
Проверка на технологичность. Об опыте применения 1С:PDM в ОГТ НПО «Наука»
Человек постепенно покоряет околоземное пространство, космонавты могут работать на орбитальной станции целый год. Мы летаем на самолетах с континента на континент, не удивляясь, что в самолете чистый воздух нормальной температуры и давления. Все это воспринимается как само собой разумеющееся.
Однако за этим стоит огромный труд ученых, инженеров, технологов, рабочих и других специалистов. Уже много лет работает в области жизнеобеспечения летательных аппаратов коллектив московского НПО «Наука».
Наше предприятие ведет свою историю с конца XIX века, от завода «Дукс», участвовавшего в создании первых российских самолетов (об истории здесь и далее — информация с официального сайта http://nponauka.ru/). Завод после национализации активно трудился над разработкой различных теплообменных агрегатов для авиации. С конца 50х годов XX века начались работы над созданием систем кондиционирования воздуха и систем автоматического регулирования давления для нового поколения самолетов и вертолетов. Эти системы успешно эксплуатируются на Ту134, Ту154,
Ил62, Ил86, Ил76, Ан22, Ан124, Ан225 , Ан70, Ан148 и многих других. В последние годы созданы системы для Ту204, Ту334, Ил96, Ил114, Ан140, в них использованы новые технические решения.
Тематика предприятия еще больше расширилась с развитием ракетной и, в особенности, космической техники. Гордостью предприятия является то, что для первого полета человека в космическое пространство на корабле «Восток» впервые в мире был создан комплекс систем, обеспечивающих жизнедеятельность и нормальные условия для работы космонавта. Принцип действия этого комплекса был заложен в аналогичные системы и агрегаты, разработанные для последующих космических объектов — «Восход», «Союз», «Салют», «Прогресс», «Мир», «Алмаз», «Луна», «Марс», «Венера», а для МКС — грузовой и служебный модули.
Понятно, что с повышением сложности изделий и их разнообразия возрастают требования к конструкторскотехнологической подготовке производства. Как обычно, сначала к компьютерному проектированию и моделированию обратились инженерырасчетчики и конструкторы. Сегодня 3Dпроектирование ведется с применением CAD/CAM/CAEсисетмы NX6, а разработка программноаппаратных средств моделирования функциональных процессов в составе испытательных стендов — с использованием специализированного программного продукта Matlab & Simulink.
У нас очень обширная номенклатура изделий — порядка 2 тыс. наименований. Изделия изготавливаются на 48 серийных заводах, общее количество изделий разработки «Науки» и находящихся в эксплуатации превышает 250 тыс. единиц. В процессе производства используются все виды технологических процессов — литье, ковка, объемная и листовая штамповка, термообработка, несколько видов сварки, механическая обработка на станках с ЧПУ и универсальная, гальваника, окраска, изготовление резинотехнических изделий и др. В технологической подготовке занято порядка 50 человек.
Для такого объема данных требуется внедрение автоматизированных систем управления. Причем желательно, чтобы точек ввода информации было как можно меньше, а данные были бы общими в различных системах. Мы долго выбирали САПР для проектирования технологии, смотрели почти все представленные на рынке системы. Нам было важно связать работу технологической службы со снабжением, планированием, экономистами, которые давно уже работают в 1C:УПП. Поэтому естественным решением стал выбор 1С:PDM компании «Аппиус».
Конечно, поначалу отношение к системе было настороженное — к сожалению, мы уже имели неудачный опыт внедрения аналогичных систем. Однако по мере общения с поставщиком решения ситуация стала меняться в лучшую сторону. На базе примеров нашего предприятия компания «Аппиус» провела обучение сотрудников и администраторов системы, причем стоит отметить высокое качество и гибкость графика при планировании обучения.
С самого начала внедрения стояли такие задачи:
- сохранение технологических данных (то есть создание их архива для быстрого поиска);
- перенос производства на новую технологическую площадку с минимальными потерями по времени;
- сокращение сроков расчета стоимости заказов.
Мы разбили внедрение на этапы:
- сначала на основе реального изделия мы провели пилотный проект;
- затем осуществили внедрение в ОГТ (обучение и начало работы);
- после этого занимались отработкой передачи данных в 1С:УПП;
- и, наконец, провели внедрение в цехах.
Нужно сказать, что внедрение PDMсистемы подтолкнуло нас к решению выверить и актуализировать справочные данные, хранящиеся в номенклатуре «1С». Здесь уже накопилось много неструктурированной информации по инструменту, материалам, оборудованию, подразделениям и т.п. Часть данных (по изготавливаемым деталям, по подразделениям и др.) мы так и оставили в номенклатурных справочниках 1С:УПП, серьезно поработав над их структуризацией и классификацией. Для хранения технологической информации, а также программ для станков с ЧПУ мы используем непосредственно справочники 1С:PDM.
