
Будущее CAM-систем

Андрей Ловыгин — директор ЗАО «Ленинградское отделение Центрального научно-исследовательского технологического института» (ЛО ЦНИТИ), один из ведущих отечественных экспертов в области станков с ЧПУ и CAD/CAM-систем, автор многочисленных публикаций о современных технологиях в металлообработке, главный редактор сетевого журнала planetacam.ru
Введение
В начале 2000х, когда отечественные промышленные предприятия начали активно заменять изношенное и морально устаревшее металлорежущее оборудование на современные, в основном импортные станки с числовым программным управлением (ЧПУ), мне приходилось довольно много времени проводить в командировках, обучая будущих технологовпрограммистов и участвуя в проектах внедрения CAD/CAMсистем. Часто возникали курьезные ситуации, связанные с непониманием заводчанами современных ЧПУтехнологий и принципов работы в CAM. Вспоминается случай, когда начальник производства одного из предприятий сразу же после завершения пусконаладки оборудования предположил, что теперь достаточно «скормить» чертеж станку, который без посторонней помощи «выдаст» готовую деталь.
Сегодня приходит осознание того, что высказанная тогда идея была не такой уж наивной или фантастической. Вычислительные возможности современных стоек не уступают мощным персональным компьютерам, постоянное подключение к Глобальной сети обеспечивает удаленную диагностику, а программное обеспечение предлагает небывалый уровень автоматизации и скорости разработки управляющих программ (УП). В данной публикации мы попытаемся дать прогноз, в каком направлении будут развиваться технологии, рынок и возможности программного обеспечения (ПО) для станков с ЧПУ, и постараемся предугадать, куда эволюционируют CAMсистемы к 2020 году.
При подготовке к написанию статьи мне пришлось поразмышлять над форматом подачи материала, и для себя я решил, что, вопервых, необходимо постараться избежать рекламы конкретных программных продуктов, а вовторых, максимально придерживаться художественного повествования. Разумеется, совсем без упоминания брендов не обойтись, точно так же, как нельзя не оперировать определенными терминами и специфическими понятиями, относящимися к производству и САПР, но обещаю ими не злоупотреблять.
Для тех, кому не хватит терпения прочитать статью целиком (надеюсь, что таких окажется немного), могу предложить сразу же перейти к заключительному разделу, содержащему выводы и прогнозы. Данная публикация предполагает, что читатель выразит свою точку зрения в комментариях к статье, согласится или не согласится с мнением автора — для этого на портале planetacam.ru уже действует специальный опрос.
Смена парадигм
Задача по предсказанию будущего CAM не кажется чрезмерно сложной, если применить к ней системный подход. Давайте вспомним, для чего нужна CAMсистема, с какими объектами и каким образом связана, на что влияет она и что влияет на нее, какой путь был пройден данным классом ПО за последние 40 лет и над чем работают прямо сейчас R&Dдепартаменты лидеров индустрии.
Согласно классическому определению, CAM (англ. ComputerAided Manufacturing) — это автоматизированная система либо модуль автоматизированной системы, предназначенный для подготовки УП для станков с ЧПУ. Под этим термином понимаются как сам процесс компьютеризированной подготовки производства, так и программновычислительные комплексы, используемые инженерамитехнологами. Таким образом, любая CAMсистема непосредственно связана с двумя объектами — персональным компьютером и станком с ЧПУ.

Этапы и драйверы промышленной революции
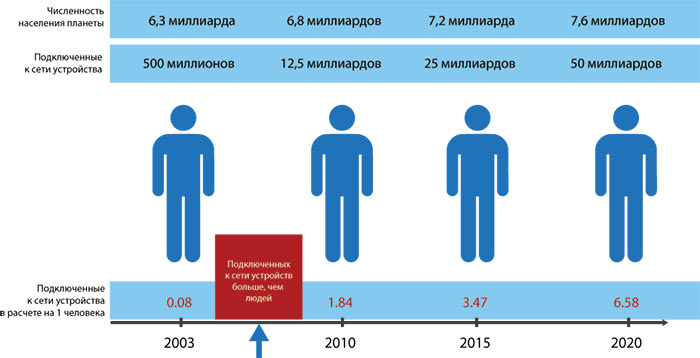
Количество подключенных к сети устройств давно превысило численность населения планеты
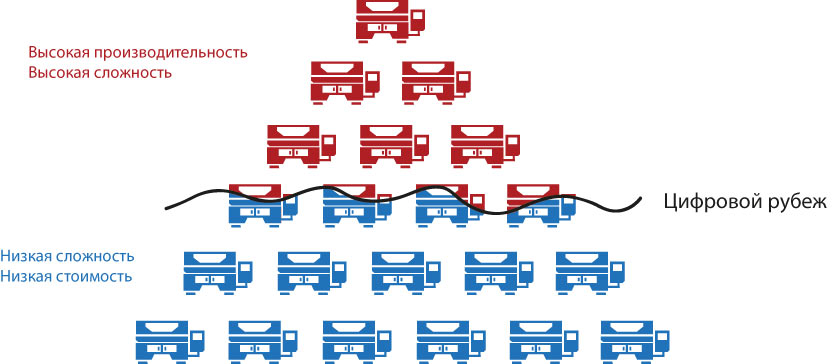
Пересечение «цифрового рубежа» сдвигает приоритет ценностей в сторону ПО
В отличие от известной дилеммы курицы и яйца, в данном случае можно однозначно утверждать, что ЭВМ и станок появились раньше, чем инженерное ПО, и, как минимум, на начальном этапе они в одностороннем порядке влияли на становление и развитие CAMсистем. Проследив путь эволюции вычислительной техники и производственных технологий и совместив его с данными о развитии программного обеспечения, можно нарисовать некий вектор в завтрашний день и для CAM. Кроме того, если мы знаем, над какими задачами прямо сейчас трудятся разработчики CAM, то легко предположить, что именно получат пользователи через пару лет (то есть к 2018 году), которые обычно необходимы для вывода на рынок обновленного продукта или реализации абсолютно нового проекта. Вместе с тем, я не берусь заглянуть за горизонт «2020» и дать реалистичные прогнозы по поводу CAM и софтверных технологий в целом в столь отдаленной перспективе.
Прежде чем приступить к детальному анализу по каждому из основных элементов, «кирпичиков», из которых построена любая CAMсистема, давайте обратим внимание на глобальные тенденции, оказывающие влияние на все рассматриваемые предметные области разом.
Сегодняшняя ситуация обещает нам в самое ближайшее время воплощение концепции Industry 4.0 («Промышленность 4.0»). Для справки: первой версией «Промышленности» считается изобретение механических устройств, второй — налаживание массового производства, третья версия принесла электронику и автоматическое управление, ну а «Промышленность 4.0» основывается на межмашинных (M2M) коммуникациях — между продуктами, системами и машинами.
Разрабатываемая инфраструктура подразумевает не только автоматизацию процессов на локальном производстве, но и более глобальное понятие — «интернет вещей», когда не только компьютер или смартфон, но вообще каждый прибор, начиная от кофемашины в офисе и заканчивая холодильником дома, подключен к Интернету.
Машины и устройства смогут обмениваться данными, приобретут способность понимать свое окружение и общаться по интернетпротоколу. То есть каждый рабочий объект станет сам определять, какую работу необходимо выполнить для производства. Данный подход ведет к изменению парадигмы в отрасли — к продуктам, которые сами контролируют производственные процессы и используют встроенные датчики для мониторинга, что позволяет немедленно предпринимать необходимые действия в случае какихлибо отклонений от нормы. Ключевая часть концепции — информация, встраиваемая в продукт по мере его продвижения по стадиям производства и позволяющая реализовать полностью гибкое «производство на заказ».
