
Основы инженерных расчетов литья термопластов: технологические параметры
Для моделирования процесса литья под давлением термопластичных материалов необходимо определить технологические условия расчета, которые, хотя и являются аналогами технологических параметров, задаваемых в системе управления литьевой машины и вспомогательного оборудования, в ряде случаев имеют существенные отличия от них. Корректное задание технологических условий и учет различий параметров, указываемых при расчете и в реальном процессе литья, имеют большое значение для правильной интерпретации полученных в результате моделирования данных при прогнозировании дефектов или анализе причин брака, а также при воспроизведении рассчитанного технологического режима в литьевом производстве.
В данной публикации рассматриваются основные технологические параметры, задаваемые при 3Dрасчете литья термопластов под давлением в продуктах Moldex3D R13 компании CoreTech System [1].

Мастер технологического режима
Технологические параметры литьевого процесса задаются в Moldex3D с помощью Мастера технологического режима (рис. 1) с использованием нескольких методов. Так называемый метод CAE применяют в том случае, когда требуемые характеристики литьевой машины определяются в ходе расчетов. В методах «для литьевой машины» (по времени или по профилю скорости впрыска) предполагается, что известна модель термопластавтомата. Она может быть выбрана из базы данных Moldex3D, или ее характеристики могут быть указаны перед проведением расчетов.
Для некоторых литьевых машин технологический процесс в Moldex3D может быть определен в том виде, в каком он задается в контроллере термопластавтомата. В этом случае в Мастере технологического режима воспроизводится интерфейс контроллера (рис. 2).
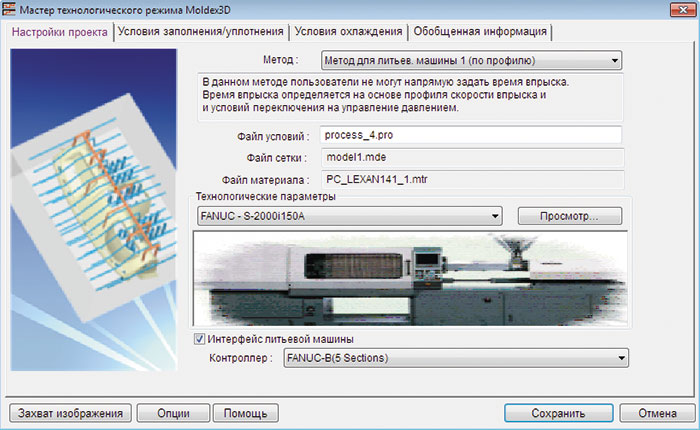
Рис. 1. Мастер технологического режима Moldex3D
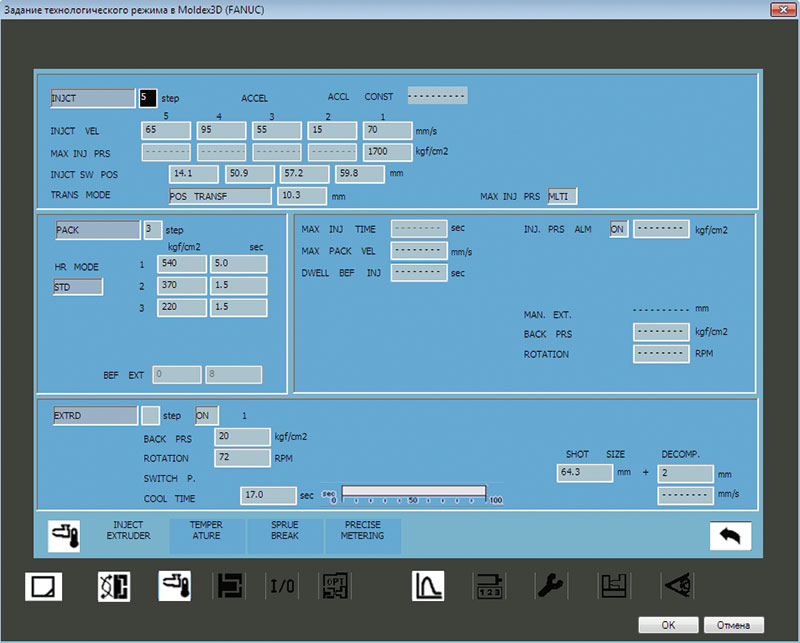
Рис. 2. Интерфейс контроллера литьевой машины Fanuc-S2000i в Мастере технологического режима Moldex3D
Технологические параметры стадии впрыска
Объемная скорость впрыска (ей соответствует линейная скорость поступательного движения шнека) относится к важнейшим технологическим параметрам процесса литья термопластов под давлением. Скорость впрыска влияет на уровень диссипативного тепловыделения в полимерном расплаве при сдвиговом течении в каналах литниковой системы и оформляющей полости и определяет температуру фронта расплава для заданной конструкции изделий малой или средней толщины. При уменьшении толщины стенки скорость впрыска должна быть увеличена, так как это позволяет компенсировать (за счет увеличения диссипации тепла в расплаве) повышенные потери тепла в процессе течения расплава. При большой толщине оформляющей полости скорость охлаждения внутренних слоев крайне мала, а диссипативное тепловыделение при сдвиговом течении расплава незначительно, поэтому для толстостенных изделий скорость впрыска не оказывает существенного влияния на температуру фронта расплава.
