
Как управлять технологической подготовкой производства
Порядок проведения технологической подготовки производства (ТПП) регламентирован ГОСТ Р 50995.3.196, согласно которому ее можно укрупненно разделить на следующие этапы:
- проработка рабочей конструкторской документации на технологичность — технологический контроль конструкторской документации;
- разработка технологических процессов, технологическое нормирование;
- разработка средств технологического оснащения и технологических процессов их изготовления;
- разработка управляющих программ;
- отработка и внедрение технологических процессов или изготовление и испытания установочной серии (в зависимости от серийности);
- уточнение технологической документации по результатам отработки и внедрения/выпуска установочной серии.
Перечисленные этапы остаются актуальными, но с течением времени изменяются требования к данным, построению процессов и функциональности систем. С распространением станков с ЧПУ и импортного режущего инструмента менее востребован функционал расчета режимов резания и межпереходных размеров. Все чаще в условиях меняющегося рынка операционное описание заменяется на маршрутное. Формирование крупных холдингов и объединение предприятий приводит к появлению альтернативных технологических процессов и данных, выпускаемых разными заводами по общей конструкторской документации. Внедрение принципов бережливого производства приводит к ужесточению требований к гибкости программного обеспечения и построению систем. Сейчас уже мало кому интересна функциональность отдельно взятой программы, спрос на софт для ТПП обусловлен движением предприятийзаказчиков в сторону комплексной автоматизации. Эффективность управления технологическими данными рассматривается не только с позиции качества, скорости разработок на каждом этапе, но и с позиции слаженного взаимодействия подразделений, уровня интеграции систем, строгого соблюдения графиков выполнения работ, оптимизации процессов на стыке программных сред. Ключевая роль в соблюдении требований с учетом текущей ситуации лежит на PDMсистеме, которая должна обеспечить решение задач ведения проектов, организации архива и контроля целостности данных, распределения прав, управления изменениями, интеграции систем классов CAD/CAM/CAPP, а также дальнейшую передачу данных в ERP и MESсистемы.
Рассмотрим технологическую подготовку в комплексе АСКОН по приведенным ранее этапам.
План работ — основа эффективного управления. В части ТПП планирование производится в системе планирования и управления подготовкой производства в составе ЛОЦМАН:PLM. Для формирования планов задаются сроки, исполнитель, предшествующие задания, на вход помещаются данные, необходимые для разработки, а на выход — готовый результат, который может быть согласован путем автоматического запуска привязанного к заданию бизнеспроцесса. Таким образом, мониторинг выполнения планов становится простым и удобным. Причем система ЛОЦМАН:PLM позволяет формировать планы не только путем ручного создания, но и автоматизированно. Например, при наличии службы расцеховки и распределения ответственности за разработку техпроцесса между специалистами по видам работ (бюро механообработки, бюро сборки и др.) можно составить план работ на основании данных межцеховых технологических маршрутов автоматически (рис. 1).
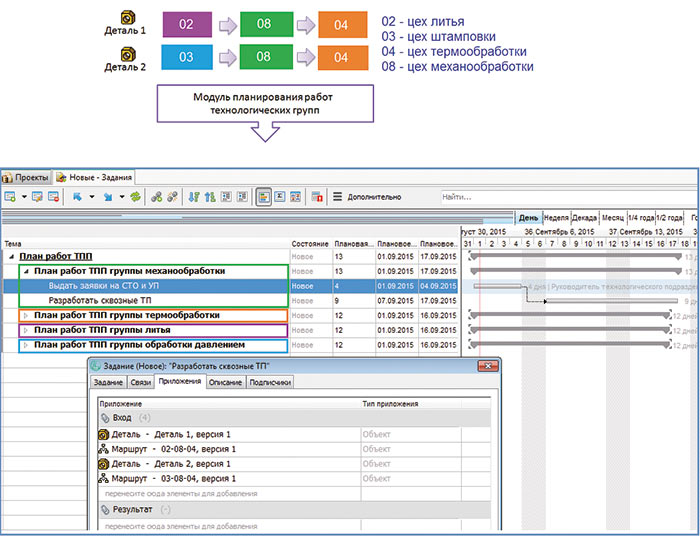
Рис. 1. Планирование на основе данных маршрутов
Автоматизированно строятся планы работ подразделений разработки управляющих программ и проектирования оснастки на основании данных утвержденных заявок на УП и СТО соответственно.
Проработка рабочей конструкции на технологичность производится в PDMсистеме как этап согласования КД. При этом технолог получает в системе задание на согласование с приложенным комплектом КД. Для работы доступны опции аннотирования документации с помощью вторичного представления и инструментов обработки PDF (рис. 2). Заметки можно оставлять не только с помощью цифрового аналога красного карандаша, но и используя голосовые заметки.