Переходя к описанию следующего тренда, оказывающего влияние на производство, хочу отвлечься и привести пример из жизни. Уверен, что большинство из вас помнит — еще 710 лет назад при выборе мобильного телефона первым делом мы обращали внимание на его марку, бренд, а не на операционную систему. Сегодня, приходя в магазин за смартфоном, нас больше интересует, на чем он работает — Android или iOS? На презентации автомобиля вы скорее услышите о мультимедиавозможностях и электронных помощниках водителя, чем получите информацию о его конструкции или времени «набора до сотни».
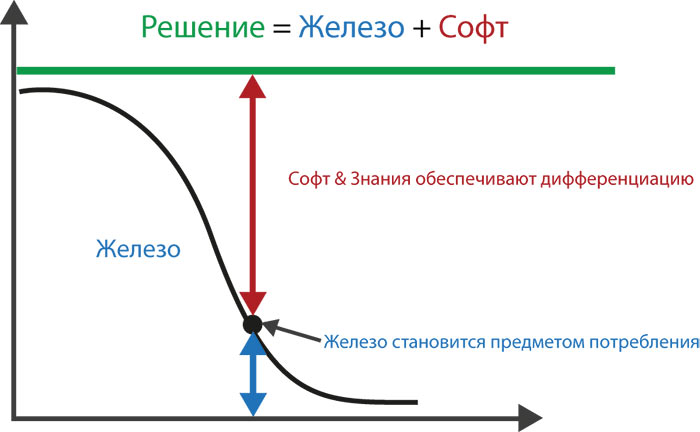
С определенного момента аппаратная часть, «железо» становится предметом потребления, выбор продукта определяется комбинацией программного обеспечения, знаний и опыта
Пользователи CAM-систем хотят получить больше автоматизации, знаний и опыта
Эволюция сложности устройств приводит к тому, что по достижении определенного уровня роль «софта» становится важнее и заметнее роли «железа». Более того, с момента пересечения «цифрового рубежа» программное обеспечение начинает непосредственно влиять на развитие электронных устройств и машин. Станки становятся все более технологичными и производительными, и, я уверен, что не за горами тот день, когда при выборе станка большую роль начнут играть не его геометрические, динамические и конструкционные характеристики, а программное обеспечение, инсталлированное в его же систему ЧПУ.
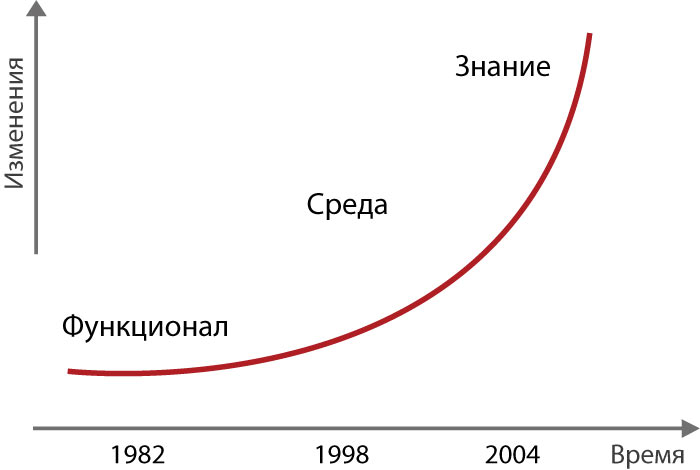
Что касается разрабатываемого функционала программных продуктов и маркетинга CAMсистем, то хочется назвать следующие особенности:
- если в конце 20 века функционал и окружение программного продукта играли важную роль, то в начале 21 века стремление потребителя получить большую степень автоматизации и опыта сместили акценты при разработке функционала;
- в 2000х годах маркетинговая стратегия вендоров CAM подразумевает тесное партнерство с производителями и поставщиками станков с ЧПУ. Поставляются «наборы»: станок + CAD/CAMсистема + режущий инструмент и приспособления, либо «решение для обработки одной детали»: станок + управляющая программа + набор инструментов для обработки конкретной детали;
- новый тренд — это полное решение, система «под ключ»: заказчики хотят получить знания и опыт для производства множества различных деталей в пределах одной специализации (отрасли);
- даже несмотря на появление облачной CAMсистемы на базе Fusion 360 от Autodesk и работающей в браузере CADсистемы Onshape, нельзя сказать, что разработчики САПР ринулись переносить свои инженерные разработки в облака. Наиболее перспективная для них тема в ближайшем будущем — это размещение в облаках баз данных, например режущего инструмента, технологий, виртуальных моделей станков и оснастки;
- базовые уровни CAMсистем становятся бесплатными или условнобесплатными. Так, Autodesk предлагает HSMXPRESS и Inventor HSMExpress для 2,5осевой обработки совершенно бесплатно (требуется соответствующая CADсистема). Основная прибыль вендоров будет достигаться за счет годовой поддержки (SMC) или подписки, а также продаж CAM и специализированных решений в высокотехнологичных областях, к которым относятся, в том числе, токарнофрезерная, многозадачная и многоосевая обработка.
Итак, системы становятся сложнее внутри, но одновременно более доступными и простыми в использовании, автоматизированными и даже самообучающимися. Программное обеспечение, знания и опыт являются драйверами новой промышленной революции и уже непосредственно влияют на эволюцию технологий механической обработки и ЧПУ. Интернет и облачные решения, как проводники знаний и опыта, также начинают играть активную роль в развитии CAMсистем.
Железо
Глядя на последние модели стоек ЧПУ, трудно отделаться от мысли, что это не планшетные компьютеры. Тонкий корпус, тачинтерфейс, модная графика, симуляция обработки, возможность интеграции с MES/ERP, сервисная диагностика через Интернет и встроенные CAMсистемы — все это не только демонстрируется на международных выставках, но и при желании может работать на вашем производстве уже сегодня. Разработчики систем ЧПУ активно перенимают опыт компаний Google и Apple и создают собственные экосистемы, аккумулирующие различные приложения, например, для управления инструментом или мониторинга энергоэффективности.
.jpg)
Стойка ЧПУ или планшетный компьютер?
Складывается ощущение, что лет через десять станки действительно будут способны самостоятельно разрабатывать УП по загруженным в них 3Dмоделям деталей. Ведь для этого достаточно встроенной в систему ЧПУ станка CAMсистемы, хорошо развитого функционала FBM (Feature Based Machining) или KBM (Knowledge Based Machining), знаний в виде обширных баз инструментов и режимов резания, инструкций (опыта) по применению лучших технологий и методов обработки. И поверьте, что над каждым из перечисленных элементов уже ведется работа.
Понятие «обрабатывающий центр», характеризующее металлорежущий станок для комплексной обработки различными способами (точением, фрезерованием и др.), начинает оправдывать себя. Доля токарнофрезерных/фрезернотокарных станков неуклонно растет, что не может не сказаться на рынке CAM. Проблема заключается в том, что архитектура большинства CAMсистем к началу 2000х оказалась устаревшей и не готовой к работе с подобным оборудованием. Одни компании принялись переписывать код своих продуктов, другие — покупать готовые решения. В результате сложилась ситуация, при которой найти продукт, сочетающий в одном интерфейсе функционал фрезерной, токарной, токарнофрезерной, электроэрозионной и обработки на автоматах продольного точения, оказалось затруднительно. Если к этому добавить необходимость поддержки различных технологических операций в одном файле обработки, то соответствующие продукты можно пересчитать по пальцам одной руки. В общем, разработчики CAMсистем по сей день «латают дыры» и работают над совершенствованием архитектуры, которая в будущем позволит спокойно работать с многозадачными станками самой сложной конфигурации.
