
CAM-система PowerMILL 2015 от компании Delcam. Возможности новой версии
На предстоящей выставке IMTS 2014, которая пройдет в г.Чикаго (США) с 8 по 13 сентября, компания Delcam представит новую, 2015-ю версию своей флагманской CAM-системы PowerMILL, предназначенную для программирования сложных видов многоосевой и высокопроизводительной механообработки на станках с ЧПУ. В этой версии усовершенствована новейшая высокоэффективная стратегия черновой обработки Vortex, улучшены алгоритмы предотвращения столкновений, а также повышена эффективность чистовой стратегии растровой обработки.
Запатентованная компанией Delcam стратегия Vortex предназначена для высокопроизводительной черновой выборки материала при помощи цельных твердосплавных фрез, позволяющих осуществлять фрезерование всей высотой режущей кромки (обычно до двухтрех диаметров фрезы). Стратегия Vortex является эволюционным развитием высокопроизводительной стратегии трохоидальной обработки и основана на поддержании постоянного предельно допустимого угла перекрытия между инструментом и материалом обрабатываемой детали, поэтому она наиболее эффективна при обработке элементов с внутренними углами. Поддержание постоянного оптимального значения угла перекрытия позволяет обеспечить стабильные условия резания на всех участках траектории, благодаря чему достигается заявленный производителем срок службы инструмента. В результате стратегия Vortex дает возможность использовать максимально высокие режимы резания, за счет чего удается реализовать крайне высокую производительность обработки. По сравнению с традиционными стратегиями обработки, Vortex обеспечивает сокращение времени обработки на станке
в среднем на 4060% (в зависимости от формы детали, характеристик станка, инструмента и т.д.). В некоторых случаях пользователями PowerMILL было зафиксировано сокращение времени обработки на станке на 7080%!
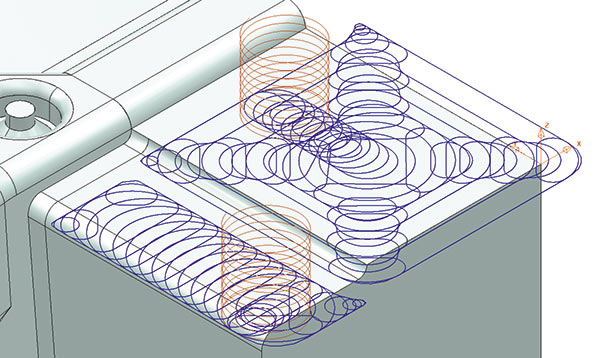
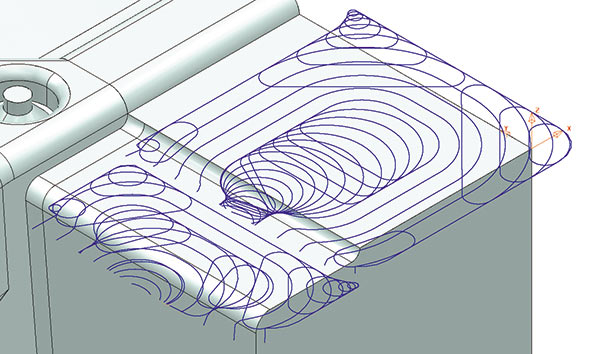
Создатели Vortex рассчитывали, что эта стратегия будет наиболее востребована при обработке деталей с большим количеством карманов. Поэтому изначально Vortex была нацелена на обработку закрытых карманов по принципу «от центра к стенкам». Такая последовательность обработки подразумевает первоначальное спиральное врезание фрезы в центре кармана с последующим расфрезеровыванием в направлении к стенкам (рис. 1а). Как показала практика, при обработке открытых карманов применение принципа «от центра к стенкам» оказывается во многих случаях нерациональным, поэтому разработчики добавили в Vortex возможность задания традиционной последовательности обработки по принципу «начиная с открытого края» (рис. 1б), что позволяет избежать необходимости спирального врезания.