От скорости впрыска зависят внешний вид, слоевая структура отливки, термические и ориентационные остаточные напряжения, усадка, механические свойства и другие характеристики качества литьевого изделия [2]. Слишком высокая или низкая скорость впрыска может вызвать различные виды неустойчивого заполнения [3] и прочие проблемы.
В Мастере технологического режима скорость впрыска задается так же, как и в реальных литьевых машинах: в виде профиля со ступенчатым (рис. 3) или линейным изменением скорости впрыска. В последнем случае для построения профиля используется так называемая полилиния. В Moldex3D автоматически учитывается сжатие расплава в материальном цилиндре при впрыске под действием давления.
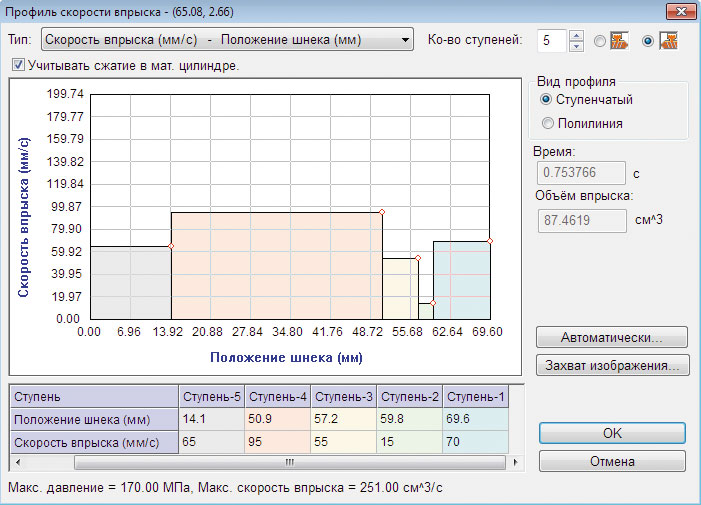
Рис. 3. Задание ступенчатого профиля скорости впрыска
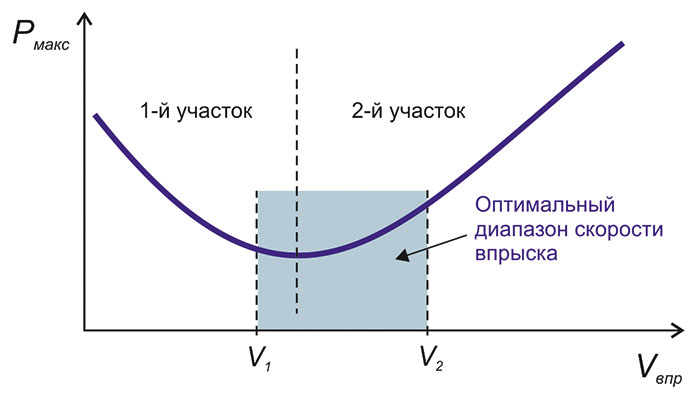
Рис. 4. Зависимость максимального давления расплава
при впрыске (Pмакс) от объемной скорости впрыска (Vвпр)
с участками снижения давления (1-й участок) и повышения давления (2-й участок) при повышении скорости впрыска и оптимальный диапазон скорости впрыска (от V1 до V2)
Давление впрыска, определяющее предельное давление на стадии впрыска, задается в виде профиля как в реальном процессе литья, так и в условиях моделирования. В реальном производстве давление впрыска применяется для предотвращения так называемого пикового давления, опасность возникновения которого высока во время настройки литьевого процесса, а также в процессе производства при высокой нестабильности реологических характеристик полимерного сырья. При выполнении расчетов для большей части задач давление впрыска можно задать равным 100% от допустимого максимального давления при впрыске, которое оценивается, исходя из максимального давления литьевой машины с учетом ее износа, а также особенностей модели отливки (например, с литниковой системой или без литниковой системы).