Все больше востребованы станки с оборотистыми шпинделями и быстрыми подачами, что подразумевает использование высокоскоростной обработки и подталкивает разработчиков CAMсистем к дальнейшему развитию стратегий ВСО.
Появление на рынке гибридных станков, включающих аддитивные технологии, на мой взгляд, приведет к разработке специализированных стратегий и новых модулей в составе CAMсистем — аналогичный подход уже вполне успешно применяется для офлайнпрограммирования промышленных роботов.
Процесс
В общем случае процесс работы в CAMсистеме выглядит линейно. Программист начинает с подготовки геометрии; затем выбирает элементы, подлежащие обработке; потом назначает стратегию; определяет параметры операции, режимы резания и инструмент; производит графическую проверку рассчитанных системой траекторий; запускает постпроцессирование и получает код УП. За годы эволюции CAM этот процесс принципиально не изменился, лишь отдельные его фрагменты подверглись автоматизации или стали более функциональными и интерактивными.
На любом из этапов процесса можно внести корректировки в операцию, например изменить диаметр инструмента, глубину обработки, количество проходов, и запустить пересчет операции с новыми параметрами. Такие итерации могут продолжаться многократно, пока программист и оператор на станке не будут удовлетворены результатом. Проблемы обычно обнаруживаются программистом визуально на этапе верификации, либо непосредственно на станке в процессе наладки или обработки. Ошибки, выявленные на станке, как правило, приводят к более длительным исправлениям, а вызваны они тем, что программист в процессе создания операций обработки не всегда способен учесть нюансы реального производства, например: габариты рабочей зоны, кинематику и динамику станка, расположение заготовки и приспособлений. Кроме того, программист и оператор зачастую взаимодействуют друг с другом лишь на заключительном этапе процесса, когда УП уже передана на станок.
Пример реализации виртуальной наладки

Работа с CAM-системой на планшетном компьютере
Всё возрастающая сложность оборудования и необходимость сокращения времени подготовки УП вынудили разработчиков CAMсистем модернизировать устоявшийся процесс. Новый подход заключается в интерактивном использовании станочных данных уже на начальном этапе проектирования операций обработки. Если сейчас программист взаимодействует с трехмерной моделью станка исключительно во время симуляции обработки, то в будущем он сможет производить виртуальную наладку, например размещать приспособление на столе станка или позиционировать заготовку. Виртуальная наладка непосредственно влияет на принятие решений в процессе создания операций обработки и позволяет, к примеру, понять, хватит ли угла поворота рабочего стола с заготовкой, или узнать, каким окажется качество поверхности обработанной детали с учетом данных об ускорении и замедлении рабочих органов станка. Еще раз подчеркну, что речь идет не о режиме симуляции обработки, а о процессе, влияющем на создаваемые в CAMсистеме траектории. При выборе стратегии обработки система будет способна предупредить, например, о невозможности использования данной стратегии, предложить максимально допустимые режимы резания или оценить выбранные, оптимизировать расчеты траектории с учетом кинематики станка (что особенно актуально для 5осевого фрезерования) и, разумеется, помочь избежать коллизий. Более того, операции трансформации (копирование, поворот, смещение) над виртуальной деталью приведут к немедленному пересчету операций обработки.
Происходит движение от исторически сложившейся концепции, при которой программирование в CAM основано лишь на геометрии детали, к концепции, активно использующей кинематическую модель станка при расчете операций обработки. Данные о кинематике и динамике станка на начальном этапе будут вноситься в CAMсистему вручную. Можно предположить, что в дальнейшем, с развитием технологий «интернета вещей», необходимая информация будет поступать в CAM напрямую из оборудования по локальной сети или черпаться из некой облачной базы данных.
Интерфейс
Лет 1520 назад удобство пользовательского интерфейса при выборе программного продукта не было решающим фактором. Больше ценилась функциональность. Это было связано с тем, что программы были не столь функциональны, а инструментарий программиста был не такой мощный. В результате программирование одной функции представлялось огромной работой. Если ваш продукт имел на дветри функции больше, чем у конкурента, то ваши шансы на успех были высокими.
Сегодня практически любой функционал легко и быстро повторяется конкурентами. Получить длительное по времени конкурентное преимущество можно, внедрив более интеллектуальный функционал, и, как ни удивительно, разработав хороший интерфейс пользователя. Создать удачный интерфейс — это большая работа. Фактически, действительно мощный инструментарий для создания пользовательских интерфейсов начал появляться совсем недавно.
Интерфейсы инженерных программных продуктов следуют в фарватере эволюции стандартного стиля интерфейса Windowsприложений, которого традиционно придерживаются все разработчики прикладного клиентского ПО. Добрая половина всех существующих на рынке CAMсистем предлагает сегодня Ribbonинтерфейс, аналогичный Microsoft Office.
Не могу сказать, что планшетные компьютеры и компьютерытрансформеры с сенсорными дисплеями обрели широкую популярность и востребованность на современном производстве. Тем не менее предпринимаются попытки адаптировать процесс работы в CAD и CAMсистемах к мобильным электронным устройствам. Примеры работы с Onshape и Edgecam наглядно демонстрируют прогресс в развитии тачинтерфейсов. Оказывается, что создавать 3Dмодели или разрабатывать УП можно с достаточным удобством не только на ПК.
Инженеры не останавливаются на достигнутом и продолжают изобретать новые устройства ввода информации. Управление голосом и жестами постепенно внедряется в бытовую технику — даже мой телевизор переключает каналы, распознавая взмах руки. Не исключено, что лет через пять работа технолога будет напоминать действия Тома Круза (Tom Cruse) в фильме «Особое мнение» (Minority Report) или хотя бы походить на эксперимент с ESPRIT с контроллером Kinect.
CAD
Прежде чем задаться вопросом о дальнейшей судьбе CAD в CAM, необходимо понять, для чего технологупрограммисту вообще нужны инструменты создания и редактирования геометрии. Не проще ли строить 2Dчертежи и 3Dмодели в программном продукте, который изначально предназначен для этого?
Основное назначение инструментов CAD в CAMсистеме заключается в подготовке импортированной из CADсистемы или созданной здесь же геометрии к обработке. Эта подготовка включает как дополнительные построения, например, для определения ориентации оси инструмента при 5осевой обработке или для создания контуров, ограничивающих зону обработки, так и модификацию геометрии, например, «закрытие» отверстий, в которые не должен «падать» инструмент, продление поверхностей или проецирование текста на поверхность. Какихто специализированных CADфункций, присущих именно CAMсистемам, не так много, но они всё же существуют — здесь можно вспомнить возможность автоматического создания модели заготовки на основе габаритов 3Dмодели детали и функцию построения профиля тела вращения для токарной обработки. Кроме того, многим пользователям CAM известна задача «создания цепочек», для решения которой успешно используется функционал построения 2Dэлементов, продления и обрезки кривых.
Как ни странно, но именно на подготовку геометрии у пользователя CAMсистемы уходит значительная часть (до 30%) времени от полного цикла программирования обработки определенной детали. Несомненно, разработчики CAMсистем стараются облегчить жизнь программиста и предлагают для этого всё новые решения. За последние несколько лет качество трансляторов CAD значительно улучшилось, а количество поддерживаемых форматов многократно увеличилось. Если ранее при передаче из CAD в CAM использовались в основном нейтральные форматы, то сегодня CAMсистемы спокойно читают родные файлы SolidWorks, Solid Edge, Autodesk Inventor и других систем моделирования. Развивается интеграция между CAD и CAM, обеспечивая импорт не только геометрии, но и дерева построения; укрепляется ассоциативность — изменения в файле CAD оперативно отражаются на связанной с ним геометрии и траектории в CAMсистеме; упрощается процесс позиционирования 3Dмодели и ее привязки к нулевым точкам (координатных систем); появляется множество, на первый взгляд, незначительных, но крайне удобных при ежедневной работе функций, например, автоматическое создание точки в центре окружности и построение осевой линии отверстия.
