
Внедрение программного комплекса автоматизированного раскроя UPNEST&UPEDITOR на Выборгском судостроительном заводе
Программный комплекс (ПК) автоматизированного раскроя UPNEST&UPEDITOR в настоящее время эксплуатируется на более чем 20 предприятиях отечественного судостроения. Среди них: ОАО «ПО Севмаш» (г.Северодвинск), ОАО «Центр Судостроения «Звёздочка» (г.Северодвинск), АО «Балтийский завод» (г.СанктПетербург), АО «Ярославский судостроительный завод» (г.Ярославль), ОАО «Центр судоремонта «Дальзавод» (г.Владивосток), ОАО «Завод «Нижегородский Теплоход» (г.Бор), АО «Красные Баррикады», Судостроительный завод (г.Астрахань).
Есть внедрения ПК UPNEST&UPEDITOR и на машиностроительных заводах, таких как АО «СевСталь» (г.СанктПетербург), ЗАО «Завод металлоконструкций» (г.СанктПетербург). Конструкторские бюро ОАО «Экспериментальная судоверфь» (г.Тюмень), ООО «ВолгоКаспийское ПКБ» (г.Нижний Новгород), ООО ФОРСС Технологии (г.СанктПетербург), ООО «Дизайн Группа РИКОШЕТ» (г.СанктПетербург) также приобрели ПК UPNEST&UPEDITOR, поскольку в последнее время стараются выполнить всё больше работ по подготовке производства, которые обычно делались на верфи. Одной из таких работ является раскрой листового металла с выдачей управляющих программ для машин тепловой резки с ЧПУ.
Программный комплекс UPNEST&UPEDITOR привлекает технологовсудостроителей мощным набором функций по компоновке карт раскроя и назначению маршрута резки (авторы ПК — программисты, всю жизнь работающие в области автоматизации технологической подготовки производства), хорошим знанием технологии резки металла на верфях России, реальной ценой и скрупулезной технической поддержкой. Следует отметить, что ПК UPNEST&UPEDITOR имеет собственное графическое ядро, что исключает необходимость приобретения лицензий на базовую графику, например AutoCAD. ПК UPNEST&UPEDITOR имеет интуитивный интерфейс пользователя и снабжен подробным руководством пользователя. Распространением программного комплекса занимается компания InterCAD — один из крупнейших системных интеграторов, специализирующийся на информационных решениях для судостроения и машиностроения. Именно специалисты InterCAD осуществили поставку UPNEST&UPEDITOR на некоторые предприятия АО «ОСК»: ОАО «ПО Севмаш», АО «Балтийский завод», а также АО «Красноярская судостроительная верфь». Обучение работе в комплексе проводится непосредственно разработчиками ПК.