Формирование производственнотехнологической структуры изделия, межцеховых технологических маршрутов, предварительное определение потребности в ресурсах, формирование сводных ведомостей также обеспечиваются средствами системы ЛОЦМАН:PLM и ее приложений. Принципы построения системы зависят от наличия данных задач на предприятии.
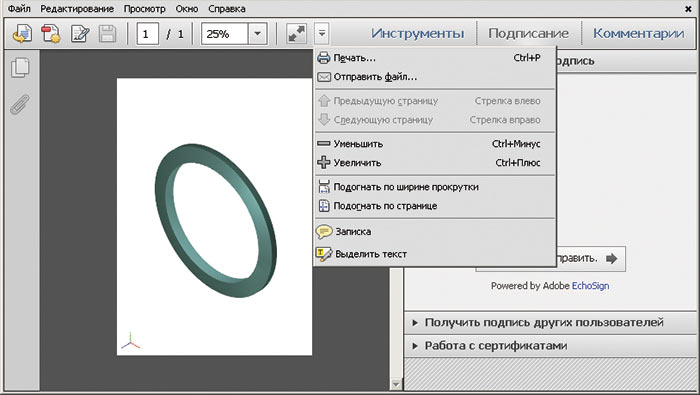
Рис. 2. Аннотирование
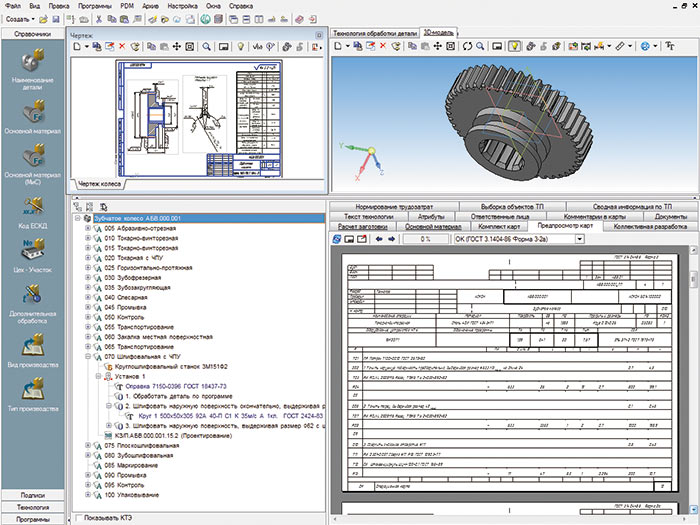
Рис 3. Технологический процесс в САПР ТП ВЕРТИКАЛЬ
Разработка технологических процессов ведется в САПР ТП ВЕРТИКАЛЬ. Данная система, отмечающая в этом году 10летний юбилей, хорошо зарекомендовала себя на сотнях предприятий. Возможности настройки и адаптации позволяют внедрить ее на любом предприятии машиностроительной отрасли. Развитие системы в последние годы направлено на эффективное взаимодействие с окружающими системами с применением комплексного подхода и адаптацию средств и приложений к изменяющимся требованиям.
ВЕРТИКАЛЬ позволяет разрабатывать единичные, типовые и групповые технологические процессы на различные виды производства с любой степенью детализации в удобной для технолога интегрированной среде (рис. 3). Какие же средства системы позволяют говорить о ней как о части общей цепочки проектирования и эффективного механизма взаимодействия?
Вопервых, автоматически в технологический процесс САПР ТП ВЕРТИКАЛЬ загружаются данные от конструктора: 3Dмодель, чертеж, передаются параметры ДСЕ (обозначение, наименование, масса и др.) и материал из чертежа, а также данные по комплектованию и заготовке (если нормы расхода материалов были рассчитаны еще до разработки ТП), что позволяет использовать механизмы ассоциативной работы и параметризации, а также исключить ошибки при вводе информации и оптимизировать временные затраты.
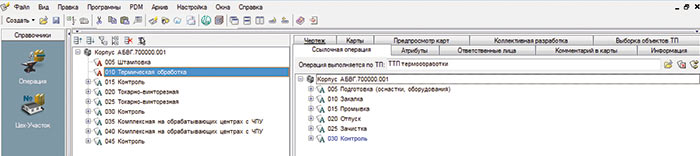
Рис. 4. Ссылка в ТП на типовой техпроцесс термообработки
Вовторых, выбор данных осуществляется из корпоративного Справочника технолога при помощи фильтров и автоподбора данных, что позволяет обеспечивать единую интерпретацию ресурсов, описанных в технологическом процессе как в PDM, так и в ERPсистемах.
