
PAM-STAMP 2G: виртуальное моделирование процесса штамповки
Введение
Актуальность моделирования технологических процессов в современных условиях очевидна. Каждое предприятие пытается сократить издержки на проектирование, технологическую подготовку и производство, стараясь повысить качество получаемой продукции.
Сегодня существует большой выбор средств моделирования разных сценариев, которые применяются в различных отраслях машиностроения.
Используя моделирование в листовой штамповке, инженеры могут разрабатывать, оптимизировать и проверять процессы обработки металлов давлением на компьютере, модифицируя конструкцию инструмента с учетом выявления проблем применительно ко всем отраслям промышленности, в том числе автомобильной, аэрокосмической, электронной и других.
На этом этапе пользователи могут определить геометрию заготовки и условия оптимального использования материалов. Конструкторы могут проработать поверхности рабочего инструмента на основе BSplineгеометрии для получения условий формирования изделия без трещин, морщин и других возможных дефектов. На стадии проверки инженеры могут точно оценить упругое пружинение заготовки, компенсировать его, а также визуально выявить косметические дефекты, как если бы они были в цеху.
Для разработки и оптимизации технологических режимов листовой штамповки ГК CSoft предлагает систему PAMSTAMP — решение компании ESI Group, ведущего производителя программного обеспечения в этой области. Система является надежным помощником конструктора и технолога при проектировании рабочих поверхностей штампов, позволяя прогнозировать качество изделия до того, как будет изготовлен инструмент.
PAMSTAMP 2G предлагает оригинальную цепочку моделирования штамповки: от быстрого проектирования штампа через оценку применимости к окончательной проверке и контролю качества продукции без отрыва от CADмодели (рис. 1).
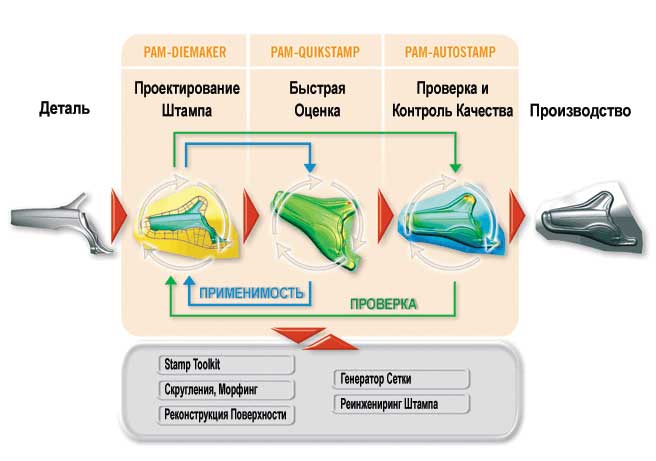
Рис. 1. Алгоритм решения задач с применением моделирования
в среде PAM-STAMP 2G
Особенности и возможности системы
PAMSTAMP 2G является интегрируемым решением для моделирования процесса штамповки. Оно позволяет моделировать практически любой процесс: пользователь может осуществлять расчет всего процесса в рамках уникального интерфейса, импортировать CADфайлы, работать с геометрией, создавать КЭсетку различных элементов и деформирующие инструменты, задавать специфичные настройки процесса и анализировать результаты моделирования.
Сегодня функционал PAMSTAMP 2G позволяет решать задачи:
- точного прогноза образования морщин;
- прогноза трещин и разрывов;
- гидроформовки;
- гибки труб;
- горячей листовой штамповки;
- расчета пружинения;
- использования 3Dсетки;
- анализа работы штампов последовательного действия;
- использования усовершенствованных моделей материалов;
- осуществления реинжиниринга штампа на основе расчета пружинения;
- итерационного процесса автоматического изменения штампа и его последующего апробирования до получения профиля изделия требуемой точности.
Программное решение построено таким образом, чтобы пользователь имел максимально легкий доступ к необходимым инструментам анализа процесса и решателя. Во время создания нового проекта выбирается тип процесса штамповки и один из четырех предлагаемых решателей (рис. 2).
Основными этапами создания сценария моделирования процесса листовой штамповки являются:
- определение геометрических параметров заготовки;
- задание инструментов;
- задание направляющих;
- определение процесса;
- непосредственный расчет;
- оптимизация: уточнение геометрических параметров заготовки, компенсация пружинения.