Поскольку на стадии впрыска в условиях нормального процесса (в отсутствие неустойчивого течения и запирания воздуха в оформляющей полости) давление расплава на фронте потока равно атмосферному давлению, максимальное давление при впрыске равно потерям давления по длине потока. Зависимость максимального давления при впрыске от скорости впрыска (в широком диапазоне скоростей впрыска) имеет вид функции с минимумом (рис. 4): снижение давления на первом участке определяется уменьшением толщины застывшего пристенного слоя (изза повышения диссипации при течении расплава), тогда как повышение давления на втором участке связывают, главным образом, с увеличением напряжений сдвига изза высоких скоростей сдвига [4].
Температура расплава при расчете задается постоянной величиной для входа в оформляющую полость, впускной литниковый канал, литниковую систему или в начале дозы расплава (в предсопловой области материального цилиндра литьевой машины) в зависимости от того, какие из этих участков представлены в модели отливки. По умолчанию она соответствует температуре расплава, рекомендуемой изготовителем термопластичного материала, и обычно равна среднему значению его температурного диапазона.
Диапазон температур переработки марки термопласта приводится в базе данных Moldex3D в соответствии с рекомендациями изготовителя материала. Поскольку не существует общепринятой методики определения минимального и максимального значений температур расплава, они оцениваются на основе комплексного подхода, учитывающего практический опыт и данные по особенностям реологического поведения, стабильности химической структуры и состава, а также по эксплуатационным характеристикам получаемых изделий.
При литье конкретного изделия диапазон температур расплава, обеспечивающих получение качественной продукции, оказывается гораздо более узким по сравнению с рекомендуемым температурным диапазоном.
Температура расплава оказывает очень большое влияние на результаты моделирования, особенно для материалов с сильной зависимостью вязкости от температуры (temperature sensitive). Для таких материалов повышение температуры приводит к существенному увеличению длины затекания расплава в оформляющей полости. В общем случае увеличение температуры расплава способствует повышению качества спаев, снижению остаточных напряжений, но может вызывать термоокислительную деструкцию для материалов с малой термостабильностью. Для предотвращения деструкции при задании температуры расплава необходимо учитывать время пребывания термопластичного материала при температуре переработки, а также особенности регулирования температуры расплава в реальном литьевом процессе.
На рис. 5 приведена типичная диаграмма «температура расплава — время пребывания при температуре переработки» для литьевых термопластов со сравнительно высокой термической стабильностью и указаны характерные проблемы стадии пластикации.
Для обеспечения температурной однородности расплава минимальное время его пребывания в материальном цилиндре должно составлять около 4 мин [5]. Для термопластов с низкой термической стабильностью (таких как непластифицированный ПВХ, термопластичный полиуретан, гомополимер формальдегида и пр.) максимальное время пребывания при минимально рекомендуемой температуре переработки уменьшается до 610 мин.
Общее время пребывания термопластичного материала при высокой температуре складывается из времени пребывания в каналах шнека, в предсопловой области перед шнеком на стадиях пластикации, впрыска и выдержки под давлением, а также в горячеканальной литниковой системе. Время пребывания при высокой температуре может значительно увеличиваться, если максимальный объем впрыска литьевой машины намного превосходит объем дозы материала, необходимой для получения изделия (с учетом стадии подпитки), а также если суммарный объем изделий, получаемых в форме, намного превышает объем горячеканальной литниковой системы.
