
История внедрения системы ADEM на предприятиях РСК «МиГ»
Российская самолетостроительная корпорация им. Микояна и Гуревича (РСК «МиГ») — одна из ведущих компаний отечественного военно-авиационного сектора промышленности. История РСК «МиГ» берет свое начало у самых истоков появления военной авиации. Тогда в Советском Союзе с конвейера завода сошли первые серийные истребители МиГ-1 и МиГ-3. Сегодня предприятие производит и модернизирует целый ряд образцов современной авиационной техники, а именно — многофункциональные сверхзвуковые истребители серий МиГ-29, МиГ-31 и МиГ-35.
Мне посчастливилось взять краткое интервью у заместителя начальника отдела механической обработки ОАО «РСК «МиГ» Производственного комплекса № 2 (ПК № 2) Александра Геннадьевича Конюхова, а также познакомиться с тем, как сегодня ведется технологическая подготовка производства на ПК № 2.
Производственный комплекс № 2 РСК «МиГ» им. П.А. Воронина входит в число наиболее современных предприятий авиа- и машиностроения России. Возможности Комплекса позволяют выполнять полный цикл работ, включающий конструкторскую и технологическую подготовку производства новой авиационной техники, изготовление оснастки, выпуск опытных и серийных самолетов, послепродажное сопровождение и обслуживание производимой техники.
Даниил Зинченко: Александр Геннадьевич, какова специфика вашего производства? С какими классами деталей приходится работать? Какие элементы деталей наиболее сложны для обработки?
Александр Конюхов: Мы имеем дело с многономенклатурным производством. Нельзя сказать, что работа ведется с какимто одним классом деталей. Встречаются изделия с элементами геометрии, присущими как телам вращения, так и корпусным деталям, а также различным рычагам и деталям прочих классов. ПК № 2 производит элементы силового каркаса самолета с обводообразующими поверхностями, детали гидросистем и систем подачи топлива самолета. Материалом для этих деталей служат как алюминиевые сплавы Д16, Д16Т, В95, АК4, так и высокопрочные нержавеющие стали ЭП 817, ВНС2, ВНС5, а кроме того, титановые сплавы, но с ними мы работаем реже. Как я уже сказал, мы проектируем механическую обработку деталей широкой и постоянно меняющейся номенклатуры, то есть имеем дело с опытным и штучным (реже — мелкосерийным) производством.
Что касается точностных характеристик элементов обрабатываемых деталей, хочу отметить следующее — применяемая у нас САМсистема должна позволять обрабатывать любые геометрические модели, получаемые от конструкторского отдела. Например, недавно нужно было обработать сферическую поверхность клапанной заслонки гидросистемы самолета с полем допуска в 21 микрон!

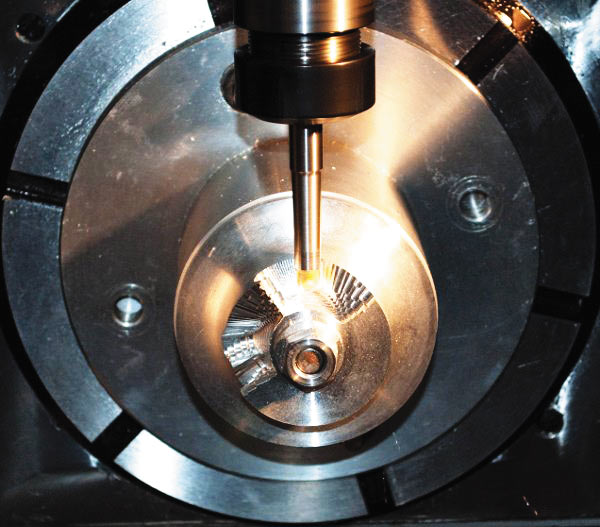
Коррекция подач по толщине стружки
Д.З.: И каковы результаты?..
А.К.: Все детали были приняты БТК с первого предъявления.
Для проектирования обработки на оборудовании с ЧПУ была использована система ADEM версии 9.05. Ее функционал позволяет нам программировать обработку поверхностей до 7го квалитета точности включительно. И это с применением только фрезерных операций!
Д.З.: То есть не требуются никакие последующие доводочные операции и абразивная обработка?
А.К.: Не требуются, так как САМмодуль системы ADEM дает возможность создавать управляющие программы с реверсивной коррекцией. То есть в одном технологическом проекте по обработке детали могут присутствовать участки траектории как со встречным, так и с попутным фрезерованием, благодаря чему не нужно никакой притирки, шлифования, полирования и доводки поверхностей. В этом просто нет никакой необходимости.
Другой недавний пример — изготовление шпангоутов с обводообразующими поверхностями. Применяли аналогичные алгоритмы обработки и свободно попали в допуск ±0,02 мм.
Д.З.: На каких этапах производства детали — от получения технического задания конструктором до изготовления готового образца — на вашем предприятии на станке используется CAD/CAM/CAPPсистема ADEM?
