
Метод конечных элементов как средство оптимизации схемы формоизменения трубной заготовки при решении задач по повышению качества труб
На сегодняшний день гарантией получения качественной трубной продукции не является даже внедрение нового дорогостоящего оборудования — его технические возможности необходимо адаптировать к существующим на предприятиях производственным процессам.
В этой статье приведены результаты исследований влияния параметров исходной заготовки и конструкции валкового инструмента на качество трубной продукции, полученной в трубоэлектросварочном цехе № 2 АО «Выксунский металлургический завод» на трех новых трубоэлектросварочных агрегатах 12,760, 2189, 40133 производства Olimpia 80.
Компоновка всех трех формовочных станов одинакова. Она состоит из группы клетей с открытым профилем калибра, включающей восемь чередующихся клетей с горизонтальным и вертикальным расположением валков; группы клетей с закрытым профилем калибра и чередованием клетей, аналогичным предыдущей группе; а также шовонаправляющей и сварочной клетей (рис. 1).
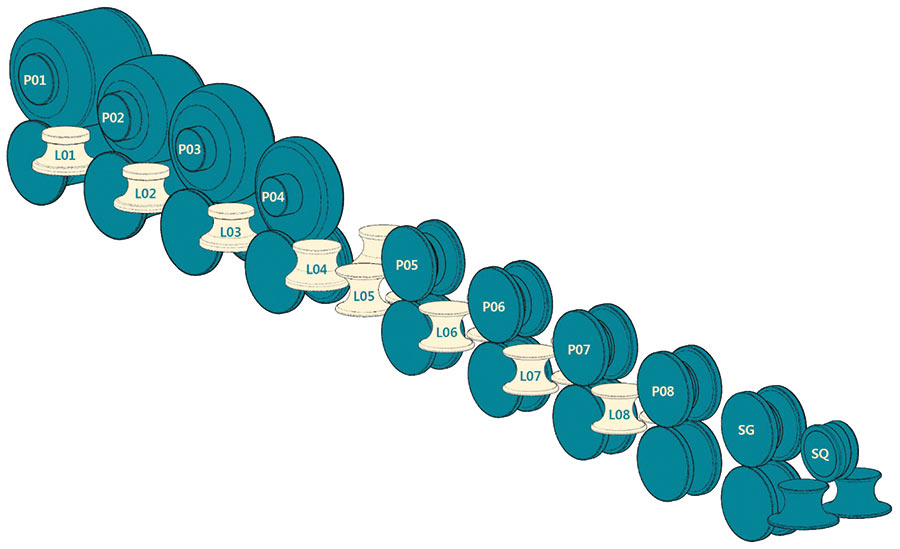
Рис. 1. Компоновка формовочносварочного стана:
P01L04 — группа клетей с открытым профилем калибра; L05P08 — группа клетей с закрытым профилем калибра; SG — шовонаправляющая клеть; SQ — сварочная клеть
В процессе производства на ряде типоразмеров были выявлены проблемы с качеством получаемых труб: обнаружились трещины сварного соединения, непровар, отклонение от формы профильных труб.
Чтобы определить причины возникновения брака, были проведены исследования технологического процесса валковой формовки трубной заготовки. При этом использовалась методика конечноэлементного моделирования, разработанная на базе COPRA RF — программного комплекса от компании data M. Программа позволяет производить необходимые инженерные исследования процесса формоизменения трубной заготовки и анализировать каждый этап сворачивания плоской заготовки (штрипса) в цилиндр. Посредством анализа виртуального очага деформации полосы в валках можно, не прибегая к физическим экспериментам на реальном оборудовании, предсказать поведение трубной заготовки в формовочном стане и возникновение дефектов. Это является неоспоримым преимуществом при проектировании и наладке технологического процесса.
На основе информации о компоновке формовочного стана и геометрии профиля валков был смоделирован процесс формовки труб исследуемого сортамента. Расчеты показали, что причиной брака стало наличие непроформованных участков профиля в клетях P03 и P05 (рис. 2). В результате увеличивается высота заготовки после группы клетей с открытым профилем калибра, что, в свою очередь, влечет за собой возникновение излишней деформации прикромочной области о разрезную шайбу клети P05 и, как следствие, уменьшение осадки в сварочной клети SQ и диаметра сваренной трубы на выходе из нее.