Расчетное время пребывания термопластичного материала в горячеканальной литниковой системе выводится на странице обобщенной информации Мастера технологического режима.
Понятие температуры расплава широко используется в технологической литературе, однако в реальном процессе литья под давлением при стандартной комплектации литьевых машин контролируется только температура материального цилиндра вблизи его внутренней поверхности, а собственно температура расплава в каналах шнека и в предсопловой области зависит от большого количества факторов. Температура расплава внутри дозы впрыска существенно изменяется в зависимости от координаты точки как по длине дозы, так и в направлении ее диаметра, а также во времени.
![Рис. 5. Диаграмма «температура расплава (Тр) — время пребывания при температуре переработки (tT)» для термопластов со сравнительно высокой термической стабильностью и характерные проблемы стадии пластикации; Tp мин — минимальная температура расплава, Tp макс — максимальная температура расплава (на основе [5])](/archive/sg/2016/1/6/5.jpg)
Рис. 5. Диаграмма «температура расплава (Тр) — время пребывания при температуре переработки (tT)» для термопластов со сравнительно высокой термической стабильностью и характерные проблемы стадии пластикации; Tp мин — минимальная температура расплава, Tp макс — максимальная температура расплава (на основе [5])
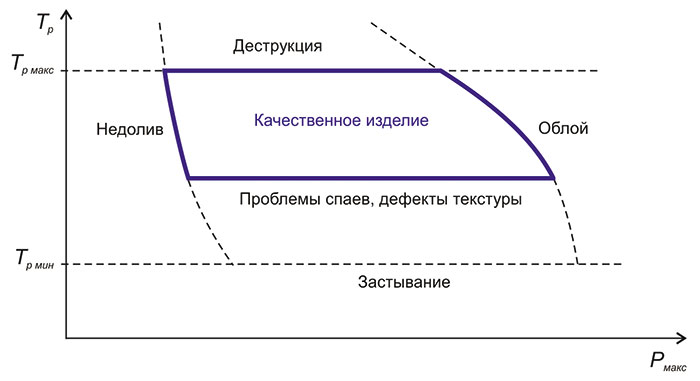
Рис. 6. Диаграмма «температура расплава (Tр) — максимальное давление при впрыске (Pмакс.)» и типичные проблемы литья; Tp мин — минимальная температура расплава, Tp макс — максимальная температура расплава

Рис. 7. Окно технологических параметров для горячеканальных сопел с запирающимися впусками («каскадное литье»)
На эти изменения влияют конструкция шнека и условия стадии пластикации (скорость вращения шнека, противодавление), характеристики термопластичного материала в гранулированном и расплавленном состоянии, износ шнека, а также условия стадии впрыска, конструкция изделия и формы [2]. Реальная температура расплава термопласта при пластикации может существенно превышать заданную температуру (на 520 °С и более). По этой причине «специальный диапазон» условий, приведенный на рис. 5, в большинстве случаев не позволяет получить качественное изделие, если ориентироваться на контролируемую температуру по зонам материального цилиндра.
Некоторые проблемы литья, обусловленные температурой расплава на входе в оформляющую полость формы и максимальным давлением при впрыске, представлены на рис. 6. Снижение максимального давления при впрыске или уменьшение температуры расплава приводят к недоливу, тогда как высокие значения максимального давления при впрыске являются причиной появления облоя изза высокого среднего давления в оформляющей полости. Нижняя часть температурного диапазона не позволяет получить нормальное качество спаев, снижает блеск отливки (при полированных формообразующих деталях) или приводит к дефектам текстуры и другим проблемам текстурированной поверхности изделия.
При использовании горячеканальных сопел с запорными клапанами в реальном литьевом процессе и при его моделировании в Moldex3D появляются дополнительные технологические параметры, обеспечивающие регулирование режима открытия и закрытия каждого сопла. В литьевых формах для «каскадного литья» («последовательного впуска») обычно процесс впрыска начинается через одно сопло, тогда как другие группы сопел открываются после прохождения фронтом расплава соответствующих мест впуска (рис. 7).