Программный комплекс состоит из редактора раскроя UPNEST (с плагинами автоматического раскроя) и редактора управляющих программ тепловой резки UPEDITOR (с плагином автоматического назначения маршрута тепловой резки).
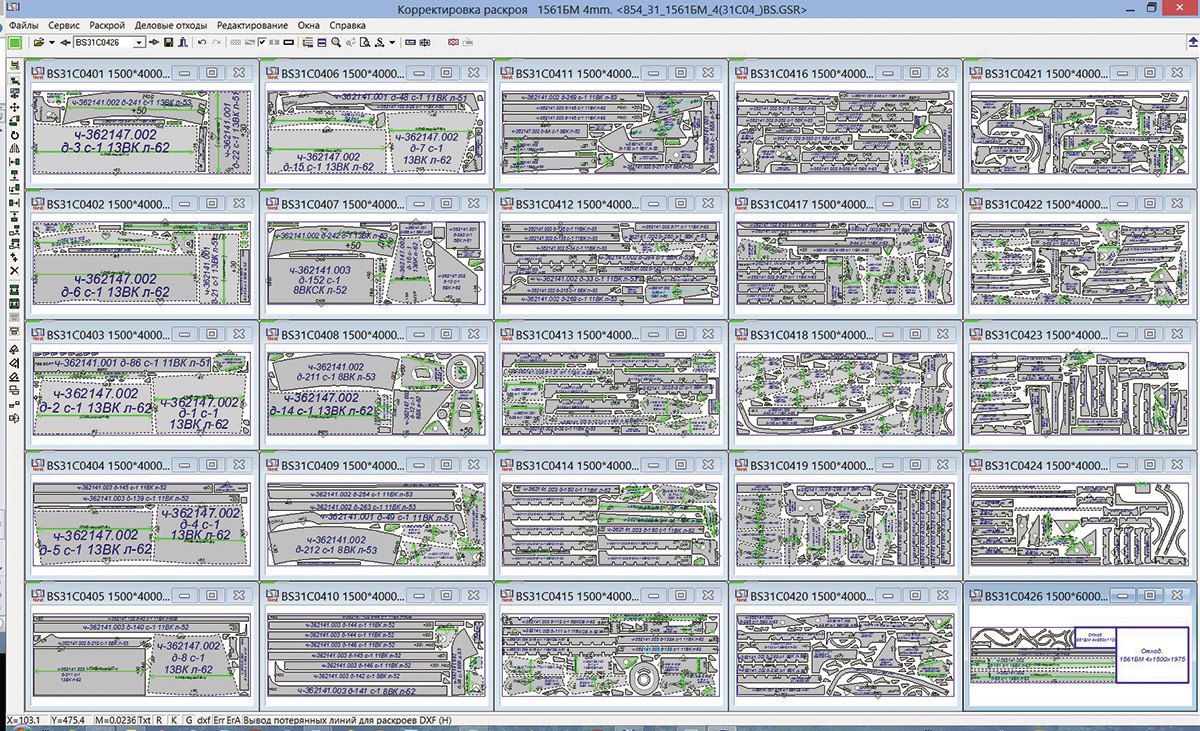
Рис. 1. Окно редактора раскроя UPNEST
Особенности редактора раскроя UPNEST
Редактор раскроя UPNEST — многооконный. Главным окном является окно редактора. Каждая карта раскроя отображается в отдельном дочернем окне (рис. 1). Детали могут перетаскиваться из одной карты раскроя в другую, а также из окна деталей (рис. 2) в выбранную карту раскроя с автоматической коррекцией положения детали.
Каждая деталь представляет собой замкнутый контур, возможно, с внутренними вырезами. Для выбора детали достаточно сделать «клик» в любой точке внутренней области детали.
В редакторе раскроя имеются такие автоматизированные команды, как сдвиг детали до упора в заданном направлении, совмещение заданных кромок двух деталей, автоматический докрой карты свободными деталями и др.
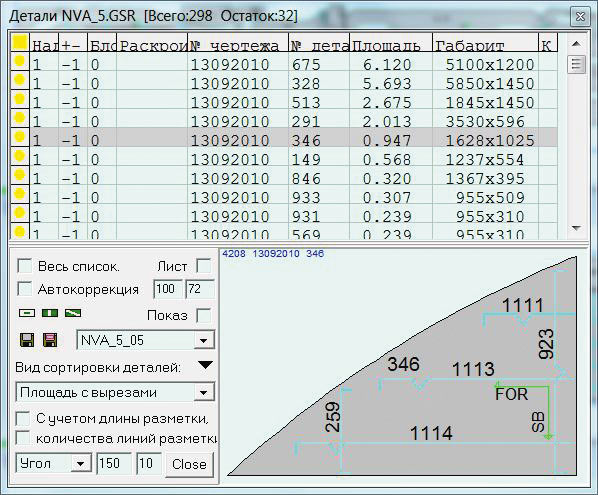
Рис. 2. Окно деталей
группы совместного раскроя
В модуле UPNEST реализован постоянный контроль пересечения деталей и полноты раскроя, а также неограниченный откат состояния сеанса раскроя. Предусмотрен контроль изменения геометрии раскроенных деталей в случае редактирования карты раскроя. Если маршрут резки был назначен ранее, а детали карты изменяют свое положение или удаляются, то маршрут резки корректируется автоматически.
Окно деталей (см. рис. 2) позволяет сформировать группу совместного раскроя из загруженных деталей, ввести недостающие реквизиты, установить порядок выборки деталей для автоматического раскроя и задать ограничения по размещению детали на листе металла.
В процессе раскроя выполняется учет использованного металла и деловых отходов. По окончании раскроя всего заказа можно выдать сводные ведомости по картам раскроя, использованным материалам и деловым отходам заказа в формате Microsoft Excel.
