
Организация совместной работы технологов с помощью программы 1С:PDM

Сергей Левшин,
руководитель компании
«Софт Мастер»
Данная статья рассказывает о подходе к организации коллективной работы технологов в системе 1С:PDM, который был реализован в ОАО «Концерн «Калашников».
Введение
На любом производственном предприятии машиностроения стоит задача формирования и поддержки в актуальном состоянии технологических расцеховочных маршрутов и техпроцессов на выпускаемые изделия. Работа сложная — на одно изделие может быть несколько маршрутов:
- деталь могут изготавливать несколькими способами на разном оборудовании;
- деталь могут изготавливать из разных заготовок — собственного производства или купленных;
- деталь могут просто купить, если заказ срочный и сделать на собственном оборудовании ее не успевают.
Технологи компании имеют узкую специализацию. В обязанности технолога входит формирование технологических маршрутов и техпроцессов изготовления изделий, расчет трудовых и материальных норм, подбор стандартного и разработка заданий на создание специализированного инструмента и т.д. и т.п. Данную работу выполняет несколько человек, часто — несколько технологических бюро. Если изделие состоит из многих десятков или сотен сложных в изготовлении деталей, остро встает вопрос организации работы не одного десятка технологов.
29 января 2015 года состоялась церемония награждения лучших ИТпроектов конкурса «Проект года 2014», проводимого сообществом ИТдиректоров России. Отличительной особенностью конкурса было то, что проекты оценивали сами участники сообщества — руководители ИТслужб предприятий России и ближнего зарубежья. Всего на конкурс, который проводится уже третий год, было подано 134 проекта, из которых 32 — это внедрения информационных систем на платформе «1С:Предприятие». Награждения проводились в 30 номинациях. По итогам конкурса лучшими были признаны восемь проектов на «1С:Предприятие». Один из победителей — проект «Решения фирмы «1С» как инструмент повышения обороноспособности России — проект автоматизации Концерна “Калашников”». Внедрение выполнялось партнером фирмы «1С» — компанией «Софт Мастер». Более 400 рабочих мест, автоматизированных на базе ERPрешения «1С:Управление производственным предприятием», позволяют крупнейшему российскому разработчику и производителю оружия автоматизировать расчеты себестоимости продукции, получать оперативные данные по остаткам запасов и взаиморасчетам, вести регламентированный учет. На предприятиях Концерна «Калашников» используются также и другие решения фирмы «1С», интегрируемые с ERPсистемой: «1С:Документооборот», «1С:PDM Управление инженерными данными», «1С:ТОИР Управление ремонтами и обслуживанием оборудования». Команда специалистов, составляющая коллектив ООО «Софт Мастер», работает на рынке программного обеспечения фирмы «1С» с 1998 года сначала как ООО «Время Софт», а в настоящий момент — как ООО «Софт Мастер». Основное направление деятельности этой компании — автоматизация средних и крупных производственных предприятий. Два внедрения ООО «Софт Мастер» входят в перечень 500 самых крупных внедрений 1С:УПП по России: http://www.1c.ru/rus/partners/ckpv8_top500.jsp |
Процесс создания нового технологического маршрута
Разработка нового технологического маршрута (ТМ) начинается с бюро по технологической подготовке производства (ТПП). Технологи по ТПП получают конструкторский состав изделия и на его основании определяют для каждой детали и сборки, какие именно цеха будут заниматься их изготовлением, формируют ТМ. Под ТМ понимается цепочка точек маршрута (рис. 1). Точкой маршрута является участок производственного цеха.