«Контрольные точки» в условиях расчета (см. рис. 7) задают моменты времени, соответствующие начальному состоянию, а также операциям открытия и закрытия сопла на стадиях заполнения и уплотнения. При регулировании режима открытия сопла по «фронту потока» указывается промежуток времени от момента прохождения фронтом потока заданного узла сетки (определяется автоматически) до открытия сопла.
К важнейшим технологическим параметрам процесса литья относится момент переключения с режима управления скоростью впрыска на режим управления давлением [45]. Этот параметр оказывает очень большое влияние на характер изменения давления в оформляющей полости (рис. 8) и определяет окончание стадии впрыска (промежуток времени от начала впрыска до момента переключения называется временем впрыска).
При позднем переключении на режим управления давлением и заданном высоком давлении впрыска возникает «пиковое давление» (рис. 8б), которое ведет к образованию облоя, снижению размерной точности, повышенным остаточным напряжениям в изделии, а также нередко вызывает поломки литьевой формы вследствие гидроудара.
![Рис. 8. Изменение давления в оформляющей полости формы (Рф) во времени (t) от начала впрыска при нормальном (а), позднем (б) и преждевременном (в) переключении на выдержку под давлением [5]](/archive/sg/2016/1/6/8.jpg)
Рис. 8. Изменение давления в оформляющей полости формы (Рф) во времени (t) от начала впрыска при нормальном (а), позднем (б) и преждевременном (в) переключении на выдержку под давлением [5]
Преждевременное переключение на режим управления давлением приводит к резкому снижению давления в литьевой форме — на графике зависимости давления в оформляющей полости от времени возникает локальный максимум давления (рис. 8в). Оставшаяся часть оформляющей полости заполняется при скорости течения расплава, которая определяется заданным профилем давления выдержки. При постоянном давлении выдержки происходит снижение скорости течения расплава, что ведет к уменьшению температуры фронта расплава изза пониженной диссипации тепла в расплаве. Последнее негативно влияет на качество изделия и может быть причиной недолива.
В производственной практике применяют несколько способов переключения на режим управления давлением [45]. Чаще всего используется переключение по положению шнека, которое обеспечивает высокую точность задания дозы впрыска при стабильных реологических характеристиках термопластичного материала.
В условиях расчета момент переключения может быть задан в процентах от объема отливки или положением шнека (если расчет выполняется для конкретной литьевой машины). Обычно момент переключения соответствует 9899% от объема отливки.
Технологические параметры стадии выдержки под давлением
Как для реального процесса литья, так и при моделировании стадии выдержки под давлением задается профиль давления выдержки со ступенчатым или линейным изменением давления во времени (рис. 9). Давление выдержки для каждой ступени может быть задано в абсолютных или относительных величинах (к максимальному давлению выдержки).
Начальное давление выдержки определяет скорость течения расплава в оформляющей полости в фазе заполнения после переключения на режим управления давлением. Низкое начальное давление выдержки при литье крупногабаритных, тонкостенных и других видов изделий может быть причиной охлаждения фронта расплава и, как следствие, вызывать поверхностные дефекты, высокие остаточные напряжения и прочие проблемы. Слишком высокое начальное давление выдержки приводит к высокой скорости течения расплава в конце процесса заполнения оформляющей полости, что также может стать причиной высоких остаточных напряжений и других проблем.
