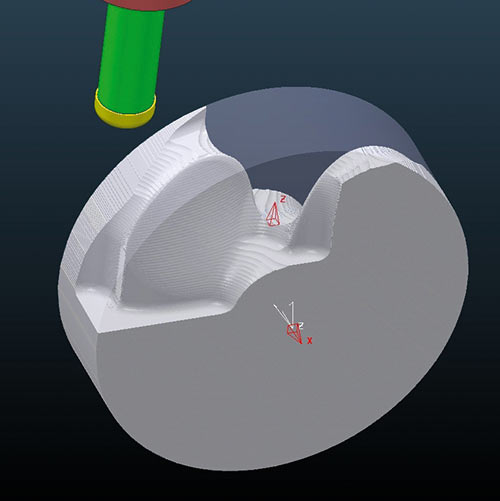
Черновая выборка в CAM-системе PowerMILL
При выполнении производственных задач большая часть возникших ограничений обусловлена возможностями имеющихся в наличии станков с ЧПУ, а не недостатками используемых CAMсистем. Все производственные проблемы, так или иначе связанные с функционалом CAMсистем, оперативно решаются при поддержке компании «ДЕЛКАМСПб» в рабочем порядке. Как показала практика, наиболее сложные вопросы у пользователей PowerMILL возникали в процессе написания и отладки постпроцессоров для пятиосевой обработки. В связи с тем что все возможности применяемых пятиосевых станков сложно предусмотреть заранее, совершенствование и тонкая настройка постпроцессоров происходят по сей день, по мере того как у технологов возникает потребность и желание использовать дополнительные возможности стоек ЧПУ и новые методы обработки.

Контроль точности изготовления модели гребного винта на стационарной КИМ
По приблизительным оценкам сотрудников ФГУП «Крыловский государственный научный центр» освоение пятиосевой обработки на станках с ЧПУ и применение для разработки управляющих программ CAMсистем Delcam позволило сократить сроки изготовления гребных винтов более чем в 3 раза, а моделей корпусов судов в 34 раза! Экспериментальное штучное производство моделей корпусов и гребных винтов позволило наилучшим образом раскрыть все преимущества непрерывной и позиционной (3+2) пятиосевой обработки, благодаря которой изделия сложной формы обрабатываются на станках с ЧПУ сразу с пяти сторон за один установ. Это исключает необходимость создания уникального комплекта вспомогательной крепежной и измерительной оснастки, а также предотвращает появление погрешностей при повторном базировании детали на станке.
В настоящее время сотрудничество ФГУП «Крыловский государственный научный центр» и компании Delcam активно продолжается: производится регулярное обновление версий программного обеспечения и внедряются новые перспективные технологии производства. Например, возможность использования в PowerMILL 2014 бочкообразных фрез позволяет значительно повысить производительность обработки лопастей гребных винтов. Кроме того, сотрудники центра приступили к освоению технологий адаптивной механообработки и виртуального базирования, которые реализуются при помощи устанавливаемых на станок с ЧПУ прецизионных контактных измерительных систем. Это позволит повысить точность обработки и облегчить базирование на станках с ЧПУ крупногабаритных заготовок моделей корпусов.