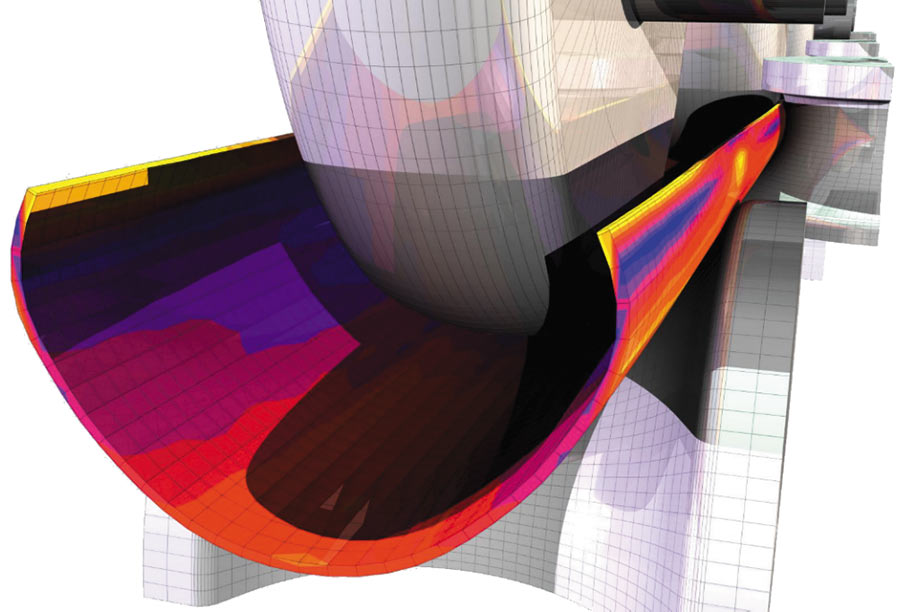
Рис. 2. Форма непроформованных участков
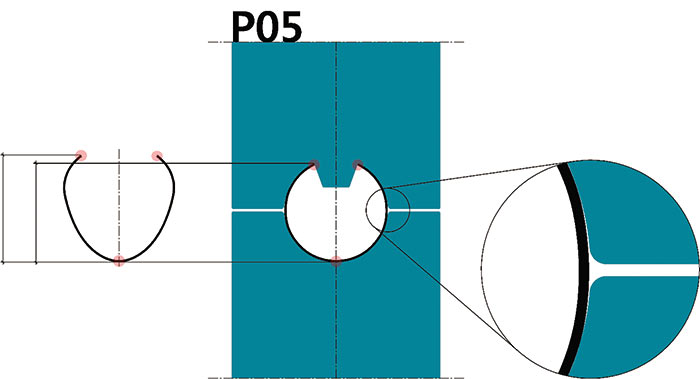
Рис. 3. Геометрия профиля трубной заготовки на входе
в первую клеть с закрытым профилем калибра
Помимо того что клеть P05 не до конца исправляет прямые участки, поскольку они приходятся на труднодеформируемую область разъема валков, такая форма заготовки приводит к неравномерному износу валков (рис. 3).
Изза ошибок в исходной калибровке (ошибочна схема изменения периметров калибров клетей P05SG) в последующих клетях стана вплоть до сварочной клети сохраняются прямые участки профиля.
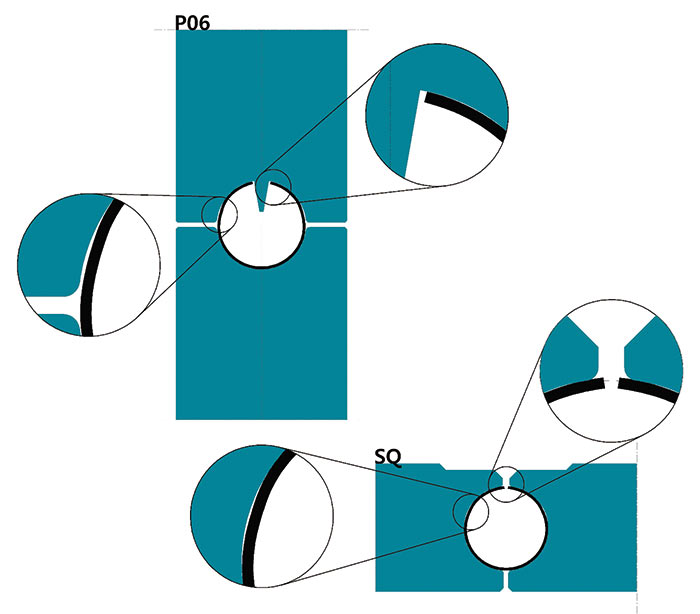
Рис. 4. Неполный контакт трубной заготовки
с формовочными валками стана вследствие ее чрезмерного обжатия по периметру в клети P05
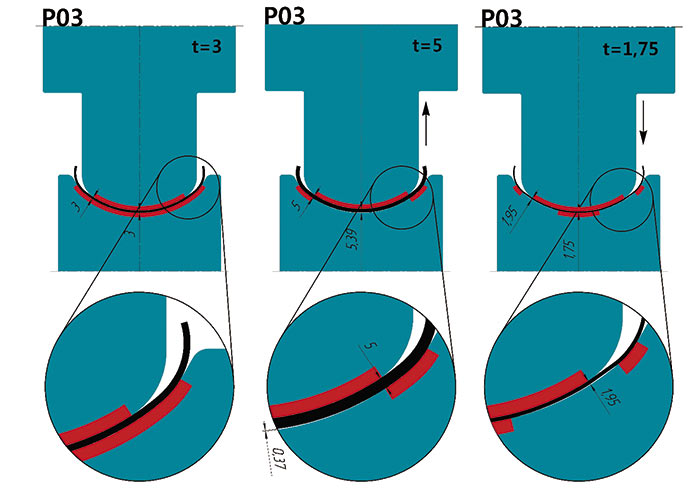
Рис. 5. Формирование зазора в калибре клети P03
при переходе на другую толщину
Кроме того, ввиду неполного контакта трубной заготовки с калибрами клетей P0608 происходит уменьшение тянущих сил и, соответственно, возможной скорости формовочной линии.