Особенности редактора управляющих программ тепловой резки (UPEDITOR)
Редактор управляющих программ UPEDITOR предназначен для контроля, редактирования, конвертирования и создания управляющих программ для машин тепловой резки. Исходными данными для программы служат группы совместного раскроя, созданные в редакторе раскроя UPNEST, управляющие программы в форматах ESSI, EIA, а также чертежи карт раскроя в формате DXF.
Создание управляющих программ тепловой резки
Последовательность вырезки деталей, обхода линий разметки и нанесения надписей может быть задана программой в автоматическом режиме. При назначении маршрута резки параметры входа и выхода инструмента могут быть заданы отдельно для входа с угла контура и для входа по касательной. Возможно назначение совмещенного реза. Во время назначения маршрута программа динамически проверяет возможность построения пробивки и мостиков исходя из заданных ограничений. Предусмотрен многоуровневый откат операций редактирования.
В режиме редактирования осуществляется правка программ, закодированных в форматах ESSI и EIA. Возможно перемещение и изменение параметров пробивок и мостиков, удаление и добавление пробивок и мостиков, изменение порядка вырезки деталей. Возможно и полное переопределение маршрута резки. Во время редактирования управляющей программы (УП) текст УП просматривается в специальном окне, при этом положение маркера на изображении карты раскроя синхронизировано с изображением текста программы (рис. 3).
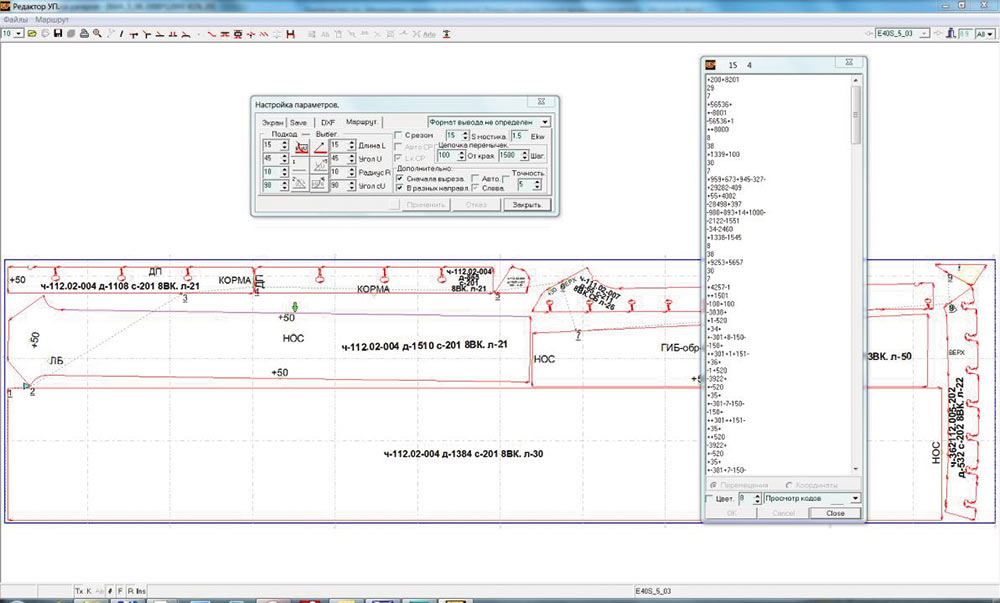
Рис. 3. Окно редактора UPEDITOR
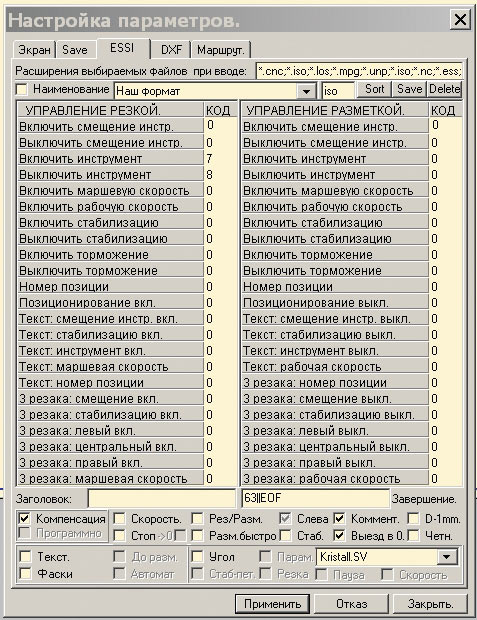
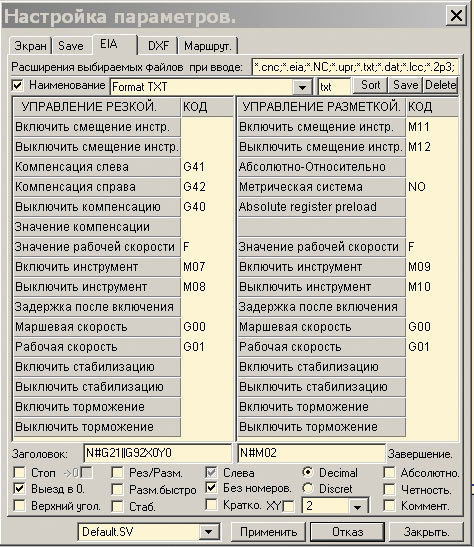
Рис. 4. Окно настройки формата УП
Редактор UPEDITOR выполняет косметическую корректировку программы (удаление малых отрезков и дуг), учитывает смещения инструмента и вводит команды торможения. По каждой управляющей программе доступна полная технологическая информация (время резки, длина реза, число пробивок и др.).