 a
a
 b
b
Рис. 1. Ранняя версия стратегии Vortex выполняла обработку по принципу «от центра к стенкам» (а). В PowerMILL 2015
в Vortex был добавлен алгоритм обработки «начиная от открытого края» (б)
Стратегия Vortex основана на многократных циклически повторяющихся перемещениях инструмента по замкнутым «круговым» траекториям, что подразумевает съем заданного производителем инструмента оптимального слоя материала на максимально допустимых скоростях подачи. Каждая отдельно взятая «круговая» петля траектории Vortex содержит в себе определенный участок пути инструмента, при котором происходит «резание воздуха». Поэтому разработчики решили добавить в стратегию Vortex возможность увеличения скорости подачи станка на таких участках (рис. 2). По умолчанию скорость подачи предлагается увеличить в два раза, но пользователь может сам задать оптимальное значение в зависимости от возможностей станка. Такие кратковременные ускорения инструмента позволяют сократить время обработки приблизительно на 20% по сравнению с первоначальной версией Vortex. На практике выигрыш по времени будет сильно зависеть от характеристик конкретного станка, формы детали и заготовки. Для удобства пользователя CAMсистема окрашивает траекторию инструмента в различные цвета в зависимости от значения подачи.
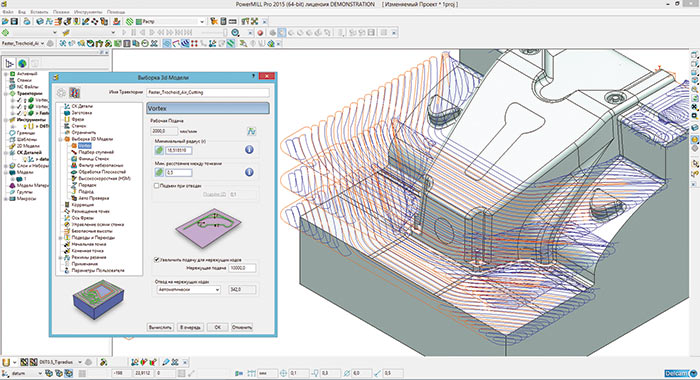
Рис. 2. В усовершенствованную стратегию Vortex добавлена возможность увеличения скорости подачи на «нережущих» участках траектории
Для сокращения времени обработки в усовершенствованную стратегию Vortex была добавлена возможность управления поведением инструмента в процессе перемещения по «нережущему» участку петли. Теперь можно выполнять переходы в виде петли или с подъемом на безопасную высоту. Переход с подъемом осуществляется только на относительно длинных «нережущих» участках, длина которых задается пользователем или вычисляется автоматически.
У пользователей 2014й версии PowerMILL иногда возникает ситуация, при которой в процессе черновой выборки материала CAMсистема для соблюдения заданного направления резания выполняет большое количество подъемов инструмента, что полезно при обработке твердых материалов, но необязательно для относительно мягких (модельных) материалов (рис. 3а). В 2015й версии алгоритм черновой выборки был улучшен с целью сокращения количества переходов инструмента до минимума (рис. 3б), благодаря чему существенно сокращается время обработки на станке.
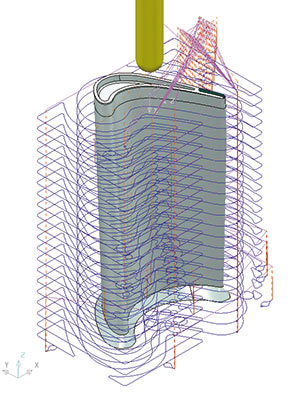
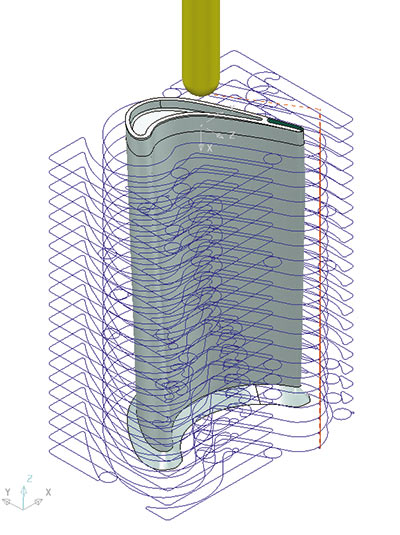
Рис. 3. Переходы инструмента в более ранних версиях PowerMILL (а); переходы инструмента в версии PowerMILL 2015 (б)
Пользователи, использующие PowerMILL для программирования позиционной (3+2) или непрерывной пятиосевой обработки, высоко оценят усовершенствования в модуле проверки столкновений. Если раньше PowerMILL мог указать лишь непосредственно на столкновения различных элементов (для этого использовалось окрашивание элементов в красный цвет), то в 2015й версии пользователь может указать значение безопасного зазора, при достижении которого сближающиеся элементы окрашиваются в желтый цвет,
а минимальное значение просвета между элементами отображается в специальном диалоговом окне (рис. 4). В этом же диалоговом окне программа в виде таблицы указывает координаты потенциально проблемных участков, что упрощает пользователю последующий анализ и редактирование траектории.