Рис. 2. Задание вида процесса и выбор соответствующего решателя PAM-STAMP 2G
Определение свойств заготовки
На этапе задания свойств исходной заготовки пользователю необходимо выбрать геометрические параметры и материал, а также задать свойства создания конечноэлементной сетки математической модели (рис. 3).
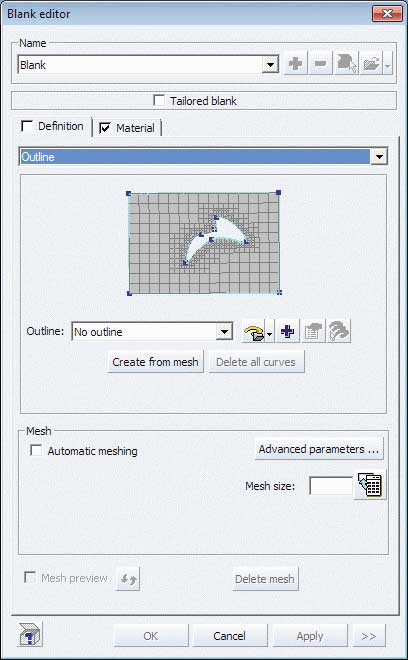
Рис. 3. Задание геометрических параметров исходной заготовки
PAMSTAMP 2G поддерживает несколько способов задания исходной заготовки. В качестве исходной информации можно использовать кривую, импортированную из САПР, которая будет являться контуром, прямоугольник, построенный по четырем точкам или описанный размерами его сторон, а также диск с заданными радиусом.
База данных материалов
С системой поставляется обширная база данных по свойствам материалов. Здесь собраны данные по большинству сплавов на основе железа, алюминия и других металлов. Эта библиотека открыта для редактирования и пополнения, при этом необходимо вводить параметры, описывающие кривую упрочнения материала (рис. 4).
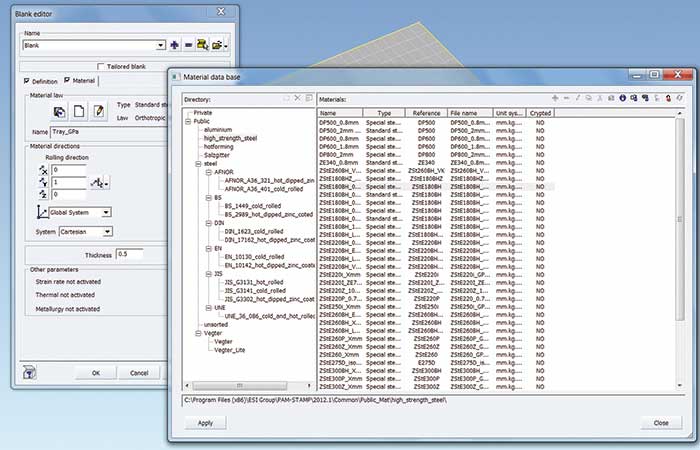
Рис. 4. Диалоговое окно базы материалов
Особенность PAMSTAMP 2G — это использование адаптивно и динамически изменяющегося построителя конечноэлементной модели DeltaMESH. Во время моделирования процесса происходит уточнение в тех местах, где это необходимо, — в местах контакта рабочего инструмента с заготовкой (рис. 58).
В описание параметров деформирующего инструмента входят следующие этапы:
- импорт поверхностей инструмента;
- задание типа инструмента (пуансон, матрица);
- определение типа процесса;
- перестроение в случае компенсации пружинения.