Управляющие программы других разработчиков можно перекодировать в форматы ESSI или EIA, учитывая особенности языка управляющих программ машин конкретного завода. Окно настройки формата УП приведено на рис. 4. Требуемые коды технологических команд, а также коды, вставляемые в начало и конец программы, задаются пользователем в диалоговом режиме. При выводе расстояние между деталями с совмещенным резом приводится в соответствие с шириной реза конкретной машины.
Создание управляющих программ тепловой резки с разделкой кромок
Модуль UPEDITOR позволяет создавать управляющие программы с командами обработки I, V, Y и Kфасок для поворотного однорезакового и трехрезакового блоков. Если параметры фасок определены в исходных DXFфайлах деталей, команды разделки кромок могут быть добавлены в УП в автоматическом режиме. Угловые петли и окна для настройки трехрезакового блока создаются автоматически, в соответствии с заданными параметрами. Для однорезакового поворотного блока можно создавать программы с обработкой Yфасок за два прохода.
Для обычного резака предусмотрена возможность компенсации конусности плазменной дуги при резке кромок с фасками путем добавления локального припуска (рис. 5). Величина локального припуска определяется автоматически (в зависимости от параметров фаски) или вручную для каждой кромки.
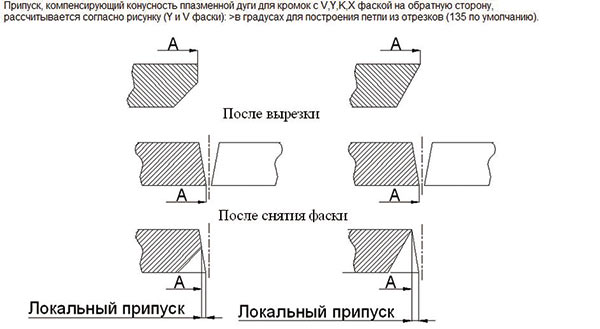
Рис. 5. Схема компенсации локальным припуском конусности плазменной дуги
На ПАО «Выборгский судостроительный завод» (входит в АО «Объединенная судостроительная корпорация» с 2012 года) редактор UPEDITOR применяется с 2000 года. Изначально он был приобретен для перекроя управляющих программ (УП), присылаемых заказчиками строящихся судов, на листы металла других габаритов, и в последующем стал применяться также для генерации УП при выполнении раскроя. До этого редактирование УП производилось вручную, что было весьма трудоемко. Зачастую требовалось повторное кодирование деталей и размещение в другой габарит листа с нуля. С помощью редактора UPEDITOR завод смог преобразовывать УП в DXF, осуществлять перекрой (средствами программ по работе с DXF) и генерировать новые УП.