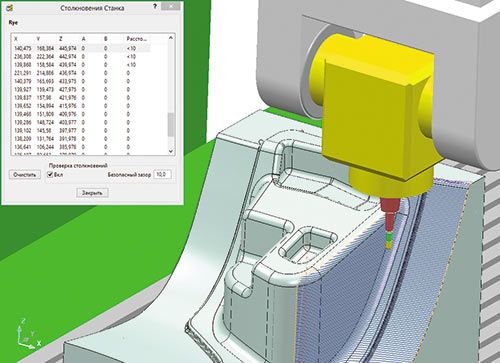
Рис. 4. В PowerMILL 2015 пользователь может указать значение безопасного зазора, при достижении которого сближающиеся элементы окрашиваются в желтый цвет
Еще одно усовершенствование PowerMILL 2015 в области непрерывной пятиосевой обработки высоко оценят владельцы многоосевых фрезерных станков (рис. 5). В предыдущих версиях PowerMILL расчет траектории движения инструмента выполнялся без учета кинематики конкретного станка. Это могло привести к тому, что при приближении оси инструмента к вертикальной оси поворотного стола могли возникать нежелательные изменения угла азимута (резкие повороты стола на 180°). Это не только снижало производительность обработки, но и могло привести к появлению на обработанной поверхности нежелательных следов от инструмента. В новой версии CAMсистемы пользователь может указать программе, что станок имеет, например, наклонноповоротный стол. В этом случае PowerMILL 2015 автоматически перераспределит точки на траектории инструмента таким образом, чтобы избежать резких изменений ориентации поворотного стола.
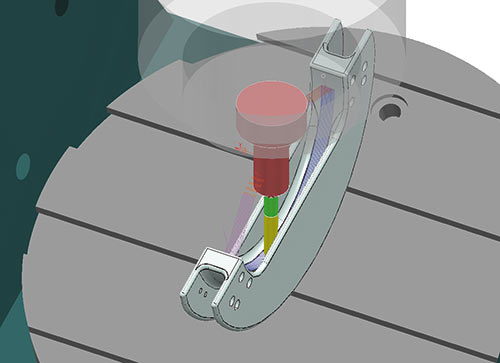
Рис. 5. PowerMILL 2015 позволяет избежать резких (на 180°) изменений угла азимута поворотного стола
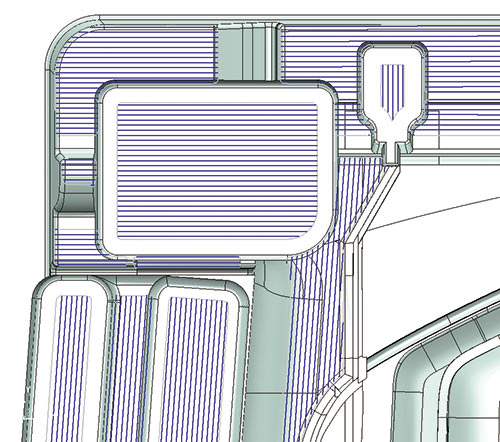
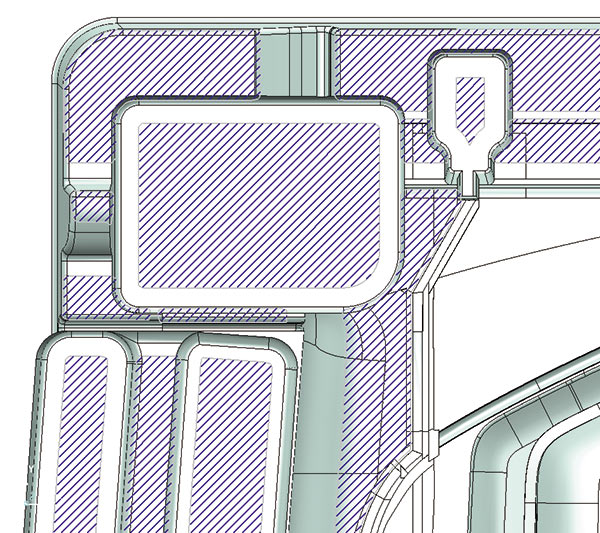
Рис. 6. CAM-система PowerMILL 2015 способна автоматически назначать рациональный угол направления растра для каждого обрабатываемого элемента детали (а). В более ранних версиях CAM-системы по умолчанию направление растра одинаково для всех элементов (б)
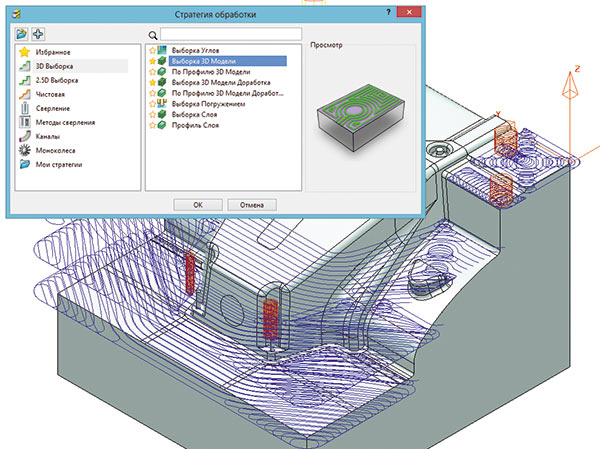
Рис. 7. Улучшенное меню выбора стратегии обработки в PowerMILL 2015