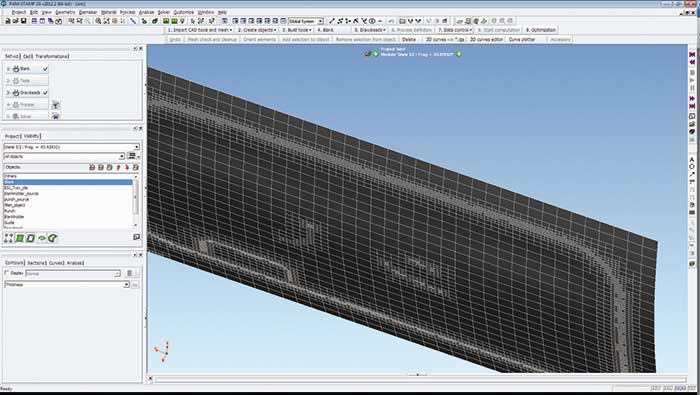
Рис. 5. Разбиение геометрии конечными элементами заготовки перед началом моделирования операции штамповки
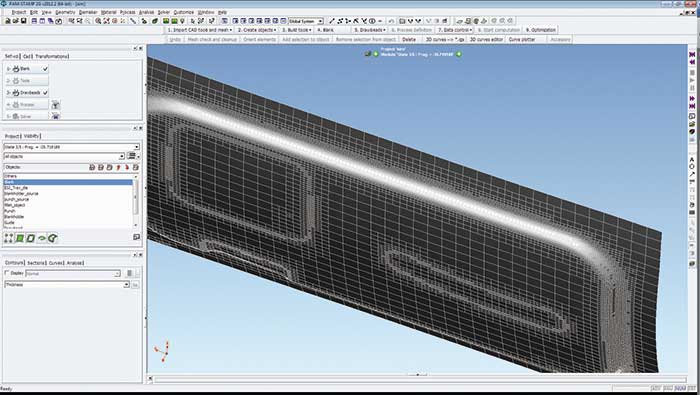
Рис. 6. Переразбиение сетки конечных элементов на первых шагах моделирования технологического процесса
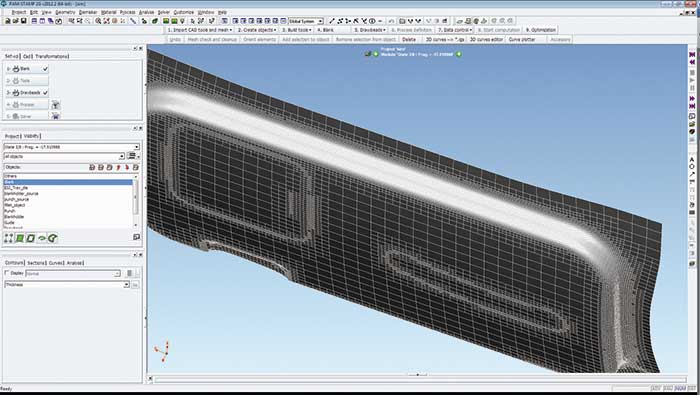
Рис. 7. Переразбиение сетки конечных элементов на последних шагах моделирования технологического процесса
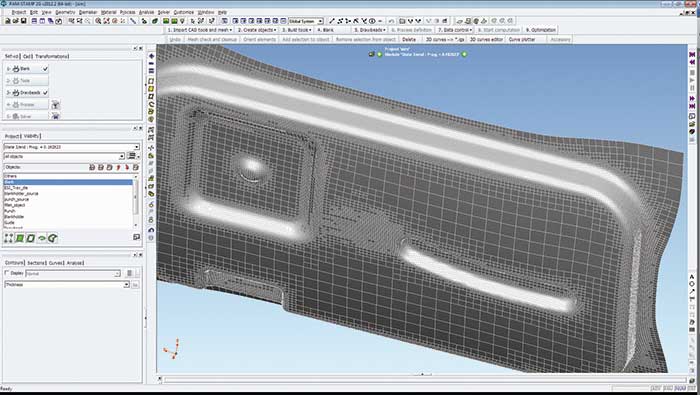
Рис. 8. Вид конечно-элементной модели
в конце моделирования процесса штамповки
Моделирование процесса штамповки
PAMSTAMP 2G позволяет моделировать практически любую операцию штамповки: вырубку, отсечку, перфорацию, окантовку, обрезку, гибку, формовку, чеканку, прогрессивные операции, а также краштест сборки изделия. В рамках рассматриваемого решения для пользователя упрощается задача описания технологической операции (рис. 9). В PAMSTAMP 2G включена библиотека макросов стандартных сценариев листовой штамповки, что значительно упрощает работу с этим решением. Пользователю остается лишь назначить «роли» объектам и описать сценарий моделирования.
Вся эта операция происходит в простом и интуитивно понятном меню определения параметров процесса (рис. 10).