Несколько обстоятельств побудили завод приобрести и полный ПК UPNEST&UPEDITOR:
- необходимость выполнения раскроя листовых деталей для строящегося ледокольного судна обеспечения проекта IBSV01, для которого РКД подрядчиком разрабатывается в CAD NUPASCADMATIC, а также для других проектов строящихся судов;
- новое оборудование тепловой резки (газорезательная машина Messer Оmnimat c поворотным резаком), приобретенное заводом;
- обеспокоенность наличием санкций Евросоюза, введенных против России, вследствие чего более дешевый и более функциональный ПК UPNEST&UPEDITOR российской разработки показался прекрасной альтернативой модулю раскроя Nestix (NUPASCADMATIC) и специализированному ПО для нового оборудования тепловой резки металла. Практика подтвердила правильность данной оценки.
В этих условиях на заводе в 2014 году было принято решение обновить до последней версии редактор UPEDITOR с расширением его функционала для генерации УП резки со снятием фасок. В 2015 году было приобретено 20 лицензий ПК UPNEST&UPEDITOR с обязательствами доработки ПО под требования импорта DXFдеталей из других САПР и создания постпроцессора для МТР Messеr Оmnimat, а также технической поддержки в течение двух лет.

Рис. 6. МТР Messer OmniMat в корпусообрабатывающем цехе завода
Несколько слов о машине тепловой резки (МТР) компании Messer Cutting System GmbH (Германия). Завод приобрел Messer Omnimat модели L5600 в 2014 году и произвел ее настройку совместно со специалистами компании Messer (рис. 6). Инженеры Технического центра произвели наполнение базы данных описанием конфигурации и параметров фасок, после чего началась полноценная эксплуатация МТР. Данная МТР наряду с резкой и разметкой обеспечивает программную маркировку деталей, а также снятие фасок одновременно с резкой. Вместе с МТР Messer Оmnimat поставляется программное обеспечение для подготовки управляющих программ резки (OmniWin и OmniBevel), позволяющее создавать УП тепловой резки, разметки, маркировки и снятия фасок из DXFфайлов деталей. Однако возможности этого ПО весьма ограниченны. Принять всю текстовую информацию, закодированную в атрибутах DXFформата детали, OmniBevel не в состоянии.
Как уже было отмечено, ПК UPNEST&UPEDITOR начинает свою работу с импорта DXFфайлов деталей, полученных из CADсистемы. В качестве такой CADсистемы может выступать Foran, Aveva, NupasCadmatic, Catia, Creo, Компас3D и др. При этом вся атрибутивная информация (количество деталей, марка материала, толщина и др.), введенная в эти файлы, извлекается из них и используется при формировании групп совместного раскроя (GSRфайлы).
Подрядчики завода, выполняющие рабочее проектирование для ПАО «Выборгский судостроительный завод», могут использовать различные CADсистемы и, соответственно, экспортировать DXFфайлы деталей из этих CAD. В этом случае совместно с разработанными чертежом и спецификацией на секции подрядчик передает на завод и комплект DXFфайлов деталей. Все детали должны иметь верную геометрию и полностью соответствовать спецификационным данным для выполнения правильного раскроя и последующей резки, а затем и качественной сборки секций. ПК UPNEST&UPEDITOR не имеет внутренней реляционной базы данных по спецификации и всю информацию по атрибутам деталей черпает из DXFфайлов деталей (при их отсутствии возможно назначение вручную в ПК) и хранит в специально организованной структуре папок Windows.
