
Новинки и возможности ГОЛЬФСТРИМ 2014

Андрей Беняш,
начальник отдела тестирования и документирования Центра компетенции «Автоматизация управления производством» АСКОН
В мае 2014 года состоялась премьера новой версии системы управления производством ГОЛЬФСТРИМ. Отличительной особенностью очередной версии стал по-настоящему большой объем появившихся в ней новых возможностей. Разработчики приложили максимум усилий для того, чтобы повысить эффективность решения наиболее актуальных проблем управления производством.
Номенклатурные планы
Показателем качества системы автоматизации управления производством является использование предлагаемых в информационной системе методик планирования в работе специалиста. Если предлагаемые методики не востребованы или неудобны, система превращается в бремя. В новой версии ГОЛЬФСТРИМ 2014 были внесены изменения в инструмент создания номенклатурных планов выпуска деталей и сборочных единиц (ДСЕ), направленные на дальнейшее повышение удобства регулярного использования этих инструментов.
Вопервых, добавлена возможность интерактивного анализа загрузки производственных мощностей. Какие это дает преимущества? Создание плана выполняется в одной рабочей задаче, предоставляющей все необходимые данные для принятия управленческого решения. Система автоматически подбирает ДСЕ, которые должны быть включены в план. Будущие плановые позиции выделяются цветом: зеленые — включение таких позиций обязательно изза высокого приоритета заказа; красные — позиции просрочены. Это позволяет визуально определить необходимый минимум позиций для подбора. По выбранным позициям производится расчет суммарной трудоемкости и стоимости (рис. 1).
Для того чтобы оценить реалистичность плана, можно воспользоваться прогнозом загрузки ключевых производственных мощностей, включенным в форму создания плана. Прогноз загрузки производится по наиболее важным, критичным производственным ресурсам. Под такими ресурсами понимается оборудование или рабочие определенных профессий, отсутствие которых может серьезно повысить риск срыва плана (рис. 2).
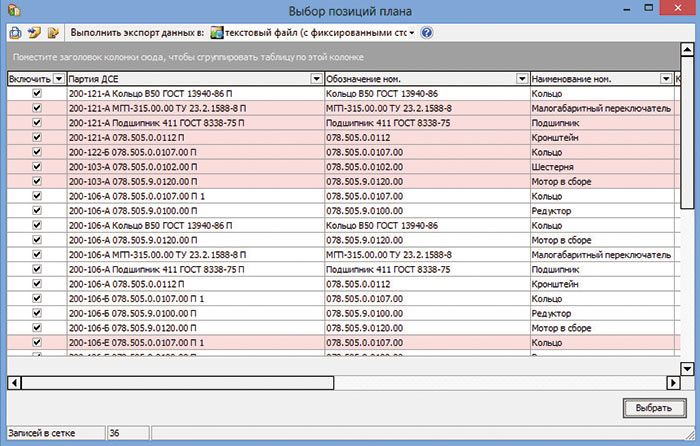
Рис. 1. Подбор плановых позиций
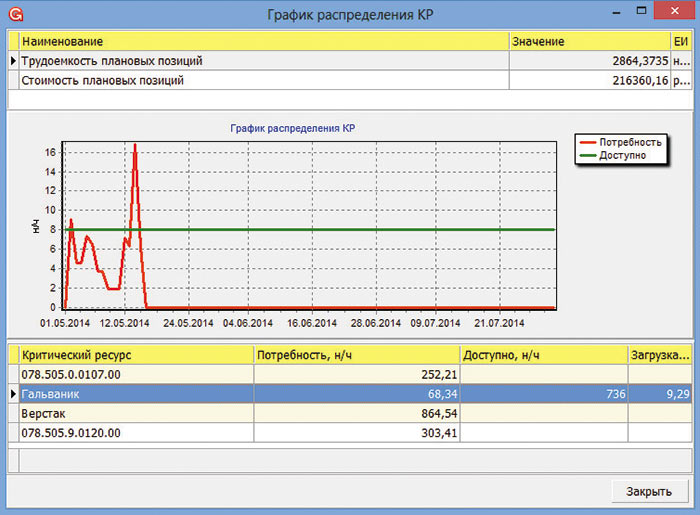
Рис. 2. Элементы анализа по критическим ресурсам
Вовторых, реализована возможность создания цепочки взаимосвязанных номенклатурных планов выпуска.