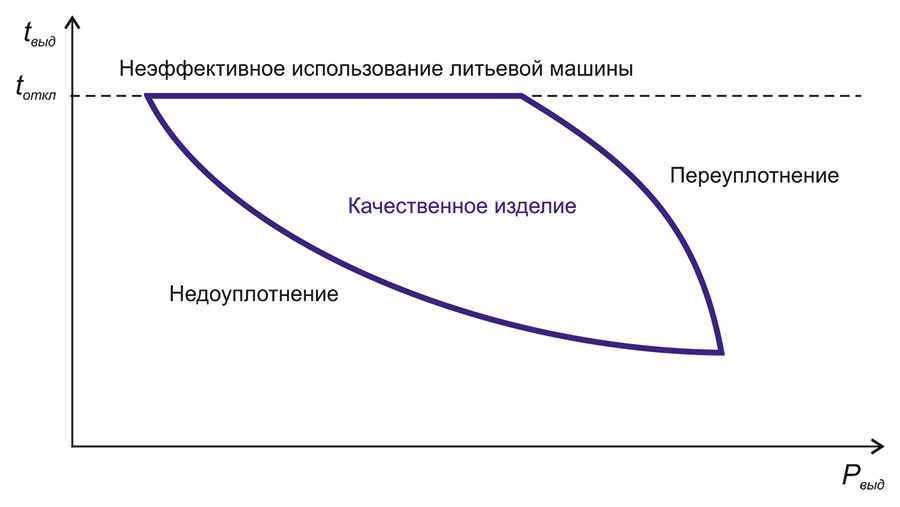
Рис. 10. Диаграмма «время выдержки под давлением (tвыд) — давление выдержки (Pвыд)» и проблемы уплотнения изделия
На рис. 10 представлена диаграмма «время выдержки под давлением — давление выдержки» и указаны типичные проблемы уплотнения изделия.
Время выдержки под давлением выбирается так, чтобы оно немного превышало время до отключения оформляющей полости от материального цилиндра. Во многих случаях (например, в холодноканальных многогнездных формах) отключение оформляющей полости происходит в момент застывания впускных литниковых каналов. Этот момент времени в расчете можно определить в автоматическом или ручном режимах несколькими методами: по стабилизации массы изделия во времени, по резкому снижению расхода расплава через литниковый канал и т.д.
Увеличение давления выдержки способствует снижению объемной усадки, что улучшает уплотнение относительно толстостенных областей, особенно в тех случаях, когда они удалены от места впуска. Одновременно с этим, высокое давление выдержки может приводить к негативным последствиям: переуплотнению относительно тонкостенных участков (в первую очередь тех, которые расположены вблизи впуска), повышению остаточных напряжений и другим проблемам [6].
Тип профиля давления выдержки (с постоянным давлением или со снижением давления) выбирается с учетом конструкции изделия, расположения впусков и особенностей термопластичного материала. Снижение давления выдержки в конце стадии подпитки позволяет снизить неравномерность уплотнения по длине изделия, однако может повысить неравномерность процесса кристаллизации для кристаллизующихся материалов, что повышает неравномерность усадочных процессов, коробление и высокие остаточные напряжения.
Технологические параметры нагрева и охлаждения формы
В самом простом варианте при моделировании процесса охлаждения отливки в Modex3D задается одинаковая температура формы.
Повышение температуры формы в пределах диапазона, рекомендуемого изготовителем термопластичного материала, позволяет увеличить длину затекания расплава в оформляющей полости, снизить скорость охлаждения и тем самым повысить качество поверхности изделия и уменьшить остаточные напряжения. Это повышает стойкость к растрескиванию аморфных материалов с высокой температурой стеклования (в частности, поликарбоната) и размерную стабильность литьевых изделий при хранении и эксплуатации, однако увеличивает технологическую усадку. Одной из проблем, связанных с высокой температурой формы, является появление следов от толкателей и локальные деформации в областях с затрудненным отводом тепла («горячих пятнах»), которые обычно возникают вблизи высоких ребер. Уменьшение температуры формы негативно влияет на внешний вид и прочность спаев, особенно для тонкостенных изделий.
При моделировании процесса охлаждения литьевой формы с учетом конструкции охлаждающих каналов в стационарных (для средней температуры в литьевом цикле) или нестационарных (при изменении температуры в цикле литья) условиях в качестве технологических параметров используются температура и расход хладагента (при наличии расходомера на производстве), определяемые для термостата формы (рис. 11). Расход хладагента подбирается так, чтобы течение хладагента в охлаждающих каналах было турбулентным (рекомендуемый диапазон числа Рейнольдса — от 5000 до 10 000).