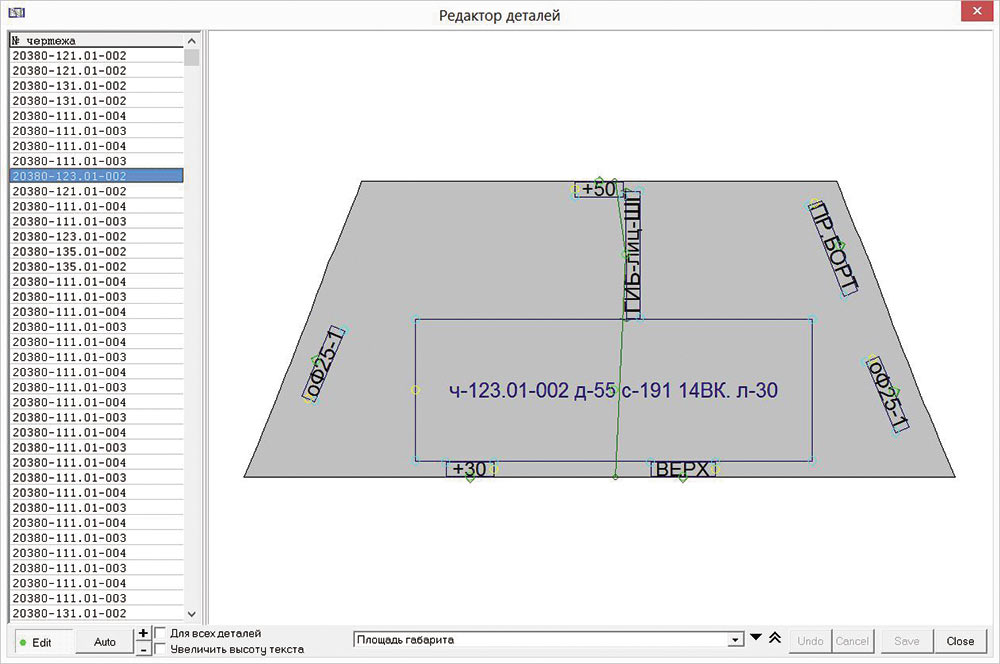
Рис. 7. Окно утилиты ввода технологических данных по детали
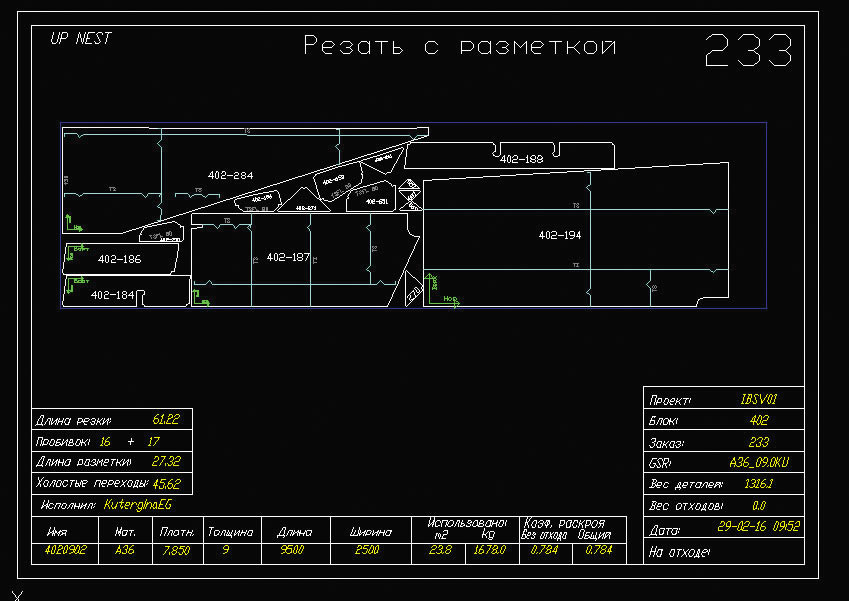
Рис. 8. Чертеж карты раскроя, передаваемый в цех
Порядок работы с ПК UPNEST&UPEDITOR в корпусообрабатывающем бюро Технического центра завода следующий:
- Открывается заказ на листовой раскрой (создается папка заказа на сервере).
- Задаются материалы заказа и условия использования деловых отходов раскроя.
- В специальной утилите вводится описание обработки кромок в DXFфайлы деталей (рис. 7), поскольку оно зачастую отсутствует в DXFфайлах, приходящих из CADсистемы проектанта. Здесь же выполняется оптимизация расположения маркировки деталей в автоматическом режиме. Возможно добавление любой маркировки.
- Выполняется сверка и корректировка атрибутов деталей в DXFфайлах и в Excelспецификации проектанта. При наличии расхождений делается запрос проектанту.
- DXFфайлы деталей по маркам и толщинам импортируются в модуль UPNEST. При этом распознается геометрия внутренних и внешних вырезов, разметка, маркировка. Формируются группы совместного раскроя — GSRфайлы, содержащие текстовую информацию по геометрии и технологии деталей одной марки и толщины. GSRфайлы являются основными информационными блоками ПК UPNEST&UPEDITOR. Они постоянно пополняются новой информацией и содержат все данные по деталям, картам раскроя и их деловым отходам.