Настроенные связи между справочниками, работа с фрагментами, типизированными операциями и базой знаний режимов резания (функционал, актуальный при автоподборе режимов при использовании импортного режущего инструмента в ТП) позволяют осуществлять оптимальный выбор данных и говорить о САПР ТП ВЕРТИКАЛЬ как об интеллектуальной системе.
Втретьих, при разработке техпроцессов применяются средства коллективной работы, что обеспечивает взаимодействие пользователей при решении смежных задач, а именно:
- имеется возможность передачи операции с ЧПУ на разработку технологупрограммисту и сохранения управляющей программы в контексте операции с ЧПУ;
- при разграничении ответственности между технологами за разработку ТП на разные технологические переделы в технологическом процессе можно создать ссылку на другой ТП, тем самым обеспечив «собираемость» сквозного технологического процесса (рис. 4).
Вчетвертых, в плане взаимодействия со службами проектирования оснастки и разработки управляющих программ имеется возможность создания заявки на СТО и УП по форме предприятия непосредственно при проектировании ТП, стадии согласования заявки отслеживаются в режиме реального времени. Тем самым обеспечивается связь процессов проектирования ТП, а также проектирования оснастки и разработки УП.
Описание сборочных ТП — еще один пример тесного взаимодействия процессов и данных. На операциях ТП в качестве комплектующих используются элементы структуры изделия (производственнотехнологической или конструктивной), сохраненной в PDMсистеме, применяются механизмы проверки, а данные по комплектующим на операциях при сохранении ТП оказываются в структуре электронного техпроцесса. Следовательно, и в производственной системе информация по обеспечению цехов, участков и рабочих мест комплектующими будет прозрачна.
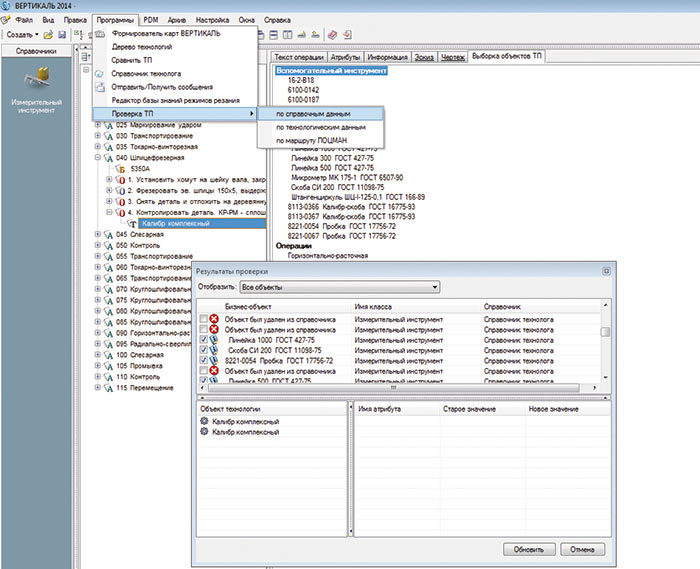
Рис. 5. Проверка ТП по справочным данным
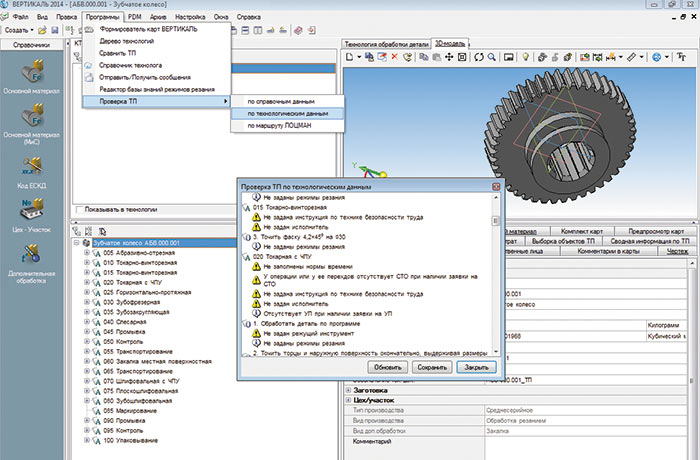
Рис. 6. Проверка ТП по технологическим данным
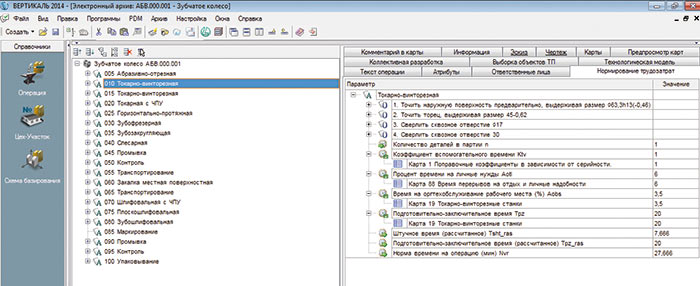
Рис. 7. Нормы времени, сохраненные в контексте технологической операции
Управление версиями и изменениями производится в тесной связке PDMСАПР ТП, что позволяет не только обеспечивать необходимую защиту информации, но и автоматизировать регистрацию данных по изменениям в комплекте ТД, а также минимизировать количество перепечатываемых листов.