Все CAMсистемы подразделяются на те, что имеют собственные средства проектирования/моделирования, и продукты, встраиваемые и работающие исключительно в интерфейсе популярных CADсистем. Важность и необходимость наличия минимально необходимого функционала для создания геометрии в CAM подтверждается, в том числе, и фактом самого существования этих «встраиваемых» CAMсистем, которые, судя по всему, разрабатывались с мыслями о невозможности конкуренции с полноценным CAD’ом. Оценивая рынок CAMсистем, можно сделать грубое, но любопытное заключение о том, что те компании, которые создавали «независимые» CAMсистемы, добились в CAM больших успехов, чем те, что строили и развивали оба (CAD и CAM) направления в равной степени. В любом случае, наиболее перспективными и реалистичными направлениями развития CAD в CAM являются:
- передача конструкционных и технологических параметров из CAD в CAM, например, типа отверстия или материала детали, что в будущем позволит значительно автоматизировать процесс расчета траекторий и подбора режимов обработки;
- облегчение процесса создания цепочек и выбора геометрии для обработки, которое осуществляется в первую очередь за счет «умной» привязки курсора и непосредственной работы с элементами твердотельной модели;
- распознавание конструктивных элементов 3Dмодели — там, где вчера программист вручную выбирал линии и дуги, описывающие элемент типа «карман» или окружности для сверления отверстий, сегодня CAMсистема способна самостоятельно «разложить» деталь на составляющие ее элементы;
- дальнейшее распространение прямого моделирования в CAM, которое является вовсе не обязательным пунктом развития, используется крайне ограниченно и является, скорее, данью моде и стремлением не отставать от эволюции CAD.
Траектории
В мировом станкостроении сегодня наблюдается устойчивая тенденция создания станков, предназначенных для многоосевой и высокоскоростной обработки.
Высокоскоростная обработка (ВСО) — это одна из современных технологий, которая, по сравнению с обычным резанием, позволяет увеличить эффективность и качество механической обработки. Теоретическим обоснованием высокоскоростной обработки являются так называемые кривые Соломона (Карл Соломон, патент № 523594, 1931 г., Германия), которые показывают снижение сил резания в некотором диапазоне скоростей. Для каждого обрабатываемого материала и инструмента этот диапазон определяется опытным путем, но наиболее важным фактором здесь является перераспределение тепла в зоне резания. При небольших сечениях среза в данном диапазоне скоростей основная масса тепла концентрируется в стружке, не успевая переходить в заготовку. Именно это позволяет производить обработку закаленных сталей, не опасаясь отпуска поверхностного слоя. Отсюда следует основной принцип ВСО: малое сечение среза, снимаемое с высокой скоростью резания, и, соответственно, высокие обороты шпинделя и высокая минутная подача.
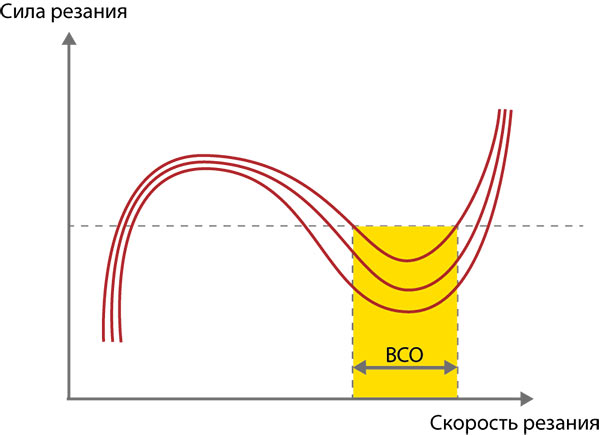
Существует некоторая область сверхвысоких скоростей обработки, в которой процесс резания происходит спокойно и режущий инструмент не подвергается катастрофическим нагрузкам
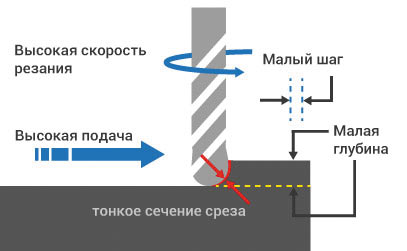
Принцип ВСО — малое сечение среза, снимаемое с высокой скоростью резания, высокие обороты шпинделя и высокая минутная подача
Основными факторами, влияющими на ВСО и ограничивающими ее, являются: станок и система ЧПУ, режущий инструмент и условия обработки, в том числе траектория. Возможности используемого программного обеспечения являются ключевыми в обеспечении эффективной ВСО. Технология ВСО начинается с применения соответствующих параметров в операциях обработки, которые в настоящее время присутствуют в большинстве современных CAMсистем, но далеко не во всех. Давайте посмотрим, какие требования предъявляются к траекториям для ВСО, а следовательно, к «математике» CAMсистем. Итак, принципы, которые должны быть выполнены при создании управляющих программ для ВСО, таковы:
- плавные траектории движения инструмента;
- попутное направление фрезерования;
- минимизация количества врезаний инструмента;
- отвод и подвод инструмента по дуге;
- небольшая и постоянная глубина резания в осевом и радиальном направлении.
Ведущие мировые производители оборудования и режущего инструмента первыми предложили решения для использования новой технологии. Разработчикам САМ понадобилось достаточно продолжительное время, чтобы адаптироваться к новым потребностям рынка и приступить к разработке функционала, обеспечивающего ВСО.
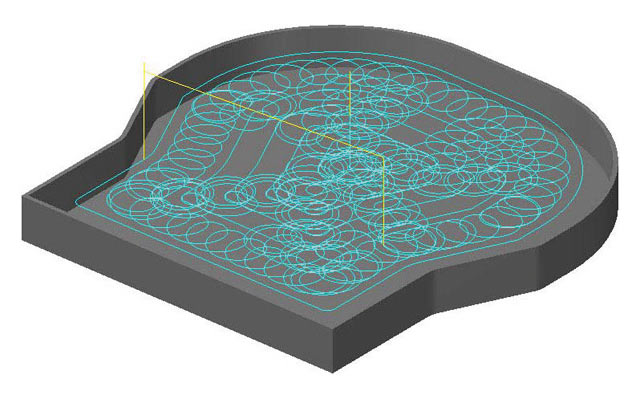
Трохоидальная траектория состоит из множества «петелек»
Основные игроки на рынке CAM предлагают «брендированные» и запатентованные стратегии для высокоскоростной обработки — на слуху Vortex от DELCAM, ProfitMilling в ESPRIT, iMachining в SolidCAM, Dynamic Motion в Mastercam, Adaptive Clearing от Autodesk (HSM series). Новые стратегии сочетают традиционную трохоидальную с эквидистантной траекториями и обладают довольно сложными алгоритмами, обеспечивающими постоянство съема материала и нагрузки на инструмент. Постепенно элементы технологии ВСО начинают распространяться и на область многоосевой обработки.
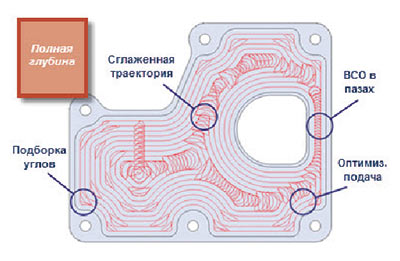
Вариант современной траектории ВСО
В целом, тренд развития траекторий обработки в CAM очевиден и направлен на снижение износа режущего инструмента и сокращение машинного времени обработки. И если с «математикой» большинство разработчиков CAM уже разобрались, то вот предложить пользователю системы оптимальные для высокоскоростной обработки скорости и подачи могут в настоящий момент далеко не все.