Выполнение плана в срок и в заданном объеме номенклатуры зависит от слаженной работы всех производственных подразделений. Для этого необходимо рассматривать план для производственного подразделения не автономно, а в рамках системы взаимосвязанных планов всех производственных подразделений предприятия. Работа в рамках цепочки взаимосвязанных номенклатурных планов выпуска позволяет: а) снизить трудоемкость учета взаимосвязи номенклатурных планов; б) обеспечить фактическую взаимосвязь планов производственных подразделений.
Логика работы системы может быть проиллюстрирована следующим примером. Имеется план выпуска для сборочного цеха. Для того чтобы обеспечить выпуск запланированного количества сборочных единиц, в том числе требуется включение и выполнение плановых позиций входящих ДСЕ, за выпуск которых могут отвечать цеха по расцеховочному маршруту данных ДСЕ. Следовательно, требуется обеспечить наличие всех необходимых ДСЕ в планах других подразделений. Номенклатурные планы рассматриваются взаимозависимыми, например «основным» будет план сборочного цеха, а номенклатурные планы для промежуточных цехов станут «зависимыми». Система позволяет автоматически создавать планы для «зависимых» цехов, а если такой план был уже создан ранее — принудительно включать необходимые детали и сборочные единицы. При этом состояние как основного, так и дополнительного плана может быть зафиксировано.
Расчет дат запуска и изготовления
В системе ГОЛЬФСТРИМ 2014 реализовано несколько алгоритмов расчета дат запуска и изготовления деталей и сборочных единиц. Выбор предпочтительного (для условий и требований завода) алгоритма обычно производится при внедрении системы. Здесь мы не будем останавливаться на проблеме выбора, а лишь кратко рассмотрим особенности каждого алгоритма:
- расчет по классическому алгоритму MRP;
- расчет по группам опережения партий в производственном цикле изготовления изделия;
- расчет посменного плана рабочих центров с учетом загрузки производственных мощностей.
В чем же различие между этими тремя алгоритмами?
Начнем с наиболее известного метода. При календарном планировании по методике MRP определяются сроки начала и окончания производства партий ДСЕ с учетом применяемости каждой ДСЕ в составе изготавливаемого изделия. Помимо применяемости для выполнения расчета необходимо знать плановую дату окончания производства заказа и длительности производственных циклов каждой партии ДСЕ.
Напомним, что, согласно методике MRP, расчет плановых дат изготовления выполняется «из будущего в настоящее» — от даты исполнения заказа назад, к сегодняшнему дню. Пример диаграммы Гантта, построенной по результатам расчета, приведен на рис. 3. Как видно из диаграммы, MRP пытается спланировать все материалы «точно ко времени» их потребности на следующем этапе производства или сборки. При этом алгоритм не анализирует загрузку производственных мощностей, так как стандарты MRP II предполагают итерационный подход к процедуре планирования: рассчитали — проанализировали — внесли изменения в данные — пересчитали и т.д. до получения приемлемого плана. Можно сказать, что MRPалгоритм рассчитывает «идеальный» (с точки зрения длительности цикла) график изготовления изделия.
Алгоритм расчета дат по группам опережения во многом схож с MRPалгоритмом — расчет дат также выполняется «из будущего в настоящее» без учета загрузки производственных мощностей. Основное различие заключается в распределении ДСЕ по шкале времени — партии группируются по так называемым группам опережения, соответствующим уровню ДСЕ в дереве состава изделия. Пример диаграммы Гантта, построенной по результатам расчета того же изделия, что и на рис. 3, но алгоритмом групп опережения, приведен на рис. 4. Как видно из диаграммы, для контроля изготовления заказа в первую очередь необходимо контролировать партии ДСЕ с максимальной длительностью производственного цикла. Другие партии ДСЕ данной группы опережения имеют временной задел.