Плунжерная четырехкоординатная черновая выборка
А.К.: В нашем подразделении ADEM применяется только на этапе технологической подготовки производства, в части программирования обработки на станках с ЧПУ. Мы знаем, что система ADEM имеет и конструкторский инструментарий, и модуль автоматизированного проектирования технологических процессов, и модуль материальнотрудового нормирования, и систему управления инженерными данными и электронным составом изделия, но сегодня некоторые из этих модулей используются у нас только как вспомогательные. Главной для нас областью применения системы ADEM, по сложившимся обстоятельствам, остается программирование обработки на оборудовании с ЧПУ.
Д.З.: Обработка на каких станках с ЧПУ программируется с помощью системы ADEM CAM?
А.К.: На нашей производственной площадке это такие станки, как Handmann UBZ300 (с пятью управляемыми координатами X, Y, Z и угловыми AC), станки производства Willemin Macodel — M920 (с тремя линейными управляемыми координатами — X, Y, Z) и Willemin Macodel — W528 (с пятью управляемыми координатами — X, Y, Z и угловыми AВ). Помимо всего прочего на предприятии довольно большой парк станков советского образца, таких как ФП 7, ФП 17, ФП 37 со стойками ЧПУ Bosch и «Альфа».
Д.З.: Какие задачи стояли перед производством при внедрении САМсистемы? Иными словами — какие сложности толкнули предприятие на поиск CAMрешения?
А.К.: Станки с программным управлением используются на предприятии с 1963 года. Поэтому необходимость применения системы автоматизации технологической подготовки производства в части проектирования управляющих программ назрела уже давно. Я уже говорил о том, с каким многообразием деталей мы имеем дело.
Д.З.: Почему вы остановили свой выбор именно на системе ADEM?
А.К.: Мы являемся пользователями системы ADEM еще с конца 1980х годов. В свое время были идеи перехода на западные аналоги, но при проведении практического сравнительного анализа по выработанным заранее критериям система ADEM в очередной раз доказала свои преимущества.
К примеру, ADEM позволяет сократить время на изготовление детали на 4060%, по сравнению с аналогичными ведущими зарубежными САМсистемами.
ADEM дает возможность простыми способами решать нетривиальные технологические задачи. В том числе и за счет эффективной стыковки с любым оборудованием, то есть создания постпроцессоров. На каждую единицу оборудования проектируется свой индивидуальный постпроцессор, который позволяет наиболее полно использовать весь функционал станка.
Кроме того, грамотно написанный и отлаженный постпроцессор существенно упрощает работу технологапрограммиста. Например, для пятикоординатных станков при переходе из одной зоны обработки в другую с разными угловыми положениями постпроцессор автоматически формирует управляющую программу с безопасными перемещениями из одного углового положения в другое, по заданному алгоритму. Во время позиционной обработки по схеме «3+2» или непрерывной пятикоординатной обработки (в том числе и при фиксированных углах наклона инструмента) постпроцессор автоматически «определяет», когда нужно зажать или отпустить тормоза приводов угловых осей.

Подрезы при высокоскоростной обработке —
дефекты, которые ADEM-VX позволяет избежать
Проблема некоторых зарубежных систем заключается в несоответствии результатов обработки в металле при варьировании различных схем обработки на одной и той же детали. Это приводит к необходимости использования строго одного вида траектории движения инструмента, хотя применение разных схем было бы гораздо эффективнее в плане повышения не только скорости, но и чистоты обработки. Эта проблема в системе ADEM САМ попросту отсутствует. Кроме того, нет ограничений на применяемый режущий инструмент, то есть во всех схемах обработки можно использовать инструмент с рабочей частью любой геометрии.
В системе ADEM профессионально реализовано управление режимами резания. Управление подачей осуществляется именно по принципу выдерживания постоянной толщины стружки, а это является определяющим требованием при высокоскоростной обработке. Применяемый алгоритм позволяет выдерживать постоянную нагрузку на инструмент и приводы станка на протяжении всего времени обработки! Так, в конкурентной системе, которую нам предлагали использовать, при высокоскоростной обработке зона торможения в углах задается как процент от диаметра инструмента; изменение подачи тоже задается в процентах. А так как геометрия углов разная, при обработке нагрузка на приводы станка (станок MWM920) резко изменялась — более чем на 20%. При этом обработка детали останавливалась в аварийном режиме, поскольку станок такие скачки нагрузки «воспринимает» как удар.
После получения управляющей программы из системы ADEM, где величина подачи изменяется для обеспечения условия сохранения постоянства толщины снимаемой стружки в каждый момент, колебания нагрузки на приводы составляли не более 5%. В результате станок мог работать автономно, без корректировок подачи оператором вручную. Да и вообще, мое мнение таково: любая CAMсистема, где определение какихлибо параметров резания задается в процентах, является устаревшей и несоответствующей современным требованиям. Тем не менее такой подход, к сожалению, характерен для большинства CAMсистем.
Д.З.: Насколько качественно и в каком объеме удалось интегрировать ADEM с другими существующими на предприятии программными средами?