При настройке калибра сварочной клети под окружность (рис. 4) между кромками сохраняется зазор по причине малого периметра заготовки, что вынуждает смещать на производстве сварочные валки, сближая кромки и пытаясь обеспечить требуемую величину осадки. В результате профиль трубной заготовки на выходе из клети SQ имеет форму вертикального овала и условный диаметр, меньший требуемого схемой калибровки в последующих клетях. По этой причине приходится сводить как горизонтальные, так и вертикальные валки калибровочного стана, что приводит к чрезмерной знакопеременной деформации сварного соединения (при получившейся схеме «вертикальный овал» — «горизонтальный овал») и, как следствие, к возможным трещинам.
Обобщая все сказанное, стоит отметить, что по причине ошибок в исходных калибровках происходит уменьшение периметра трубной заготовки в валках формовочных клетей, что приводит к уменьшению диаметра заготовки на выходе из сварочной клети. В итоге сварка происходит с малой величиной осадки, уменьшается скорость технологической линии, появляется неравномерный износ валков, не выполняются требования к геометрии готовых труб, возникают трещины в сварном соединении и непровар.
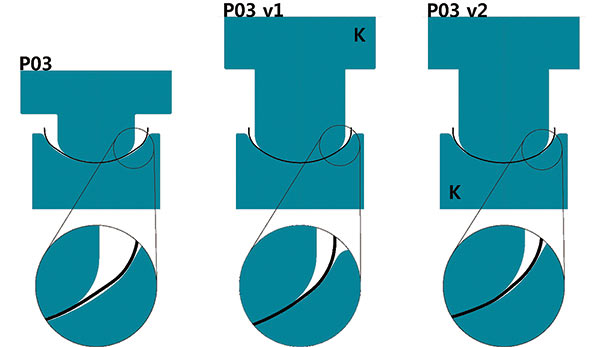
Рис. 6. Варианты корректировки калибра клети P03
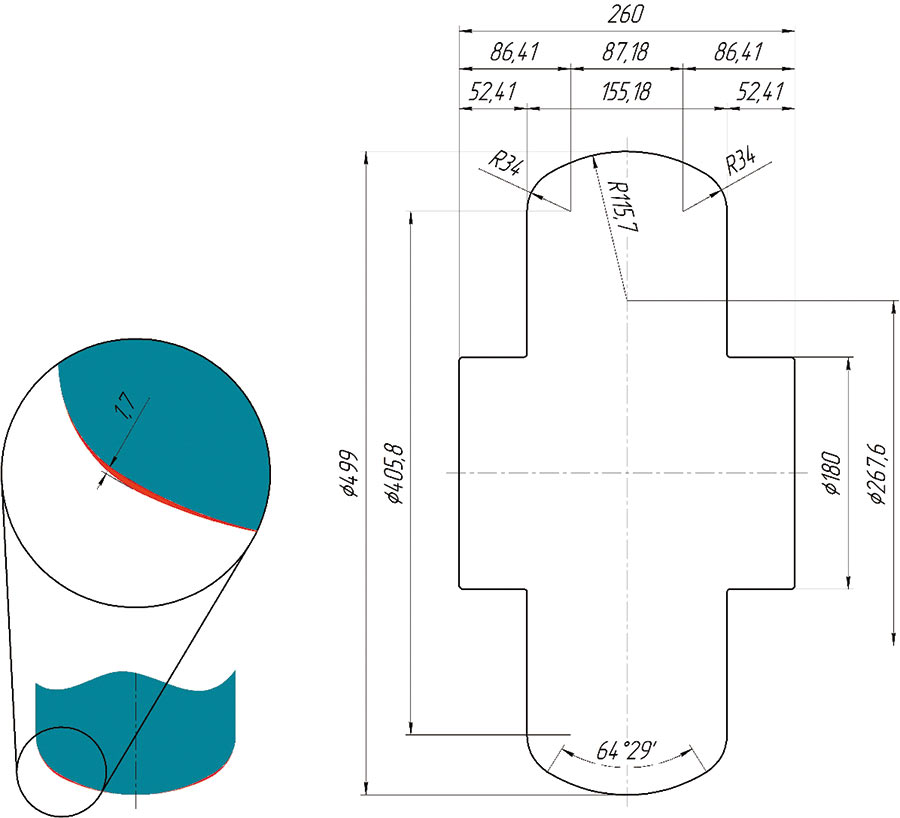
Рис. 7. Геометрия профиля верхнего валка клети P03 согласно варианту 1
Был отмечен и еще один факт: при подаче в валки штрипса с толщиной, меньшей той, под которую они спрофилированы, образуются зазоры в области реборд верхних валков, что также приводит к недоформовке участков трубной заготовки, соответствующих этим зазорам (рис. 5).