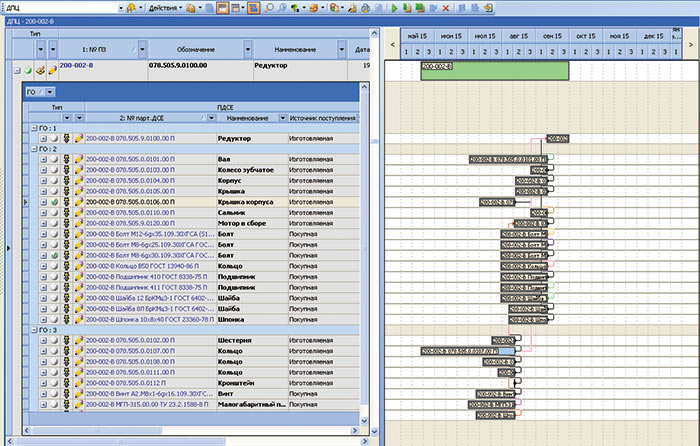
Рис. 3. Отображение результатов расчета по алгоритму MRP
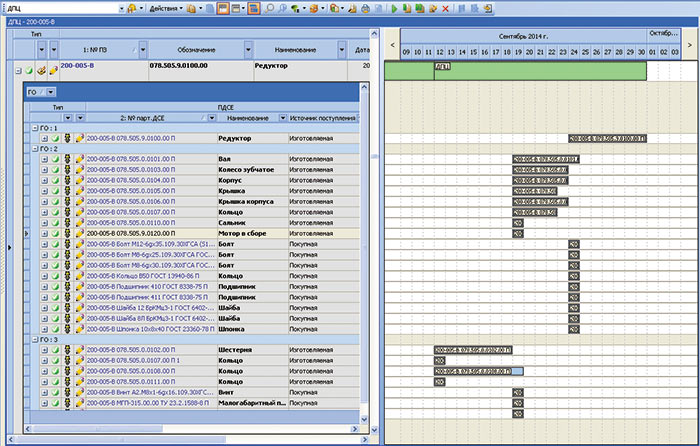
Рис. 4. Отображение результатов расчета по группам опережения
Как показывает практика, такой алгоритм лучше, нежели MRP, подходит для планирования изготовления сложных изделий (10 000…100 000 элементов состава) в условиях невысокого качества данных для расчета длительностей производственных циклов. Наличие временных заделов дает планировщику больше свободы в корректировке расчетных дат и сглаживает неточности расчета на временной шкале. К «обратной стороне медали» алгоритма следует отнести две особенности: вопервых, итоговый расчетный цикл изготовления в большинстве случаев длиннее, чем по результатам MRPрасчета; вовторых, при очень больших разбросах в длительностях циклов ДСЕ качество результатов расчета резко снижается.
Следует отметить, что оба алгоритма достаточно требовательны к точности и полноте данных для расчета. Для снижения потребностей к точности исходной информации в ГОЛЬФСТРИМ 2014 предусмотрено значительное число настраиваемых параметров, позволяющих по мере необходимости быстро заменить недостающие данные усредненными значениями. Таким образом, начать практическое использование алгоритмов можно в минимальные сроки.
Посменное планирование
Посменное планирование — инструмент расчета плановых сроков изготовления заказа, который учитывает загрузку мощностей с детализацией до смен. Планирование загрузки выполняется на уровне рабочих центров. При этом под рабочим центром понимается группа взаимозаменяемого оборудования, расположенная на локальном производственном участке. Для организации планирования потребности в мощностях (Capacity Requirements Planning) и подробного календарного планирования рабочий центр может рассматриваться как одна производственная единица. Примером рабочего центра может выступать отдельный станок, группа станков или участок, на котором выполняется определенный тип работ. При этом предварительное заполнение справочника рабочих центров не является обязательным (система может заполнять такой справочник самостоятельно), также нет необходимости в предварительном указании рабочих центров в PLMсистеме.
Точность посменного планирования напрямую зависит от наполнения системы данными. Например, минимально необходимым для расчета посменного плана является наличие графика работы оборудования, нормированных технологических операций с указанным оборудованием и профессиями. При отсутствии в цехе, рабочем центре или на участке отдельного графика работы оборудования будет использован график работы более высокого уровня. Минимально необходимым для расчета является наличие графика работы оборудования для предприятия в целом. Он может быть создан на основе шаблонов.
Алгоритм посменного планирования позволяет оптимизировать переналадки оборудования за счет группировки технологических операций одинаковых ДСЕ из разных заказов.
При создании посменного плана используется приоритет максимальной загрузки рабочего центра с учетом доступного рабочего времени. При расчете учитываются возможные отклонения от графика работы оборудования, например возможен учет запланированных плановопредупредительных ремонтов для оборудования, сверхурочная работа и др.
Результаты расчетов посменного плана представлены в отдельной интерактивной задаче (рис. 5). Предусмотрена возможность выполнения ручной коррекции результатов расчета. В системе реализовано отображение загрузки рабочих центров, что позволяет определить, в какой день и в каком объеме есть доступное время, а также учесть взаимосвязь технологических операций.