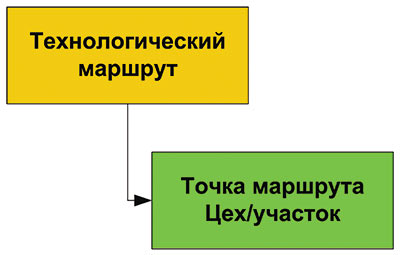
Рис. 1
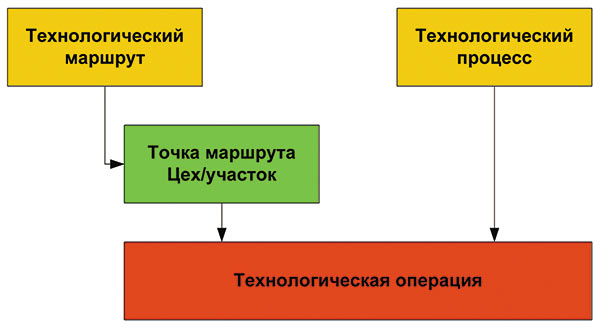
Рис. 2
После формирования ТМ его (вместе с конструкторским составом) передают на дальнейшую проработку сразу нескольким технологампроектантам, каждый из которых формирует технологические операции и переходы по своей специализации (мехобработка, сборка, сварка, термообработка, испытания и т.д.). Задача проектантов — создать (или изменить готовые) техпроцессы обработки изделия, ввести в программу операции и переходы с указанием необходимых средств технологического оснащения вспомогательных материалов и т.д. (рис. 2). Как правило, каждый цех/участок (точку маршрута) обслуживает от одного до нескольких технологовпроектантов.
В ходе работ над технологией может потребоваться создание специального инструмента или оснастки, и тогда к работе подключается конструктор по оснастке, который, в свою очередь, привлекает технолога по оснастке. Технологические маршруты (ТМ) могут меняться в зависимости от решений технологовпроектантов, производственных служб и отдела снабжения. Каждое изменение требует подключения технолога по ТПП, так как только они могут добавить или убрать точку маршрута.
После того как проектанты закончили свою работу, ТМ передается технологамнормировщикам по материалам, средствам технологического оснащения (СТО) и по труду. Их задача — указать материальные и трудовые нормы. Когда нормировщики заканчивают свою работу, ТМ считается готовым, утверждается и передается в производство (рис. 3).
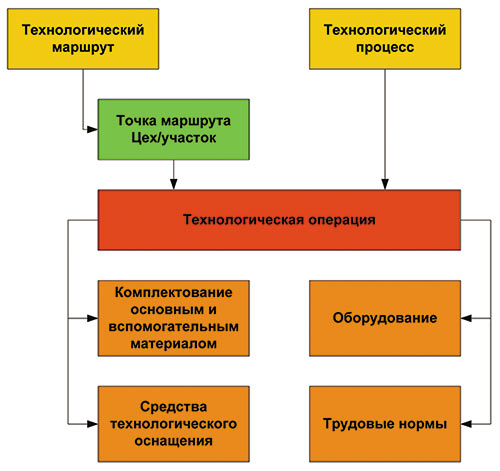
Рис. 3
Данная схема была реализована в программе 1С:PDM с использованием типового механизма бизнеспроцессов платформы и механизма настройки прав на объекты 1C:PDM через дескрипторы доступа.
Реализация в системе 1С:PDM
Для организации совместной работы технологов над одним технологическим маршрутом был использован типовой механизм платформы «1С:Предприятие 8» «Бизнеспроцессы». Был настроен бизнеспроцесс «Изменение состояния ТМ» с использованием шаблонов для каждой группы пользователей программы. В 1C:PDM был добавлен механизм привязки ФИО пользователя к точке маршрута, состоянию маршрута и наименованию операции (рис. 4).
Логика работы с использованием шаблона следующая: при запуске бизнеспроцесса «Изменение состояния ТМ» по выбранному шаблону исполнители для выполнения бизнеспроцесса выбираются автоматически, согласно тому, какие точки маршрута участвуют в технологическом процессе.
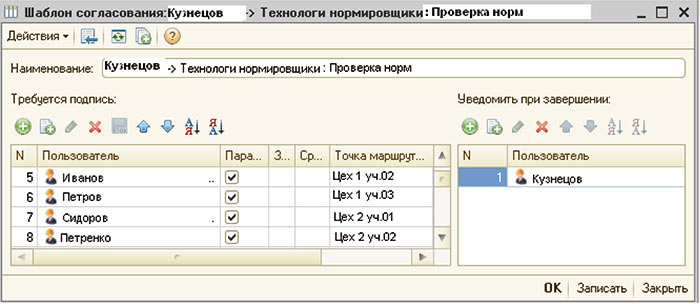
Рис. 4
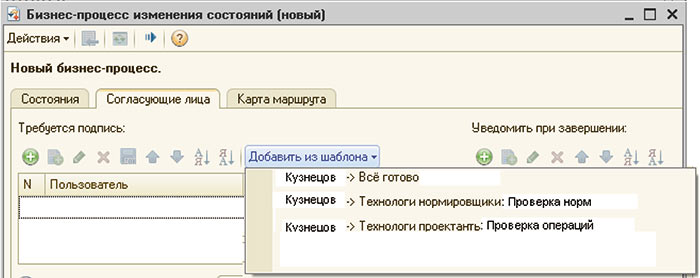
Рис. 5
При запуске нового бизнеспроцесса достаточно указать шаблон, и технологи, перечисленные в шаблоне, начнут работу над технологическим маршрутом, если в нем есть «их» точки маршрута (рис. 5).