Также очевидна тенденция разработки специализированных траекторий для обработки элементов (каналы двигателя) и деталей определенного типа (импеллеры, турбины). Обычно такую обработку можно произвести и стандартными стратегиями большинства CAMсистем, но разработчики стараются учесть нюансы технологий (например, поведение режущего инструмента на кромках) и облегчить жизнь программисту, избавляя его от дополнительных геометрических построений и ввода множества параметров. Что же касается офлайнпрограммирования роботов, то, несмотря на появление подобных модулей в нескольких CAMсистемах, большинство вендоров не видят в них коммерческой перспективы и явно не торопятся инвестировать в подобные решения.
Интеллект и автоматизация
Степень автоматизации является одной из самых интересных и многообещающих характеристик CAMсистем. Речь прежде всего идет о FBM и KBM. FBM, или Feature Based Machining, — технология, подразумевающая распознавание конструктивных элементов 3Dмодели детали и автоматическое применение к ним стратегий обработки. KBM, или Knowledge Based Machining, отличается лишь тем, что к распознанным конструктивным элементам применяются стратегии, учитывающие пользовательский опыт. Можно сказать, что KBM является дальнейшим развитием FBM. На практике это означает, что пользователь способен «тонко» настроить процесс обработки, а также ему доступны варианты обработки, предложенные ранее другими пользователями системы.
Пользователи одной из популярных CAMсистем среднего класса, имеющей в своем составе модуль KBM, выполняют следующие действия для автоматического получения операций обработки:
- загружают 3Dмодель детали и устанавливают базовые параметры, такие как материал детали, тип детали (фрезерная, токарная, токарнофрезерная, электроэрозионная), выбирают библиотеку технологий (их может быть несколько);
- распознают в ручном или автоматическом режиме конструктивные элементы детали, система строит дерево элементов, или так называемых фичерсов (features);
- назначают элементы, подлежащие обработке, и система предлагает один или несколько вариантов, отличающихся, например, количеством или последовательностью операций;
- выбирают один из вариантов, и система создает операции обработки, содержащие траектории, инструмент и режимы резания. Созданные таким способом операции обработки обычно доступны для дальнейшего редактирования.
Самое интересное происходит на этапе, когда система предлагает один или несколько вариантов (маршрутов) обработки. Конечно же, здесь нет никакого чуда или работы искусственного интеллекта — секрет во взаимодействии нескольких баз данных.
Одна база содержит описание конструктивных элементов, например элементу «карман» с размерами 10x10x5 присвоен тип «малый», с размерами 30x30x10 — «средний» и т.д. Другая база содержит стандартные операции обработки в параметрическом виде, шаблоны, которые, например, определяют расчет диаметра инструмента. Между ними есть логическая связь: если карман «малый», то подходит такойто набор операций, если «средний», то такойто. Разумеется, как элементов, так и условий может быть бесконечно много.
Когда конструктивные элементы, подлежащие обработке, определены, система сравнивает их с эталонными элементами в базе. Найдя совпадения, модуль KBM «тянет» из базы рассчитанные операции и «накладывает» их на выбранные конструктивные элементы. Учитывая, что в нашем случае все элементы могут редактироваться, а сами базы (SQL) доступны сразу множеству пользователей, то получается, что при желании и должном терпении коллектив технологовпрограммистов может заполнить систему таким количеством данных, что та «научится» автоматически генерировать УП приемлемого качества на определенный класс деталей, пусть и не самых сложных.
А теперь представьте, что вот такую CAMсистему с модулем KBM и соответствующей базой данных мы поместим в систему ЧПУ станка. Получается, что идея, озвученная в начале статьи (достаточно «скормить» чертеж станку, и он без посторонней помощи «выдаст» готовую деталь), лет через пять может найти воплощение в станках, ну скажем, одной известной японской компании.
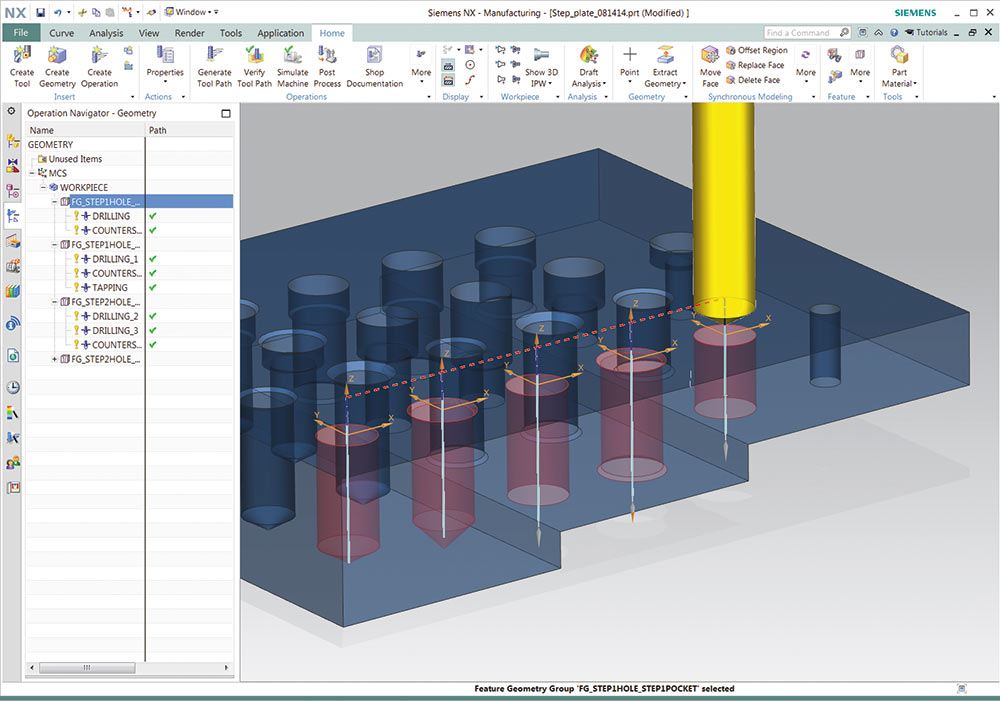
Распознавание и обработка отверстий в CAM-системе
Разработчики CAM существенно продвинулись в совершенствовании технологий автоматической обработки, хотя нерешенных проблем и ограничений остается предостаточно. Так, для применения FBM и KBM вам потребуется твердотельная модель — поверхностная не подойдет. Скорее всего, вы не заставите систему автоматически рассчитать 5осевую фрезерную или сложную токарнофрезерную обработку, а несовершенный алгоритм не позволит создать траекторию с учетом заготовки нерегулярной формы или оставшегося от предыдущих операций припуска.
Перенос KBM баз данных в облака позволит аккумулировать огромный коллективный опыт и принести высочайший уровень автоматизации в работу технологапрограммиста. Возможность практического использования нейронных сетей в CAM, на мой взгляд, сомнительна, по крайней мере в ближайшей перспективе.
Интеллектуальность CAMсистемы выражается не столько в способности автоматически генерировать траектории, сколько в интерактивной помощи при традиционном способе создания операций обработки. Одной из самых первых «умных» функций CAMсистемы можно считать дообработку — это когда система распознает необработанные участки (в углах контура), оставшиеся от проходов фрезы большего диаметра, и генерирует траекторию для инструмента меньшего диаметра, удаляющую оставшийся материал, но без повторных или холостых проходов. Функция дообработки постепенно прошла путь от отдельной команды до неотъемлемой части платформы CAMсистемы, позволяющей «видеть» состояние заготовки после каждой (любой) операции обработки. Здесь же можно вспомнить о функции автонаклона, обеспечивающую модификацию траектории с целью создания безопасного перемещения, например, при недостаточном вылете инструмента, или функцию автоматической генерации безопасных отводов инструмента между операциями в случае многоосевой обработки, учитывающую кинематику станка и положение крепежных приспособлений.