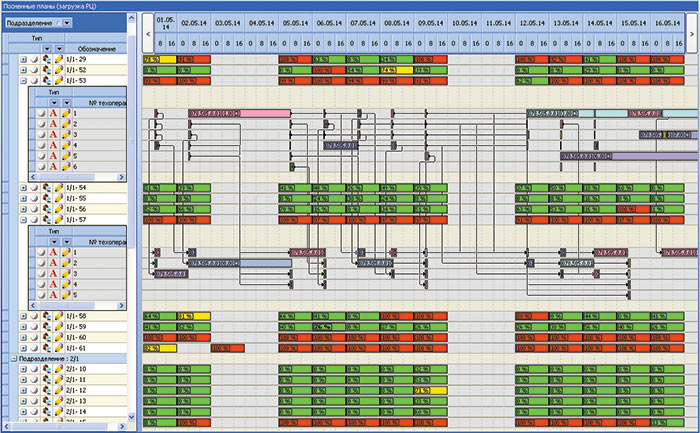
Рис. 5. Результат расчета посменного плана
В новой версии ГОЛЬФСТРИМ значительно расширены возможности управления потоками материальных ресурсов в производстве. Добавлены инструменты ведения позаказного учета остатков МПЗ и организации адресного хранения в складских подразделениях, ведения экземплярного учета.
Позаказный учет
Позаказный учет остатков позволяет точно знать, для какого заказа предназначены те или иные материалы и ДСЕ. Это поможет предприятию значительно увеличить эффективность управления производством: c одной стороны, повышается степень контроля за обеспечением потребностей в материальных ресурсах для конкретного заказа; c другой — понимание того, к какому заказу относятся те или иные материалы и ДСЕ. Позаказный учет позволяет не допустить повышения уровня незавершенного производства, а также рационально использовать существующие остатки.
Адресное хранение
В области учета материальнопроизводственных запасов наибольший интерес вызывает функционал адресного хранения.
Адресное хранение — это способ организации складского хранения, учитывающий особенности материальнопроизводственных запасов и мест хранения. Автоматизация данной функции — это, прежде всего, стимул для повышения качества управления материальными потоками за счет сокращения длительности выполнения второстепенных этапов (например, поиск товара на складе), а также повышения контроля остатков материальнопроизводственных запасов.
Инструментарий адресного хранения выполнен с возможностью максимального расширения и конфигурирования. Это позволяет максимально приблизить учетную структуру склада к реальной и легче использовать технологии оптимизации.
Использование адресного хранения дает возможность хранить остатки МПЗ по отдельным участкам склада (местам хранения). Вы можете получить информацию о текущих остатках в разделе отдельных мест хранения в режиме реального времени (рис. 6).
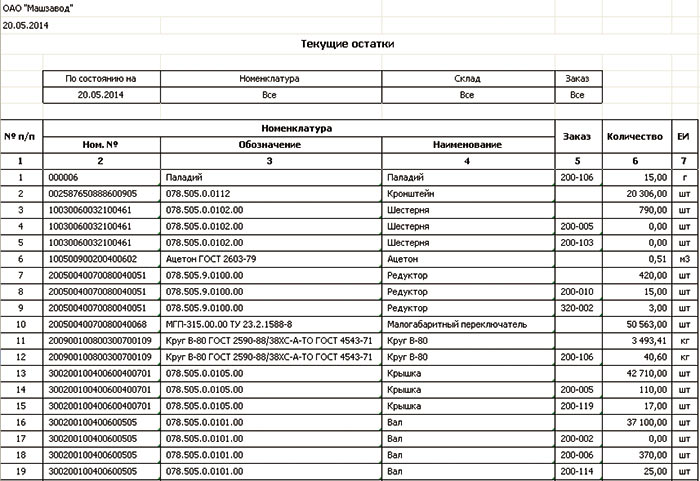
Рис. 6. Отчет по остаткам в местах хранения
Учет экземпляров
В новой версии ГОЛЬФСТРИМ появилась возможность ведения учета экземпляров в производстве. Вы можете:
- выполнять автоматическую генерацию номеров узлов;
- связывать номерной узел с конкретным заказом потребителя;
- определять конструкторское обозначение номерного узла, а также кода комплектации номерного узла;
- вести состав номерного узла по входящим в него другим номерным узлам и деталям;
- получать данные о применяемости номерного узла в номерном изделии;
- получать данные об иерархии входимости номерного узла;
- получать данные о движении номерного узла по учетным операциям.
По каждому номерному узлу или детали существует возможность хранения информации, касающейся движения в производстве, исполнителей технологических операций и прочего, в электронном виде.
Групповое управление производственными спецификациями
Системы планирования и управления производством требовательны к объему и точности введенных данных. В ряде случаев требование ввода огромных объемов данных может служить препятствием для запуска системы в эксплуатацию. Кроме того, производственная среда достаточно динамична и изменчива. Информационная система ни в коем случае не должна сдерживать производство и требовать значительных ресурсов для своего функционирования.