Чтобы предотвратить появление прямых участков, были предложены два равнозначных варианта корректировки профиля валков (рис. 6) на основе данных о положении профиля трубной заготовки в каждом калибре формовочного стана. Выбор был сделан в пользу первого варианта (рис. 7) — как менее дорогостоящего за счет использования верхнего валка от вышестоящего типоразмера.
Изменение геометрии профиля валкового инструмента позволило увеличить пятно контакта трубной заготовки с валками клети P03, а следовательно, снизить их износ за счет снижения величины контактных нормальных сил (рис. 8).
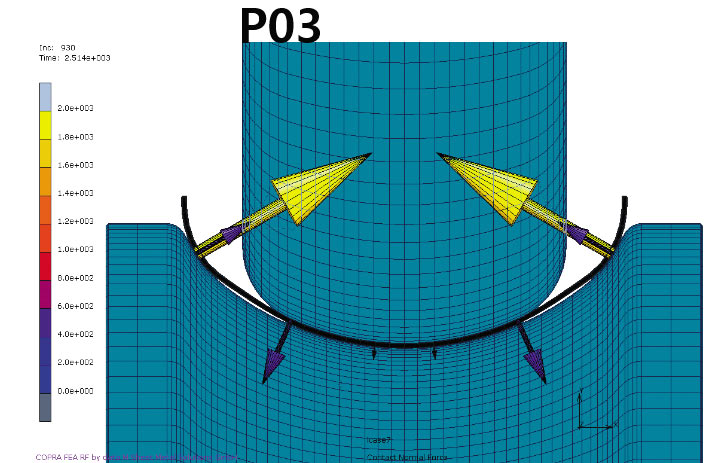
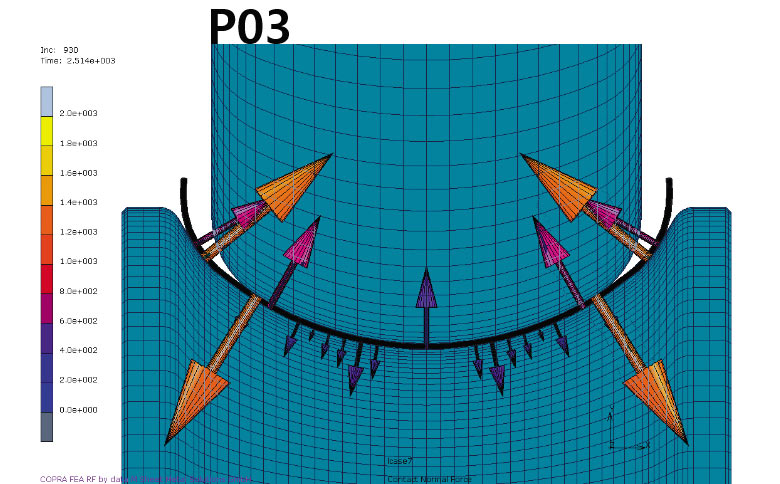
Рис. 8. Распределение контактных нормальных сил по поверхности калибра
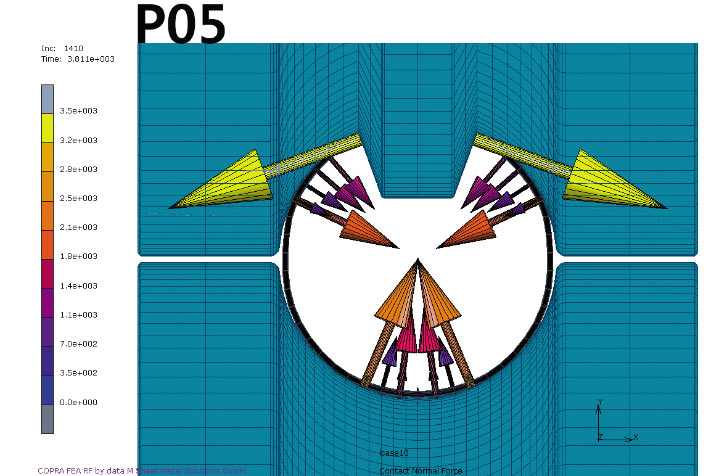
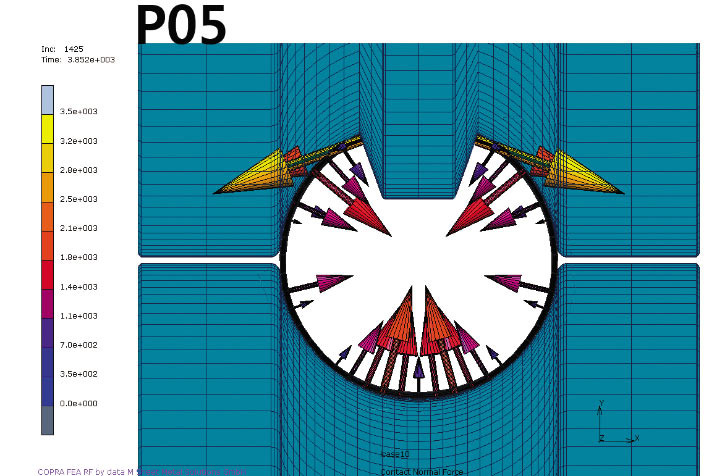
Рис. 9. Распределение контактных нормальных сил по поверхности калибра
Аналогичный эффект от проформовки проблемных участков профиля заготовки наблюдается и в клети P05: уменьшается износ разрезной шайбы и дна валков (рис. 9). Исключается чрезмерное обжатие прикромочной области и, следовательно, увеличивается осадка.
Предложенная калибровка позволяет увеличить осадку в сварочной клети на 0,30,5 мм (предотвращая обжатие прикромочной области в клетях закрытой группы) и тем самым повысить качество сварного соединения без дополнительных затрат.