Инструмент
Достаточно взглянуть на проект Machining Cloud (Облако обработки), чтобы факт предстоящей миграции инструментальных баз данных в облака стал очевидным. Платформа Machining Cloud обеспечивает кроссплатформенный доступ к обширным производственным данным в облаке, в первую очередь — к данным о режущем инструменте и оснастке. При этом ключевая ценность для пользователей состоит в том, что ответственность за наполнение актуальным и детализированным контентом ложится на самого производителя, а не на разработчика CAMсистемы или сторонние компании, занимающиеся наполнением и «переводом» баз данных. Для реализации такой концепции необходимо решить две непростые задачи: вопервых, договориться с производителями о регулярной работе по наполнению облака данными о своей продукции, а вовторых — создать набор приложений для доступа к облаку из различных операционных систем, как десктопных, так и мобильных.
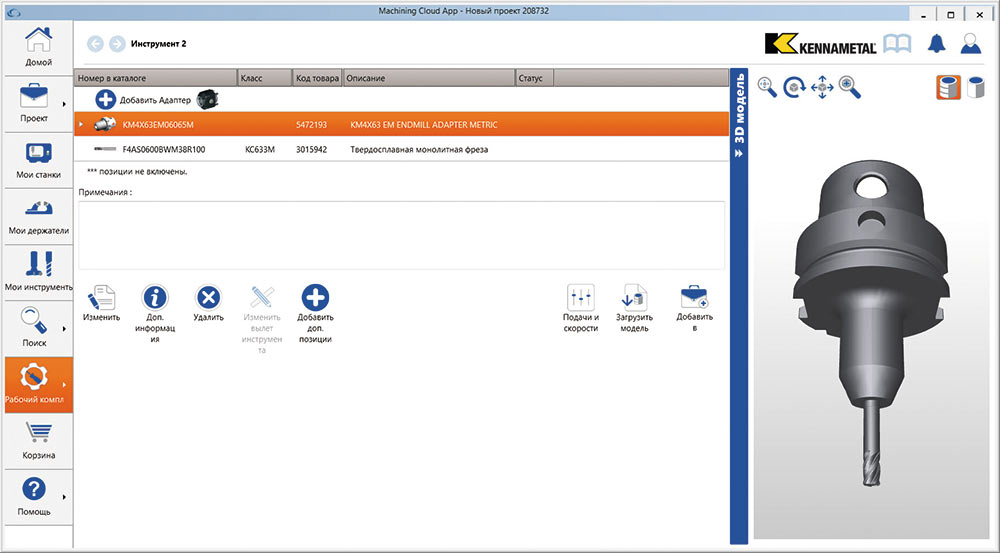
Интерфейс приложения Machining Cloud
Одним из наиболее перспективных аспектов применения Machining Cloud является автоматизация подбора инструмента и режимов резания непосредственно из CAMсистемы, которая передает параметры распознанных конструктивных элементов 3Dмодели обрабатываемой детали в облако, а обратно получает список инструментов и рекомендованные значения режимов обработки. Причем нужно отметить, что импортированные инструменты не только служат для последующего расчета траекторий и верификации, но и снабжены каталожными номерами, что значительно облегчает работу технолога, отвечающего за выбор и приобретение инструмента, необходимого для выполнения текущего производственного задания.
Примечательно, что Machining Cloud уже наполняется данными со стороны таких известных производителей, как Iscar, KENNAMETAL, Mitsubishi, HORN, WIDIA. Виртуальные инструменты и оснастка, в свою очередь, доступны пользователям программных продуктов Vericut, ESPRIT, NCSIMUL, IMSverify, Mastercam, NX и TopSolid.
Верификация
В настоящее время любая САМсистема имеет функции для проверки правильности созданных траекторий. Наверное, так было не всегда и, смею предположить, что первые программы ограничивались лишь расчетом траектории, а графические результаты выводились на плоттер или вовсе прочерчивались на «миллиметровке». Развитие модулей верификации началось с появления трассировки, или бэкплота (backplot), позволяющей программисту отслеживать перемещения центра режущего инструмента. Бэкплот используется и сегодня для предварительной оценки рассчитанных траекторий и настройки технологических параметров операции. Окончательная проверка обычно осуществляется с помощью верификации и симуляции.
Инструменты верификации предоставляют программисту прекрасные возможности для наглядной проверки траектории движения инструмента, оценки качества и общей технологии изготовления детали. Основной смысл верификации заключается в демонстрации процесса удаления материала заготовки и возможности изучить окончательный результат работы системы — виртуальную модель изготовленной детали.
Два десятка лет назад качество графики оставляло желать лучшего, использовалась так называемая растровая верификация. Затем, с развитием видеокарт и графических компонентов, большинство CAMсистем обзавелось более продвинутой технологией на базе формата STL. Теперь полученную модель можно рассмотреть с разных сторон, оценить, все ли элементы выполнены правильно и нет ли зарезов, сохранить результат в файл, измерить габариты и даже разглядеть гребешки на материале, оставшиеся от прохождения режущего инструмента.
Помимо трудностей дальнейшего использования STLфайлов (например, при передаче в CADсистему), верификация характеризуется следующими недостатками:
- невозможно проверить созданные траектории на столкновения рабочих органов станка (друг с другом, корпусом, заготовкой, приспособлением), так как при классической верификации в процессе участвуют лишь заготовка и режущий инструмент (часто даже без патрона/державки);
- контролируется не готовая управляющая программа, а всего лишь промежуточный CLфайл траектории (до постпроцессирования).
Решение проблем верификации привело к появлению целого отдельного класса программных продуктов (Vericut, NCSimul, IMSverify и др.), симулирующих обработку, то есть позволяющих «независимо» от CAM проверять код УП в виртуальной станочной среде. Интересно, что сегодня лишь незначительное число CAMсистем может похвастаться возможностью полноценной симуляции и еще меньше таких, которые поддерживают работу с G/Mкодом УП.
Дальнейшее развитие модулей верификации и симуляции обработки предполагает увеличение быстродействия и повышение качества графического процесса. Очевидно, что чем быстрее пользователь получит результат в виде виртуально обработанной детали, тем быстрее сможет внести коррективы и перейти к реальному производству. В идеале — видеть высококачественное «превью» состояния заготовки сразу же после завершения расчета траектории.
Что касается качества, то можно выделить три направления совершенствования. Вопервых, как было уже сказано ранее, верификация и симуляция позволяют разглядеть гребешки и риски на материале, оставшиеся от прохождения режущего инструмента. Проблема заключается в том, что мы имеем дело с идеальными объектами и не учитываем реальной динамики станка. Если бы симулятор CAMсистемы учитывал ускорение и замедление рабочих органов, то получаемая картина максимально соответствовала бы фактическому результату обработки на станке. Вовторых, давайте вспомним о фотореалистичном рендеринге в CAD или качестве графики современных компьютерных игр и на секунду представим, что подобные эффекты достижимы в процессе симуляции обработки. Втретьих, пользователям требуются более детализированные виртуальные модели станков.