После разработки ТП технолог может автоматически его проверить следующим образом:
- по справочным данным, что является удобным механизмом при актуализации и пересмотре ТП, поскольку позволяет выявить удаленные, измененные и не применяемые объекты НСИ (рис. 5);
- по технологическим данным на соответствие требованиям нормоконтроля (алгоритм настраивается) — рис. 6;
- на соответствие межцеховому технологическому маршруту.
В итоге, на выходе при сохранении техпроцесса получаем:
- автоматически построенный и сохраненный в ЛОЦМАН:PLM техпроцесс, описывающий все необходимые для производства ресурсы, который после нормирования и согласования передается в производственную систему для производственного планирования, управления ПСП (производственными спецификациями) и учета;
- комплект технологической документации по ЕСТД или СТП, сформированный автоматически.
Нормирование операций технологического процесса, завершающий этап разработки ТП, производится в приложении Нормирование трудозатрат, причем нормирование может осуществляться как укрупненно по межотраслевым и общемашиностроительным нормативам времени, так и с использованием полученных из CAMсреды или расчетов режимов норм времени (рис. 7).
Возможности настроек системы и приложений САПР ТП ВЕРТИКАЛЬ позволяют адаптировать ее на выпуск другой продукции, на переход от серийного к единичному производству, на использование разными группами специалистов, на работу в соответствии с новыми стандартами качества.
Один из этапов ТПП — проектирование технологической оснастки — реализуется, как уже было описано ранее, на основании плана, построенного по заявкам от технологов. Средства для проектирования СТО те же, что и при разработке изделий основного производства. Вновь спроектированная оснастка регистрируется в Справочнике технолога по бизнеспроцессу, и данные по ее обозначению, наименованию и др. становятся доступны технологу для включения в технологический процесс. Методически и функционально обеспечен процесс «технология — заявка — план — проектирование — утверждение КД — новый объект НСИ — оснастка в технологии», и, конечно же, спроектированное СТО должно быть передано в производственную систему для управления изготовлением по факту утверждения всех данных.
Разработка управляющих программ — один из наиболее ответственных этапов ТПП. Аналогично другим, он управляется планом, состоящим из заданий, на входе которых — заявка на УП, 3Dмодель, описание операции с ЧПУ. Трехмерная модель может быть перестроена технологом в середину поля допуска, адаптирована для разработки УП и визуализации, в нее может быть добавлена оснастка и элементы оборудования, чтобы исключить возможные ошибки и, как следствие, — затраты. За разработку управляющих программ отвечает CAMсистема, выбранная предприятием, однако файлы и результат — УП — также сохраняются в единой среде, проходят процедуры согласования, утверждения и внедрения.
Согласование и утверждение любых данных осуществляются с применением механизмов WorkFlow и типовых бизнеспроцессов, а сами типовые бизнеспроцессы строятся в соответствии с принятыми на предприятии схемами согласования.
Отработка, внедрение и выпуск установочной серии — задачи производства, уточнение данных по результатам опять же производится в связке PDMсистема — САПР ТП с оформлением актов внедрения и других сопутствующих документов.
Таким образом, ТПП — это не только разработка технологий и их нормирование, но и цепочка взаимосвязанных, характерных для конкретного предприятия процессов. ЛОЦМАН:PLM — связующее центральное звено сквозной цепочки, отвечающее за взаимодействие пользователей и систем, а САПР ТП ВЕРТИКАЛЬ и приложения для технологической подготовки производства — инструменты технолога, предназначенные для разработки технологического процесса. Эти системы тесно взаимосвязаны. Интеграция, интерфейс, последовательность работ и набор приложений настраиваются под процессы предприятия, а отдельный от PDMсистемы инструмент для проектирования технологических процессов позволяет не только повысить удобство проектирования, но использовать ее в связке с другими PDMсистемами, осуществляя внедрение поэта