- Сформированные GSRфайлы записываются на сервер и поступают в распоряжение инженеров, создающих карты раскроя.
- Выполняется автоматический раскрой деталей, имеющих одинаковую марку материала и толщину (на заводе применяется практика раскроя деталей на одну секцию, и только в некоторых случаях в карты докраиваются детали из других секций), а затем и ручная корректировка автоматически созданных карт раскроя. При этом определяется окончательное положение деталей в картах раскроя и формируются деловые отходы.
- Затем назначается маршрут резки. Для несложных карт используется автоматическое назначение маршрута с настраиваемыми правилами генерации маршрута.
- Маршруты разметки и разделки кромок назначаются автоматически.
- Выпускаются управляющие программы резки, разметки, маркировки и обработки кромок.
- При наличии разделки кромок УП, созданные в модуле UPEDITOR, обрабатываются программой OmniBevel для добавления дополнительных команд по разделке кромок. Это требуется по причине сложного собственного формата УП резки с фасками на МТР Messer.
- Вычерчиваются карты раскроя.
- Управляющие программы и сопроводительная документация передаются в цех.
- Данные о полученных картах раскроя передаются в заводскую ERPсистему Global System (разработчик — ООО «Бизнес Технологии»).
Чертеж карты раскроя представлен на рис. 8.
По мнению инженеров Технического центра, ПК UPNEST&UPEDITOR — очень удобная программа. «До внедрения ПК UPNEST&UPEDITOR мы создавали карты раскроя в графическом редакторе BricsCAD, в DXFформате, — отмечает ведущий инженерпрограммист Эльвира Кутергина. — Никаких функций для выполнения раскроя в BricsCAD не было, детали рисовались и раскладывались вручную средствами команд перемещения и вращения объектов. В результате на создание карты уходило значительно больше времени. Нам нравится графический интерфейс ПК, в частности возможность одновременно видеть на экране все карты раскроя и свободно перемещать детали из карты в карту. Автораскрой нас вполне устраивает, хотя мы и выполняем ручную доработку карт для повышения коэффициента использования металла». Начальник бюро Елена Панферова подчеркивает, что модуль UPEDITOR способен обрабатывать управляющие программы из различных CAMсистем, например УП, поступающие с финской верфи ARCTECH: «Технология тепловой резки у финнов другая, другими бывают и габариты листов. Тут и приходит на помощь модуль UPEDITOR, позволяющий выделить в УП детали, назначить новый маршрут резки и выдать УП в формате ЧПУ нашей МТР».

Рис. 9. Блок ледокола
«Завод имеет несколько контрактов на строительство различных судов, и в ближайшем будущем планируется заключение новых, поэтому нашей целью было унифицировать работу корпусообрабатывающего бюро по раскрою и генерации УП, чтобы не быть зависимыми от какойлибо CADсистемы, — говорит ведущий инженер по проектам Алексей Шадров. — Не все подрядчики, с которыми заключаются договора на разработку РКД, выполняют эти работы в имеющемся на заводе CAD FORAN. Каждый раз покупать специализированные дорогостоящие модули раскроя других CADсистем и дополнительные постпроцессоры, проводить внедрение, настраивать базы данных и обучать пользователей представлялось нам нецелесообразным».
Практически сразу после установки ПК UPNEST&UPEDITOR на рабочие места сотрудников Технического центра и краткого обучения началось промышленное внедрение программного комплекса. Основной задачей в последнее время была выдача в цех управляющих программ резки, разметки и обработки кромок листового металла для секций ледокольного судна обеспечения (рис. 9). Подготовка УП велась в весьма сжатые сроки, при этом параллельно шла работа и по другим заказам.
В настоящее время, после освоения программного комплекса UPNEST&UPEDITOR, половина всех фасок снимается одновременно с резкой и разметкой на МТР Messer ОmniMat.
В заключение отметим, что ПК UPNEST&UPEDITOR постоянно совершенствуется разработчиками системы, наполняется новыми функциями для эффективного применения на судостроительных и машиностроительных предприятиях и в конструкторских бюро