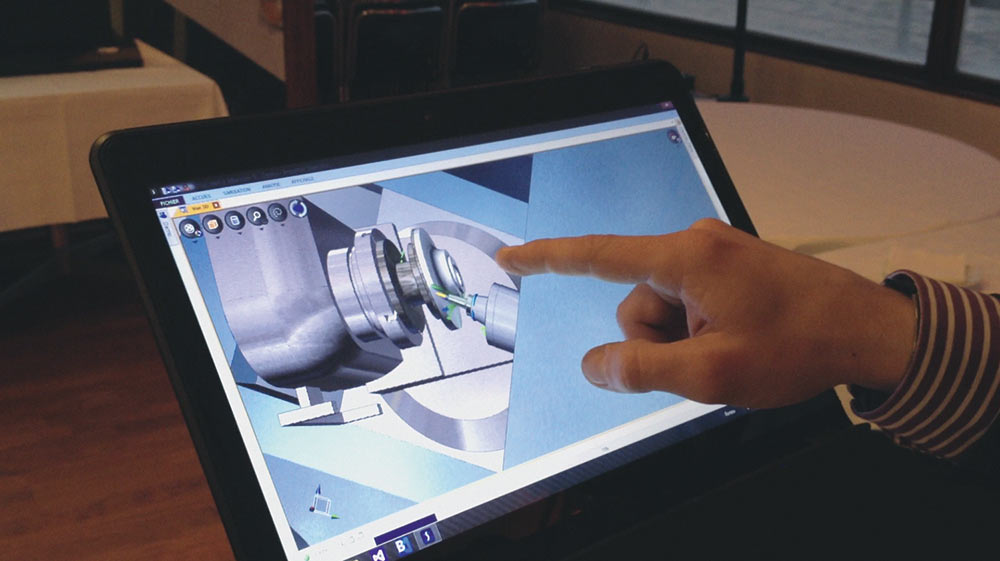
Симуляция обработки на планшетном компьютере
3Dпечать пластиком стала достаточно массовым явлением, однако эксперты считают, что 3Dпринтеры, печатающие металлом, — это машины, которые понастоящему собираются бросить вызов традиционным технологиям производства. Учитывая активное развитие аддитивного производства, в том числе появление перспективных «гибридных» станков, напрашивается вывод о том, что через тричетыре года модули симуляции большинства CAMсистем будут способны имитировать процесс «наплавки», или добавления материала. Уже сейчас эта возможность доступна разработчикам CAMсистем, использующих программные компоненты (ядра) для симуляции обработки от компаний MachineWorks и ModuleWorks.
Еще одним перспективным направлением развития симуляторов обработки является использование программных библиотек систем ЧПУ, например Fanuc или Sinumerik. В этом случае достоверность верификации будет практически стопроцентной, так как используется родная «математика» станка, а не обратный постпроцессор.
Постпроцессирование
Постпроцессор — программа, которая преобразует файл траектории движения инструмента и технологических команд (промежуточный файл), сформированный САМсистемой, в файл УП в соответствии с требованиями конкретного комплекса «станок — система ЧПУ». В ряде отечественных систем постпроцессоры какоето время назывались паспортами.
Для того чтобы абстрагироваться от большого разнообразия станков, систем ЧПУ и языков программирования обработки, САМсистема генерирует промежуточный файл, содержащий информацию о траектории, угле поворота инструмента (в случае многокоординатной обработки) и обобщенные команды управления станком. Обычно этот промежуточный файл называется CLфайлом (Cutter Location) или CLDATAфайлом.
Далее в работу вступает постпроцессор. Он преобразует этот промежуточный файл в программу обработки в строгом соответствии с форматом программирования конкретного станка с ЧПУ.
Такая технология позволяет программисту во время проектирования обработки в САМсистеме не задумываться о том, на какой конкретно станок попадет УП и каков будет ее формат. Ему необходимо лишь выбрать постпроцессор, соответствующий определенному станку с ЧПУ, и тот возьмет на себя всю работу по созданию программы обработки определенного формата.
Откуда же взялась идея постпроцессирования, и почему до сих пор в этой области существуют проблемы? По идее, разработчики станков и систем ЧПУ должны соблюдать стандарты Ассоциации электронной промышленности (EIA) и Международной организации стандартизации (ISO). To есть одинаковые Gкоды на разных станках с ЧПУ должны выполнять одну и ту же функцию. В принципе, эти стандарты соблюдаются, но только для основных команд станка, например для включения СОЖ, линейной и круговой интерполяции.
Если же дело доходит до других команд, постоянных циклов и специальных функций, то приверженность определенному стандарту практически отсутствует. Это приводит к невозможности правильного исполнения одной и той же УП на разных станках с ЧПУ. К этой проблеме прибавляется другая — постоянная «гонка» производителей оборудования с ЧПУ. В условиях жесткой конкуренции станкостроительные компании создают всё более сложные станки, а разработчики систем ЧПУ придумывают новые циклы и функции. В результате серьезные отличия в формате УП могут быть замечены даже у станков одной фирмы, но разных моделей.
Постпроцессирование, пожалуй, одна из самых консервативных областей CAM. Тем не менее и здесь можно проследить определенную эволюцию.
Когда появились первые САМсистемы, то для работы с конкретным станком с ЧПУ разрабатывался индивидуальный постпроцессор, который представлял собой исполняемый файл. Индивидуальный постпроцессор мог быть создан только опытным программистом (именно программистом, а не технологомпрограммистом) путем длительного общения со станочником для выяснения всех нюансов работы с определенным станком. После этого проходили испытания и доводка индивидуального постпроцессора «до ума». В результате постпроцессор выполнял свои функции, но процесс его создания был очень долгим, мучительным и дорогим. Изменения в таком постпроцессоре мог сделать только сам авторразработчик.
В 7080х годах прошлого века наблюдался значительный подъем автоматизированного машиностроения. Как грибы после дождя стали появляться новые станки с различными системами ЧПУ. Возник огромный спрос на технологическое программное обеспечение и CAD/САМсистемы.
Программисты просто не успевали разрабатывать новые индивидуальные постпроцессоры, что подтолкнуло их к автоматизации собственного труда. Появилась идея создания обобщенных постпроцессоров для разных станков с одинаковой системой ЧПУ. В этом был смысл: при работе с системой ЧПУ одной фирмы даже на разных станках отличия в УП будут минимальными, значит, и изменения, которые нужно внести в исполняемый файл, тоже будут незначительными.
Классический постпроцессор, находящийся на службе современной САМсистемы, состоит из нескольких файлов. Вопервых, это исполняемый файл — программа. Исполняемый файл занимается преобразованием данных промежуточного CLфайла в кадры УП. Преобразование осуществляется по некоторым правилам, отличным для разных станков и систем ЧПУ. Эти правила, или алгоритмы преобразования, находятся во втором файле — текстовом.
Текстовый файл написан на специальном скриптовом языке, который может быть изменен в случае необходимости самим технологомпрограммистом в любом текстовом редакторе. Вносить какиелибо изменения в исполняемый файл не требуется. Как правило, с САМсистемой поставляется набор таких текстовых файлов, которые описывают правила для преобразования промежуточных файлов в программу обработки для нескольких десятков различных станков и систем ЧПУ. В данном случае постпроцессором можно смело называть именно текстовый файл. Исполняемый же файл является модулем САМсистемы и работает незаметно для пользователя. В некоторых САМсистемах присутствует и третий файл, необходимый для постпроцессирования. Этот файл также является текстовым. Он предназначен для ввода дополнительных условий и передачи специальной информации в управляющую программу.