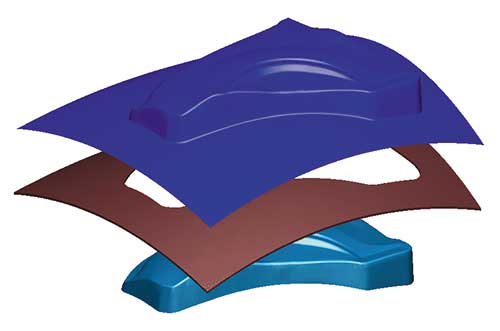
Рис. 9. Вид рабочего инструмента в PAM-STAMP 2G:
пуансон, матрица и удерживающая поверхность
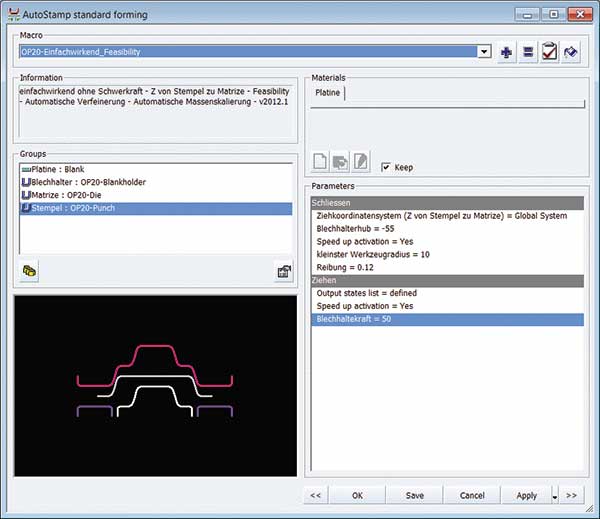
Рис. 10. Меню задания параметров сценария технологического процесса
Вычисления
Сегодня ESI PAMSTAMP 2G, как и другие решения, поддерживает различные схемы вычислений, позволяя использовать различные модели по распараллеливанию и точности решения (рис. 11).
Модель SMP (Shared Memory Parallel) позволяет задействовать все имеющиеся ядра данного узла для расчета. При этом все ядра обращаются к одной и той же ячейке памяти.
DMP (Distributed Memory Parallel) также задействует все ядра, при этом для каждого выделяется отдельная ячейка памяти. Модель делится на несколько областей, каждая из которых рассчитывается отдельно. Этот метод позволяет задействовать несколько компьютеров одной локальной сети.
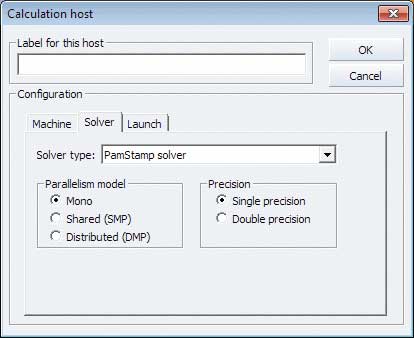
Рис. 11. Меню выбора модели расчета
Постпроцессинг
Функционал PAMSTAMP 2G позволяет выявить возникновение дефектов и получить информацию о напряжениях, деформациях, утонении материала и других свойствах получаемого изделия в удобном для пользователя виде (рис. 12 и 13).
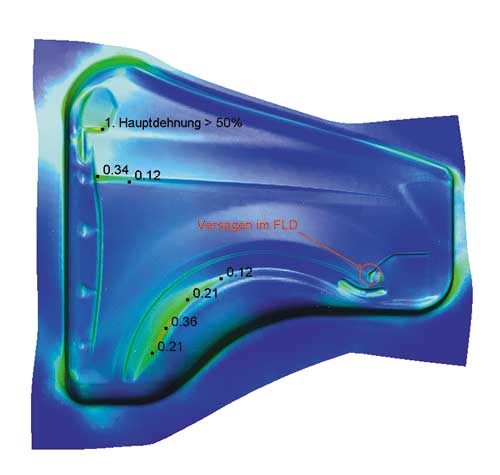
Рис. 12. Визуализация получаемого изделия в результате моделирования технологического процесса
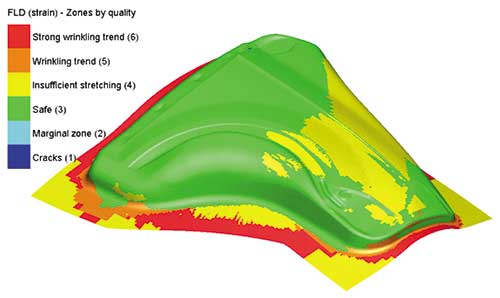
Рис. 13. Визуализация результатов FLD на геометрии получаемого изделия
Заключение
Невозможно описать всё в одной статье: даже беглое перечисление возможностей PAMSTAMP заняло бы слишком много места. Впрочем, цель этой статьи в другом — показать мощь функционала и гибкость системы, располагающей огромным набором возможностей. Оценивая систему в целом, можно сказать следующее: PAMSTAMP 2G представляет собой законченное решение, охватывающее широкий спектр задач листовой штамповки металлов и сплавов.