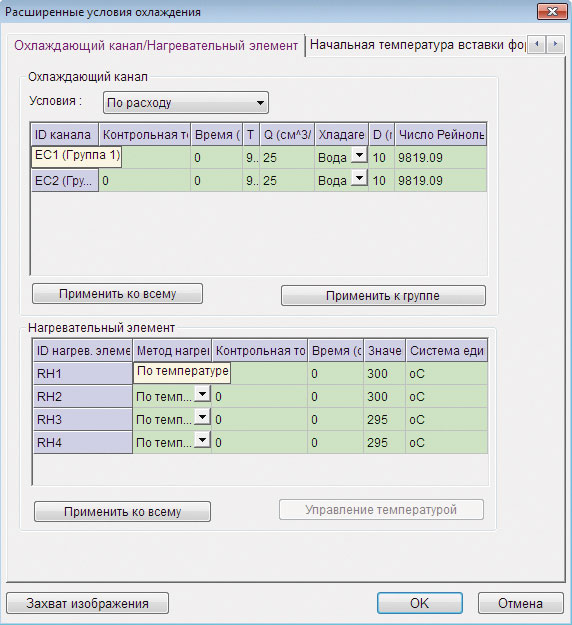
Рис. 11. Технологические параметры для охлаждающих каналов литьевой формы и нагревателей горячеканальной литниковой системы
Время выдержки на охлаждение задает промежуток времени от момента окончания стадии выдержки под давлением до начала раскрытия литьевой формы. Как правило, длительность выдержки на охлаждение должна обеспечивать охлаждение литьевого изделия до температуры выталкивания (она указана в базе данных в качестве одной из характеристик марки материала). Преждевременное извлечение изделия из формы приводит к его короблению. Толстостенные изделия, которые обладают достаточно высокой жесткостью (при использовании термопластичного материала с высоким модулем упругости), обычно можно извлекать из формы, не дожидаясь полного застывания их внутренних областей. Исключением являются изделия с высокими требованиями к размерной точности.
Увеличение времени выдержки на охлаждение способствует уменьшению коробления изделия (благодаря процессу релаксации напряжений), но снижает производительность литьевого оборудования, увеличивая время цикла литья.
При моделировании предварительного нагрева литьевой формы (такой расчет доступен для моделирования в нестационарных условиях) технологическим параметром является время нагрева формы от комнатной до рабочей температуры.
При выполнении расчетов тепловых процессов в горячеканальной литниковой системе в модуле Advanced Hot Runner учитываются конструкция нагревателей, металлических деталей горячеканального сопла и коллектора, области теплоизоляции, места расположения термодатчиков и метод регулирования температуры (по температуре, мощности нагревателя или с использованием ПИДрегулирования). В первых двух случаях к технологическим параметрам относится соответственно температура (см. рис. 11) или мощность нагрева. Для ПИДрегулирования задается целевая температура и коэффициенты усиления.
Мастер технологического режима Moldex3D позволяет задать несколько шагов нагрева и охлаждения формы в литьевом цикле для нестационарного расчета, что предоставляет широкие возможности при моделировании процесса литья с использованием различных методов регулирования температуры. Это обеспечивает, в частности, выполнение расчетов литья с вариотермическим термостатированием литьевой формы, при котором форма на стадиях впрыска и уплотнения имеет повышенную температуру (превышающую температуру выталкивания термопластичного материала), а на стадии охлаждения отливки в форме температура формы понижается до значений ниже температуры выталкивания. Литье с вариотермическим термостатированием формы позволяет повысить качество поверхности изделия и улучшить внешний вид спаев, не снижая производительности литьевого оборудования.
Моделирование стадии пластикации
Moldex3D включает модуль ScrewPlus (совместная разработка компаний Compuplast International и CoreTech System), предназначенный для моделирования и оптимизации стадии пластикации термопластичного материала, а также учета влияния технологических параметров этой стадии на температуру расплава. При расчете для стандартного шнека моделируются процессы плавления гранулированного материала, массо и теплопереноса в зонах питания, сжатия и дозирования с учетом технологического режима пластикации, особенностей термопластичного материала и конструкции шнека. Предусмотрен расчет для специальных шнеков, в том числе барьерных, с зоной смешения и прочих.
При моделировании стадии пластикации технологическими параметрами являются температура по зонам материального цилиндра, частота вращения шнека и противодавление. Результаты расчета температуры расплава на стадии пластикации могут использоваться при расчете стадии впрыска как входные данные.