Видеоприложение к статьеСмена парадигм: Концепция Industry 4.0: https://youtu.be/4lDZrXcfihM Будущее производства от Siemens: https://youtu.be/P9akTfuZoSc Облачная CADсистема Onshape: https://youtu.be/Zw_bXaiQztI От дизайна до детали с Autodesk Fusion 360: https://youtu.be/eaVb4NiVazM
Железо: Работа гибридного станка: https://youtu.be/s9IdZ2pI5dA Новая система ЧПУ компании MAZAK: https://youtu.be/iOLWSUr3bI Возможности CELOS: https://youtu.be/2Ns2OzinseY Возможности системы ЧПУ OKUMA OSP: https://youtu.be/k0Ho_Zkw7VA
Процесс: Особенности новой CAMсистемы NCSIMULCAM: https://youtu.be/CHtqrA0YbY Процесс виртуальной наладки в ESPRIT TNG: https://youtu.be/R0JXLTuxnds Vortex и MachineDNA: https://youtu.be/HVS_lnnxdbg
Интерфейс: Работа в Onshape на iPad Pro: https://youtu.be/nDmmGG1fQd4 Edgecam и тачинтерфейс: https://youtu.be/XvLppa9RLvQ Фрагмент фильма Стивена Спилберга «Особое мнение»: ESPRIT и контроллер Kinect: https://youtu.be/JBWT31xM3H8
CAD: Прямое моделирование в hyperMILL: https://youtu.be/9DxrvjMGbI Интеграция КОМПАС3D и ESPRIT: https://youtu.be/CJaPQzcjM3E Распознавание элементов в FeatureCAM:https://youtu.be/yFKnswJDXWQ Прямое моделирование в TopSolid:https://youtu.be/n1g0943T39A
Траектории: ProfitMilling — ВСО в пяти осях: https://youtu.be/PELVyHWF0fI iMachining 3D:https://youtu.be/0qWaGqqw0A Adaptive Clearing: https://youtu.be/_N5VaTchhys Dynamic Motion: https://youtu.be/cOQzvTZWE0U
Интеллект и автоматизация: FBM в NX: https://youtu.be/CouvkCNlKik KBM в ESPRIT:https://youtu.be/SoiK4wIfDnw Автообработка в Edgecam: https://youtu.be/tZuVDP0y0lo Модуль CAMExpert ADEM: https://youtu.be/FZ6b6VtUKA
Инструмент: Подбор инструмента в MachiningCloud: https://youtu.be/Lgw5gWywBEU Первый взгляд на Adveon от Sandvik: https://youtu.be/H2Osyr0G5r4
Верификация: Симуляция аддитивной обработки MachineWorks: https://youtu.be/VldmUzTDCMs Симуляция аддитивной обработки в SprutCAM 10: https://youtu.be/H_xETChcoyU «Композитная» симуляция в Vericut: https://youtu.be/aAZ7lwCnGww Симуляция на основе «математики» системы ЧПУ: https://youtu.be/jNL3XpC5kjE |
К сожалению, разработчики САМсистем не придерживаются единого стандарта для формирования промежуточных CLфайлов. В результате текстовый файл с описанием алгоритмов преобразования (постпроцессор) одной САМсистемы будет абсолютно бесполезен для использования внутри другой САМсистемы. Для разработки даже такого текстового постпроцессора «с нуля» необходимы глубокие знания самой системы и принципов преобразования исходных данных. Поэтому пользователю предоставляется набор базовых постпроцессоров с редактируемыми переменными. Работая с этими переменными, пользователь может самостоятельно настроить постпроцессор для имеющегося станка.
Сегодня наиболее эффективным и простым решением проблем постпроцессирования на предприятии является использование универсального постпроцессора или так называемого генератора постпроцессоров.
Генераторы постпроцессоров бывают двух видов: те, что работают внутри определенной CAMсистемы, и независимые, способные «перерабатывать» CLфайлы разных (но, к сожалению, не всех) САМсистем. Генератор постпроцессора обычно предлагает пользователю интуитивнопонятный графический интерфейс, позволяющий быстро и наглядно построить кинематическую схему станка и задать типовые параметры системы ЧПУ. Однако и в этой бочке меда можно найти ложку дегтя: фактически, генераторы постпроцессоров генерируют всё тот же самый файл на скриптовом языке — шаблон, который, скорее всего, придется «править ручками», если ваш станок не самый простой или требуется «тонкая» настройка формата и циклов УП. Эта же проблема затрагивает и те генераторы, которые умеют работать с CLфайлами нескольких CAMсистем.
Вспоминая о возрастающей роли кинематической модели станка, отмечу, что последние пять лет наблюдается тенденция искусственного объединения файла постпроцессора и файлов, отвечающих за построение виртуальной модели станка, ограничений и зависимостей его рабочих органов. Это делается для упрощения работы пользователя CAMсистемы, который выбирает некий общий файл станка, а тот «подтягивает» сборку. Хотя, конечно, было бы здорово иметь вообще один файл, содержащий постпроцессор и виртуальную модель станка.
Проблема, которая существует в области постпроцессирования, также заключается в том, что языки, основанные на APT, не вполне пригодны для работы с новейшим токарнофрезерным оборудованием, ведь разработка системы APT началась в MIT (Массачусетский технологический институт) еще в далеких 1950х годах. Поэтому не удивительно, что в CAMсистемах то и дело появляются специальные плагины, помогающие адаптироваться к автоматам продольного точения, роботам, центрам с несколькими шпинделями и головками, а некоторые из производителей даже придумывают особые форматы и конверторы (например, MORIAPT), облегчающие программирование собственных станков.
Разработка постпроцессоров является одной из статей дохода для всех, кто так или иначе связан с рынком CAMсистем, и в последние годы существенно выросла доля сертифицированных и «закрытых» (для редактирования пользователями) постпроцессоров.
CAM 2020: выводы и прогнозы
- Большинство CAMсистем перейдет на новую концепцию использования кинематической модели станка и станочных данных при расчете операций обработки.
- Базовые уровни (например, для 2,5осевого фрезерования) значительной части CAMсистем станут бесплатными.
- CAMсистемы будут тесно интегрированы с различными облачными сервисами для подбора режущего инструмента и оснастки, а также для получения рекомендаций по режимам резания.
- Технологии FBM и KBM начнут успешно применяться в многоосевой обработке.
- Модули KBM научатся давать оценку эффективности применения того или иного варианта обработки.
- CAMсистемы с модулями ВСО научатся рекомендовать оптимальные режимы для высокоскоростной обработки.
- CAMсистемы начнут более активно портироваться в системы ЧПУ. Программное обеспечение систем ЧПУ начнет играть гораздо большую роль в конкурентной борьбе производителей станков.
- В CAMсистемах будет обеспечена широкая поддержка операций аддитивной обработки и их симуляции.
- Начнется реальное использование CAMсистем на планшетных компьютерах.
- В модулях симуляции обработки появится фотореалистичная графика.
Пожалуйста, примите участие в опросе «Будущее CAMсистем» на портале planetacam.ru, выразите свое согласие или несогласие по каждому из пунктов представленного прогноза. Ваше мнение очень важно для нас!
Литература
- Ловыгин А.А. Современный станок с ЧПУ и CAD/CAMсистема. Четвертое издание. ISBN: 9785970601235.
- Презентация Thinking About Tomorrow, EWC2015, Dan Frayssinet, DP Technology.
- Михаил Ваннах. Промышленность четвертого поколения: 3/4 глобального бизнеса уже «подсели» на «интернет вещей» // КОМПЬЮТЕРРА. http://www.computerra.ru/87393/.
- Глобальные тренды в мировой промышленности. Инициатива Industrie 4.0 // ЛОГИСТ. http://logist.ru/articles/globalnyetrendyvmirovoypromyshlennostiiniciativagermaniiindustrie40.
- Fundamentals of Metal Machining and Machine Tools. Winston A. Knight, Geoffrey Boothroyd.
- Материалы сайтов: http://rosfrezer.com, http://mirznanii.com, http://www.axispanel.ru, http://www.bizhit.ru, http://www.tadviser.ru, https://ru.wikipedia.org.