А.К.: В качестве основного конструкторского пакета на предприятии используется система Siemens NX, поэтому геометрические модели передаются в ADEM CAM именно из этой системы. Передаются напрямую, без промежуточных пересохранений. Кроме того, реализован импорт моделей из таких систем, как CATIA, SolidWorks, Creo. Судя по полям допусков деталей, о которых я упоминал ранее и программирование обработки которых мы осуществляем в системе ADEM, вы можете сделать вывод о качестве передачи геометрии. Мы прекрасно вписываемся в поле допуска 0,02 мм и получаем 7й квалитет точности исключительно с помощью операции фрезерования.
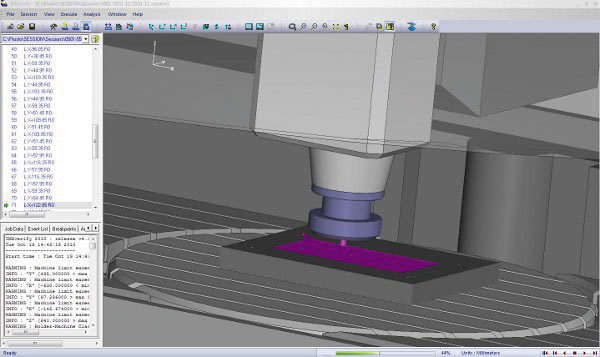
Процесс моделирования обработки матрицы
Д.З.: Насколько пригодна система ADEM для такого широкого быстроменяющегося многономенклатурного производства, как у вас?
А.К.: Для того чтобы упростить работу технологапрограммиста ЧПУ, в ADEM реализована возможность копирования переходов обработки между разными проектами. Таким образом, мы можем оперативно реагировать на изменения в геометрии детали. Условно говоря — мы можем создать с нуля маршрут обработки новой детали по уже имеющимся проектам, используя уже отработанные технологические переходы обработки подобных деталей. Это очень удобно и значительно сокращает время технологического проектирования программной обработки.
Д.З.: Сколько времени потребовалось, чтоб обучиться всем тонкостям работы в CAD/CAM/CAPP ADEM? Насколько система ADEM была сложна для освоения, в том числе и при обновлении версий?
А.К.: Обучиться работать в системе вполне способен рабочий состав, не имеющий высшего или даже среднетехнического образования. Для начала полноценной работы в ADEM нам потребовалась одна рабочая неделя, но это при условии, что учащийся уже имел определенные навыки работы хотя бы в какихто конструкторских и технологических пакетах и являлся хорошим технологом, так как любая система — это инструмент в руках специалиста. А далее — совершенствовать свои умения нужно постоянно.
Д.З.: Часто ли приходится привлекать специалистов — разработчиков системы ADEM? Насколько стабильно работает ADEM в условиях столь широкого спектра решаемых задач?
А.К.: На протяжении всего срока эксплуатации системы появляются задачи по ее развитию. Например, по нашей просьбе было реализовано программирование зонной токарной обработки для станков, не имеющих задней бабки. Также разработчики системы наладили контроль постоянной ширины точения, исключающий поломку инструмента при переходе от цилиндрической поверхности точения к конусной или к торцевой. Кроме того, при нашем участии было реализовано нарезание резьбы инструментом, имеющим профиль, не совпадающий с профилем резьбы. Эта функция также позволяет программировать обработку шнеков и подобных винтовых поверхностей на любых токарных станках с ЧПУ.
При использовании нашего производства в качестве опытной площадки и с нашей помощью отлаживались алгоритмы для некоторых видов высокоэффективной обработки, реализованных сегодня в системе ADEM:
схема винтовой выборки колодцев, которая позволила нам обрабатывать тонкостенные детали — толщина стенок и полок равна 2 мм (при консольном закреплении заготовки на расстоянии до 500 мм от места крепления!!!);
изменение глубины фрезерования через заданное время либо на каждом проходе для увеличения периода стойкости инструмента — при обработке труднообрабатываемых материалов (а именно — нержавеющих сталей и титанов).
Д.З.: Насколько оперативно специалисты компанииразработчика реагируют на просьбы по доработке системы под ваши нужды? Можете ли назвать наиболее запомнившиеся примеры?
А.К.: Достаточно оперативно реагируют и охотно отзываются на предложения о сотрудничестве. Поверьте — нам есть с чем и с кем сравнивать! Допустим, реализация алгоритма контроля толщины снимаемой стружки при высокоскоростной фрезерной обработке была осуществлена в течение двух месяцев. Это, на мой взгляд, очень быстро.
Применение этих алгоритмов в реальном производстве позволило нам значительно увеличить производительность оборудования и достичь скорости съема материала по алюминиевым сплавам до 140 л/ч, а по высокопрочным нержавеющим сталям — 18 кг/ч!
Благодарим заместителя начальника отдела механической обработки ОАО «РСК «МиГ» ПК № 2 Александра Геннадьевича Конюхова за уделенное время и содержательное интервью!