Однако основная причина проблем с качеством сварного соединения заключалась в выборе ширины исходной заготовки (согласно рекомендациям Olimpia 80). Результаты исследований процесса формообразования ряда типоразмеров труб позволили получить новую формулу расчета исходной ширины штрипса под скорректированный профиль валкового инструмента. Правильный выбор ширины штрипса исключает потери металла на излишнее обжатие трубной заготовки в формовочных клетях (одновременно с увеличением периметров калибров клетей P0508). С учетом формоизменения, характерного для станов Olimpia, формула приняла такой окончательный вид:
В = p x (Dн + ?DK) + k x t + ε x PK05 – m x t – t x tanφ,
где p x (Dн + ?DK) — наружный периметр трубной заготовки на выходе из клети SQ, мм;
k x t — величина осадки трубной заготовки в валках клети SQ, мм;
ε x PK05 — величина обжатия по наружному периметру заготовки в группе клетей с закрытым профилем P05P08, мм;
m x t — изменение наружного периметра за счет гиба в группе клетей с открытым профилем калибра P01P04, мм;
t x tanφ — изменение наружного периметра за счет гиба в группе клетей с закрытым профилем калибра P05P08, мм.
Коротко подытожим. Расширяя сортамент, устанавливая новое оборудование, стремясь улучшить расходный коэффициент и производительность формовочных линий, металлургические предприятия часто сталкиваются с невозможностью обеспечения стабильности технологического процесса формовки и сварки труб. Исследования показали, что чаще всего это связано с калибровкой валков формовочного стана, которая требует соответствующей корректировки. Кроме того, причиной возникновения проблем может стать ошибочный выбор оптимальной ширины штрипса, рассчитанной по одной и той же принятой формуле, которую, как показано в этой статье, необходимо скорректировать под конкретный характер формоизменения.