Все пользователи программы были разделены на группы:
- технолог по технологической подготовке производства;
- технологипроектанты;
- технологи по материальному и трудовому нормированию;
- технологиконтролеры, владельцы процессов, в задачу которых входит контроль за выполнением работ по технологическим маршрутам конкретной детали.
Была проведена настройка прав для каждой группы пользователей. В системе 1С:PDM есть такое понятие, как состояние маршрута. Были добавлены новые состояния: «В разработке», «Точки маршрутапроверено», «Операциипроверено», «Нормыпроверено», «Маршрутпроверено». В 1С:PDM предусмотрен встроенный механизм настройки прав доступа, так называемые дескрипторы прав доступа. С использованием данного механизма было настроено динамическое изменение прав доступа для групп пользователей. Изменение состояния маршрута вручную было запрещено. Состояние технологического маршрута можно изменить, только выполнив бизнеспроцесс «Изменение состояния».
Итак, технологи по ТПП получают конструкторский состав и на его основе создают в программе «пустой» технологический маршрут, который содержит только точки маршрута, основной материал и выходное изделие. В то время как маршрут находится в работе у технологов по ТПП, он имеет состояние «В разработке». Пока маршрут находится в таком состоянии, работать с ним имеют право только технологи по ТПП. Остальные могут его просматривать, но не могут ничего в нем изменить. Сделав свою работу, технологи по ТПП запускают бизнеспроцесс дальше на обработку маршрута технологамипроектантами. Бизнеспроцесс меняет состояние технологического маршрута на «Точки маршрутапроверено». Программа автоматически подбирает технологовпроектантов для дальнейшей работы, анализируя точки маршрута, и отправляет им задания для дальнейшей разработки маршрута. С изменением состояния права на редактирование данного конкретного маршрута переходят к проектантам. Они добавляют (изменяют) технологические операции и переходы на точках маршрута, но не могут изменить сами точки маршрута. Технологи по ТПП также не могут корректировать точки, так как с ними уже работают проектанты. Если проектантам необходимо добавить или изменить точку маршрута, они заканчивают бизнеспроцесс отказом и состояние маршрута меняется на «В разработке». Маршрут становится доступен технологам по ТПП, которые проводят его редактирование и заново запускают бизнеспроцесс «Изменение состояния».
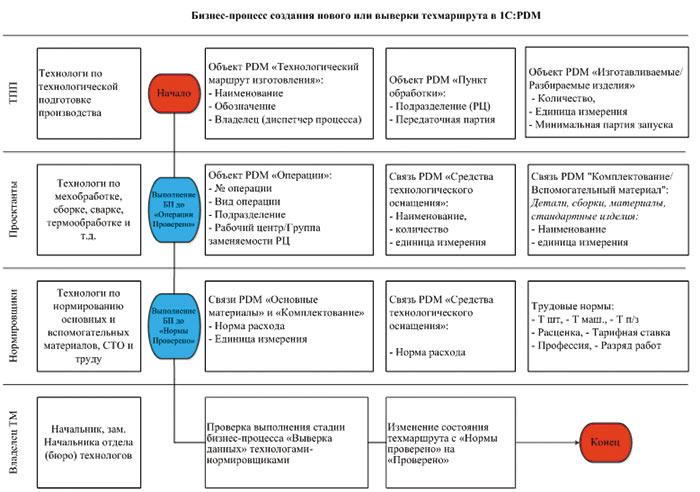
Рис. 6
Когда технологипроектанты заканчивают свою работу над маршрутом, они завершают бизнеспроцесс «Изменение состояния». Если над маршрутом работает несколько проектантов, программа ждет, когда все они завершат работу над бизнеспроцессом. В этом случае состояние маршрута меняется с «Точки маршрутапроверено» на «Операциипроверено». Права на редактирование маршрута переходят к нормировщикам по материалам и по труду. Бизнеспроцесс «Изменение состояния» запускается по настроенному шаблону. Технологинормировщики, отвечающие за точки маршрута, которые задействованы в технологическом маршруте, получают задания на ввод (изменение) данных. Они могут менять трудовые нормы на операциях и материальные нормы по основным и вспомогательным материалам. При этом технологи по ТПП и проектанты могут только просматривать маршрут, но не могут его менять (добавлять, удалять точки и операции). Если возникает необходимость изменить операцию на точке маршрута, нормировщик завершает бизнеспроцесс отказом и состояние маршрута возвращается на «Точки маршрутапроверено». Технологипроектанты получают возможность редактирования маршрута и запускают новую итерацию бизнеспроцесса для нормировщиков. После того как все нормировщики проведут свою работу, состояние маршрута меняется на «Нормыпроверено». Маршрут закрывается от любых изменений до тех пор, пока его не проверит технолог, отвечающий за маршрут в целом. После его проверки состояние маршрута становится «Маршрутпроверено» и технологические данные уходят в учетную производственную систему.