Оптимизация технологических параметров
Диаграммы, показанные на рис. 5, 6 и 10, являются упрощенными представлениями «окна переработки» термопластичного материала — гипотетического диапазона условий, обеспечивающего требуемые характеристики качества продукции. Такие диаграммы можно получить, только зафиксировав другие параметры процесса. В реальном процессе литья под давлением диаграммы для двух или даже трех факторов не дают полной информации о приемлемом диапазоне технологических условий изза взаимодействия параметров и сложности механизмов формирования дефектов.
Характеристики качества изделий, получаемых литьем под давлением, хотя и зависят от технологических параметров процесса, в большой степени определяются локальными условиями полимерного материала (температурой, давлением, скоростью и направлением течения, скоростью охлаждения и др.) в конкретной области оформляющей полости. Эти характеристики претерпевают значительные изменения при переходе от одной области к другой изза влияния диссипации тепла при течении полимерного расплава, его сжимаемости, вязкоупругости, изменения геометрических условий (толщины стенки и прочих особенностей конструкции), неравномерности охлаждения и других факторов.
При формовании литьевого изделия происходят сложные структурные процессы, такие как кристаллизация (для кристаллизующихся термопластов), разрушение и ориентация волокнистых наполнителей, неравномерная концентрация волокнистых и дисперсных наполнителей под действием течения расплава, оказывающие очень большое влияние на качество продукции. Эти процессы также можно моделировать в Moldex3D. Условия течения и охлаждения являются причиной формирования слоевой структуры литьевых изделий.
Определение параметров технологического режима, обеспечивающего получение качественного изделия, и его оптимизация по одной или нескольким характеристикам качества осуществляется в ходе выполнения расчетов в несколько этапов. Их содержание и последовательность зависят от особенности задачи (термопластичного материала, конструкции изделия и литьевой формы, требований к размерной точности и прочего).
Вначале обычно выполняют «пробный» расчет при типичных условиях процесса, который дает необходимую информацию для выбора основных технологических параметров.
Одной из задач начального этапа работы является оценка скорости впрыска, обеспечивающей тепловой баланс при течении расплава в оформляющей полости для основной толщины стенки, поскольку скорость впрыска в большинстве случаев значительно влияет на все другие характеристики литьевого процесса [2].
Moldex3D включает несколько методов оптимизации технологических параметров литья под давлением. Для быстрых оценок полезны алгоритмы автоматического определения профилей скорости впрыска и давления выдержки, которые можно вызвать клавишей Автоматически... в Мастере технологического режима (рис. 3 и 9). Эти алгоритмы используют данные из предварительно выполненного расчета для той же модели отливки и марки термопластичного материала.
В модуле Expert можно получить рейтинг технологических параметров, влияющих на выходные характеристики процесса, и найти оптимальный режим литья с применением метода планирования эксперимента.
Автор выражает благодарность компании CoreTech System за предоставленную информацию.
Литература
- CoreTech System Co, Ltd. http://www.moldex3d.com
- Барвинский И.А., Барвинская И.Е. Использование профиля скорости впрыска для устранения дефектов литьевых деталей из термопластов. Практический семинар «Литье термопластов под давлением: экономическая эффективность и качество». Москва. 24 октября 2012. Препринт. — 9 с.
- Барвинский И.А., Барвинская И.Е. Проблемы литья под давлением изделий из ПМ: неустойчивое заполнение формы // Полимерные материалы. 2009. № 8. — С. 1421.
- Калинчев Э.Л., Калинчева Е.И., Саковцева М.Б. Оборудование для литья пластмасс под давлением: Расчет и конструирование. — М.: Машиностроение, 1985. 256 с.
- Йоханнабер Ф. Литьевые машины. Справочное руководство. Пер. с англ. под. ред. Э.Л. Калинчева. — СПб.: Профессия, 2009. — 400 с.
- Барвинский И.А., Барвинская И.Е. Проблемы литья под давлением изделий из полимерных материалов: уплотнение // Полимерные материалы. 2014. № 3. — С. 3