В процессе внедрения «команда» со стороны «Науки» выполняла работы по наполнению справочников, разработке ТЗ на отчеты и обмен данными, разработку пошаговых инструкций и ввод техпроцессов. «Команда» Аппиуса проводила обучение, разрабатывала эти отчеты и делала небольшие доработки форм уже имеющихся в системе отчетов под наши требования.
В настоящий момент в системе работают технологи ОГТ, бюро программистов для станков с ЧПУ, группа нормирования материалов, частично — технологи цехов, бюро трудового нормирования. Для этого мы применяем дополнительные модули 1С:PDM — Редактор маршрутов, Систему трудового нормирования, Систему нормирования материалов и частично — Модуль расцеховки. Последний сегодня пока используется как место выходного контроля при передаче данных в 1С:УПП. Совместно с «расцеховкой» используется ERPкомпонент с расчетом нормативной себестоимости.
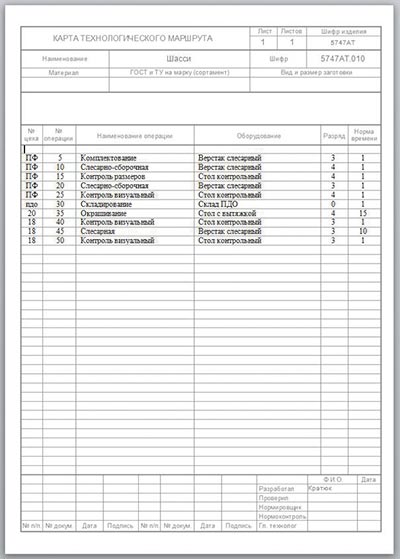
Рис. 1

Рис. 2
На рис. 1 показана карта технологического маршрута на одно из наших изделий. На рис. 2 приведен пример формы для работы с технологическим маршрутом в системе.
Конечно, проблемы существуют, и сегодня они носят скорее не технический, а организационный характер. Ведь в сферу управления вовлечены самые разные подразделения и люди. Взаимопонимание и понимание необходимости точного современного управления данными приходят не сразу. Наш опыт общения с другими предприятиями, внедряющими аналогичные системы, показывает, что очень важной является поддержка руководства компании, осознание того, что в успешном результате заинтересованы не только сами «внедренцы», но и руководители. Мы видим, что руководство компании постоянно держит «руку на пульсе» и оказывает нам серьезную поддержку.
Есть и нерешенные пока вопросы, особенно — взаимодействие с конструкторскими подразделениями. Они работают в трехмерных САПР, предпринимают усилия по внедрению своей PDMсистемы, но все же передают нам документацию в бумажных чертежах и спецификациях. И здесь тоже кроется немалый резерв ускорения процессов конструкторскотехнологической подготовки.
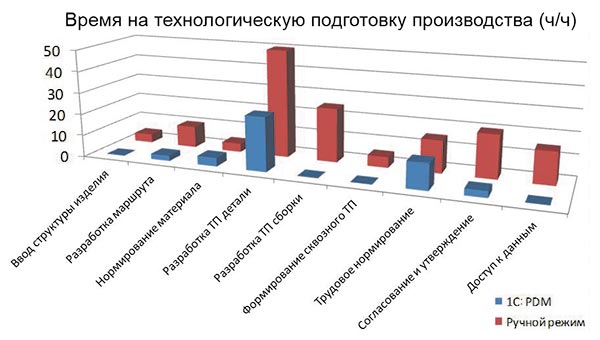
Рис. 3
В ходе внедрения системы на первом этапе появлялись дублирующие процессы, но впоследствии схема взаимодействия упрощалась. Поскольку мы переносим основное производство на площадку во Владимирской области, то исключительно важным стало создание электронного технологического архива, и новые цеха уже начали применять разработанную нами технологическую документацию. Доступ к ней также осуществляется в среде 1С:PDM в терминальном режиме через единую сеть. И в дальнейшем взаимодействие будет выстраиваться по такой схеме: на московской площадке выполняются основные конструкторскотехнологические работы, а затем документация попадает в филиалы и там дорабатывается под специфическое оборудование конкретных цехов и участков.
Несмотря на то что внедрение системы заняло у нас примерно год, уже можно сказать, что мы чувствуем серьезные положительные сдвиги. Самую большую экономию мы получаем, конечно же, на поиске данных. На рис. 3 приведена диаграмма трудоемкости различных этапов технологической подготовки производства в ручном режиме и в режиме применения 1С:PDM. Видно, что практически везде выигрыш во времени очень существенный, также исключается ручной повторный ввод данных, то есть снижается влияние так называемого человеческого фактора.
Используя 1С:PDM, мы теперь не только полностью обеспечиваем технологическую проработку наших изделий, но и предлагаем свои услуги по разработке технологии и изготовлению изделий для сторонних заказчиков.
Это, конечно, банально, но всетаки хочется вспомнить известные афоризмы: «Дорогу осилит идущий» и «Дорога в тысячу ли начинается с первого шага».