В PowerMILL 2015 был также усовершенствован алгоритм генерации чистовой стратегии растровой обработки. Теперь CAMсистема способна сама автоматически назначать рациональный угол направления растра для каждого обрабатываемого элемента детали (рис. 6а). Эта функция будет наиболее полезна при чистовой растровой обработке детали с большим количеством карманов различной ориентации. В более ранних версиях (рис. 6б) пользователь должен был вручную задать желаемое направление растра для каждого обрабатываемого участка. Аналогичный функционал программы хорошо зарекомендовал себя ранее в стратегии фрезерования крутых и пологих участков.
Разработчики PowerMILL 2015 внесли небольшие изменения в пользовательский интерфейс программы. Наиболее существенным из них стало улучшенное меню выбора стратегии обработки (рис. 7), делающее навигацию по стратегиям обработки значительно проще и понятней. Кроме того, у пользователя появилась возможность группировать избранные стратегии обработки по папкам (например, в зависимости от типа применяемого станка, материала заготовки и т.п.).
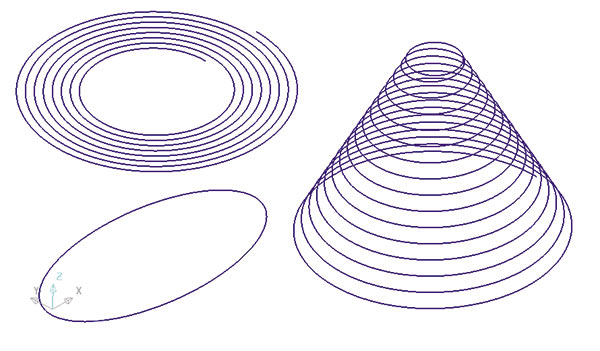
Рис. 8. В Редакторе кривых PowerMILL 2015 добавлена возможность создания эллипсов, спиралей и винтовых линий, которые можно использовать для построения вспомогательных направляющих кривых и поверхностей
При задании сложных видов пятиосевой обработки у пользователей часто возникает необходимость создания вспомогательных границ, поверхностей и направляющих кривых. В PowerMILL 2015 в Редакторе кривыхдобавлена возможность создания эллипсов, спиралей и винтовых линий (рис. 8), что еще больше расширит возможности этой CAMсистемы.
Видеопрезентации новых возможностей CAMсистемы PowerMILL 2015 доступны на сайте www.delcam.tv/pm2015/lz