Выгрузка технологических данных также происходит по состоянию маршрута. В 1С:PDM настроено регламентное задание, которое с определенной периодичностью проверяет состояние маршрутов. Когда состояние маршрута становится «Маршрутпроверено», по технологическому маршруту формируются спецификации номенклатуры и технологические карты производства. В дальнейшем изменение технологического маршрута, имеющего состояние «Маршрутпроверено», возможно только через механизм «Извещение об изменении» системы 1С:PDM. Каждое извещение автоматически формирует создание новой версии спецификации номенклатуры или технологической карты для ERPсистемы.
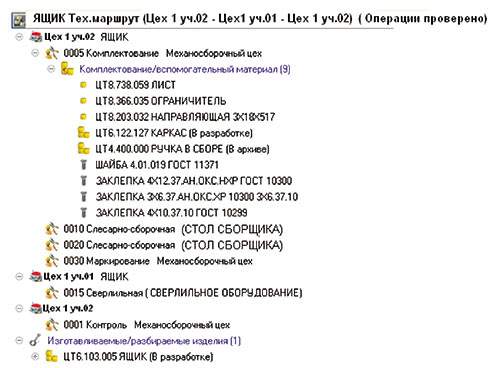
Рис. 7
Графически данная схема работы выглядит как показано на рис. 6.
Результатом работы становится технологический маршрут, приведенный на рис. 7.
Описанная схема работы подходит как для создания новых технологических маршрутов, так и для массовой выверки данных на технологических маршрутах, загруженных из других программ. Как раз второй подход: первоначальная загрузка, дальнейшая выверка и дополнение данных — был использован на внедрении.
Внедрение 1С:PDM дало предприятию единую для всех технологов информационную базу по операциям, оборудованию, инструменту и технологическим маршрутам. В 1C:PDM зарегистрировано 300 пользователей. Одновременно в системе активно работает
6570 технологов. Основной целью автоматизации было обеспечение производства корректными и, что важно, оперативными данными по технологическим маршрутам. В систему введено более 30 тыс. технологических маршрутов. Ежемесячно корректируется от 1,5 до 4 тыс. маршрутов. Новые или измененные данные, оперативно, в течение 20 мин, передаются в ERPсистему.
Внедрение данного подхода к организации совместной работы технологов было вызвано необходимостью перехода предприятия на нормативный полуфабрикатный метод расчета себестоимости в ERPсистеме и обеспечение производства корректными и оперативными технологическими данными по точкам маршрута. Переход необходимо было осуществить в кратчайшие сроки, и поэтому, к сожалению, вопросы автоматизации в работе технологовпроектантов при разработке технологических процессов не рассматривались. Задача подготовки и ведения в актуальном состоянии необходимых технологических данных для нормативного метода расчета себестоимости в ERPсистеме решена, и можно перейти к задаче автоматизации работы технологовпроектантов, тем более что компания АППИУС выпустила на рынок систему AppiusТехнология, которая расширяет функциональные возможности системы управления инженерными данными 1С:PDM.