В ГОЛЬФСТРИМ 2014 предложен универсальный инструмент группового управления производственными спецификациями. Данный инструмент позволяет дополнять и обновлять информацию производственных спецификаций.
Например, производственная спецификация содержит вспомогательный материал с определенной нормой расхода. Однако данный материал закупить не удалось, поэтому было принято решение использовать материаланалог. Механизм группового изменения производственных спецификаций позволяет внести такие изменения по интересующим партиям ДСЕ (даже если такие партии запущены в производство) — рис. 7.
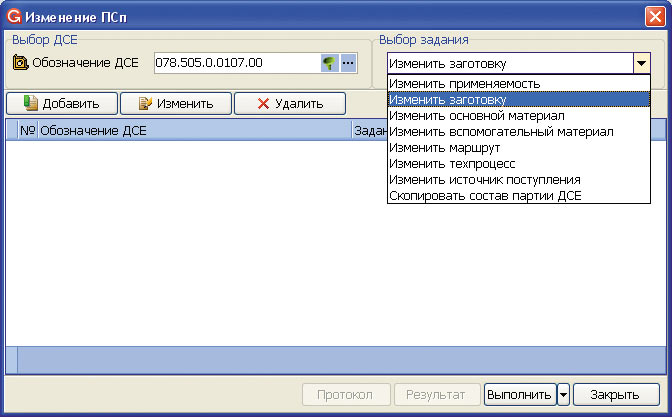
Рис. 7. Редактирование заготовки для группы партий ДСЕ
Групповое управление производственными спецификациями позволяет:
- изменять применяемость ДСЕ;
- изменять, добавлять заготовку;
- редактировать данные об основных и вспомогательных материалах;
- править расцеховочный маршрут и техпроцессы и др.
Все изменения записываются и сохраняются в специальной картотеке. При этом существует возможность получить информацию о внесенных изменениях по отдельной партии ДСЕ конкретного заказа и при необходимости отменить изменения.
Следует обратить внимание, что предложенный механизм позволяет запустить работу системы на неполных данных и по мере их появления повышать актуальность производственных спецификаций.
Использование ДСЕ в других заказах
Следующую возможность легко проиллюстрировать таким примером: в рамках производственного заказа выполнялось изготовление сложного изделия, однако заказчик от заказа отказался. С целью минимизации потерь деталям и сборочным единицам заказа требуется найти применение в других заказах.
Для решения поставленной задачи предусмотрен специальный инструмент, позволяющий использовать для выполнения заказа готовые или изготавливаемые ДСЕ другого заказа. При закреплении ДСЕ за другим заказом пересчет понесенных фактических трудовых затрат выполняется автоматически. Кроме того, система сохраняет сведения о том, откуда и куда было проведено изменение.
Шифры производственных затрат
В новой версии ГОЛЬФСТРИМ появилась возможность работы с шифрами производственных затрат. Шифры производственных затрат (далее — ШПЗ) используются для быстрой и однозначной идентификации оперативных документов с точки зрения отнесения его к различным системам классификации (например, вид производства, статья затрат и др.) затрат. Для этого каждому виду изделий, заказу или статье расходов присваиваются условные числовые обозначения (шифры). Применение шифров вырабатываемой продукции, выполняемых заказов и статей затрат позволяет сократить работу по указанию на документах, куда должен быть отнесен тот или иной расход материальных и денежных средств.
ШПЗ могут использоваться для ускорения:
- ручной обработки оперативных документов за счет наличия шифра на самих шаблонах (это позволяет быстро найти интересующий документ);
- получения аналитической отчетности в разрезе элементов шифра статьи затрат и непосредственно статей затрат.
По мере работы над новой версией разработчики постоянно учитывали пожелания и предложения реальных пользователей системы, что позволило сделать систему более дружественной и отвечающей высоким требованиям заказчиков.
Значительная работа была проведена по упрощению начала работы в ГОЛЬФСТРИМ: теперь самостоятельно изучить основы работы в системе можно с помощью пособия «Азбука ГОЛЬФСТРИМ», которое позволяет максимально быстро понять основные возможности системы, а также спланировать и организовать развертывание и внедрение всех производственных контуров.
В данной статье рассмотрена лишь часть возможностей обновленного ГОЛЬФСТРИМ. Более подробная информация о ГОЛЬФСТРИМ 2014 может быть получена в региональных офисах АСКОН, а также на официальном сайте системы gulfstreammrp.ru.

