
Программирование промышленных роботов в SprutCAM

Николай Конов,
директор компании KROKK, d.o.o., Словения, г.Любляна (www.krokk.si)
Индустриальные роботы в современной промышленности
Мировой рынок роботов
Применение индустриальных роботов во всем мире каждый год увеличивается. К 2018 году более 1,3 млн роботов будут введены в эксплуатацию по всему миру. Средний показатель плотности применения роботов в производстве, по данным 2014 года, равен 66 единицам на 10 тыс. работников. В 21 стране этот показатель выше среднего (рис. 1).
В них входит большинство индустриально развитых страх Европы, США, Канада и Азиатский регион (Южная Корея, Япония, Тайвань). Словения занимает в этом списке не последнее место и с показателем 100 роботов на 10 тыс. человек занимает лидирующие позиции по автоматизации производства. Наибольшее применение роботы находят в автомобильной промышленности, где наблюдается более высокая плотность роботизации производства (рис. 2).
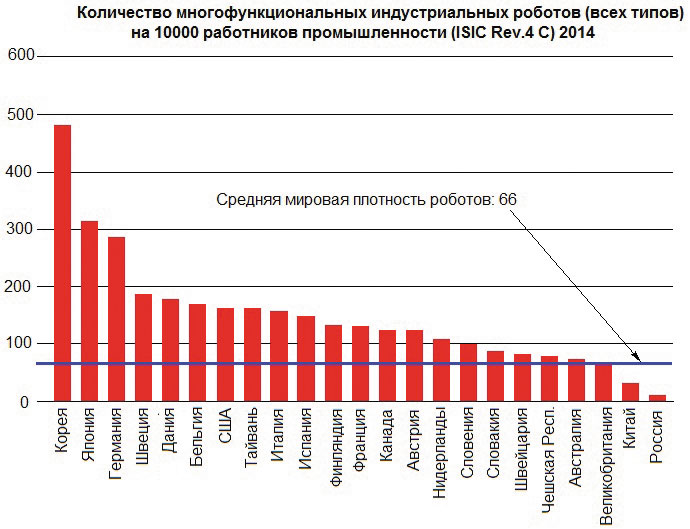
Рис. 1. Плотность применения роботов

Рис. 2. Распределение роботов по отраслям
Области применения роботов
Самой распространенной областью применения роботов является выполнение повторяющихся операций на производственных линиях, таких как сварка, перемещение деталей, покраска, сборка и др. Как правило, роботы на таких линиях действуют циклически по программе и выполняют одни и те же операции, заменяя рутинный человеческий труд. Это позволяет максимально автоматизировать производственный процесс, уменьшить фактор человеческой ошибки и максимально увеличить производительность. Но для современных роботов выполнение простых операций по перемещению — не предел их возможностей.
Робот, благодаря наличию шести степеней свободы, может также делать сложные многоосевые перемещения вдоль необходимой траектории, выполняя, таким образом, любую обработку, которая до этого была возможна только на специализированных станках. Это становится реальным прежде всего вследствие многолетней эволюции индустриальных роботов и контроллеров. Индустриальные роботы стали более точными и жесткими — возможно позиционирование робота с точностью до нескольких сотых долей миллиметра. Совершеннее стали и контроллеры роботов — они позволяют управлять несколькими роботами одновременно, а также интерполировать перемещения робота с дополнительными линейными и поворотными осями. Всё это создало предпосылки для использования роботов в тех отраслях, где до сих пор было возможно применение только специализированных станков с ЧПУ.
Возможности индустриальных роботов в обработке материалов
Тенденция применения индустриальных роботов для различных видов обработки материалов приобретает всё большую популярность в мировой промышленности. И этому есть объяснение: роботы имеют ряд преимуществ перед классическими станками с ЧПУ, такие как: шесть степеней свободы; большая зона обработки; использование того же робота для захвата заготовки; более низкая стоимость; использование дополнительных осей позиционирования детали.
Разберем эти преимущества и рассмотрим конкретные примеры и области применения индустриального робота для обработки материалов. Конечно, при помощи роботов можно заменить далеко не все типы обработки, так как имеют место ограничения по точности и жесткости. Далее будут рассмотрены примеры применения роботов в тех областях, где это экономически целесообразно и удовлетворяет требуемому качеству конечных изделий.
Доступная пятиосевая обработка
Станки с ЧПУ, позволяющие обрабатывать деталь по пяти степеням свободы, безусловно, являются более дорогими по сравнению с простыми трехосевыми станками. А если такой станок предназначен для обработки крупногабаритных деталей, то его стоимость возрастает в геометрической прогрессии.
Все индустриальные роботы, так же как и пятиосевые станки, изначально имеют возможность позиционировать инструмент, но стоимость такого решения иногда в разы меньше сходного по характеристикам станка. В результате сложная пятиосевая обработка изделий, нетребовательных к точности, становится доступной даже для малых предприятий. Яркий пример тому — художественная обработка камня (рис. 3).

Рис. 3. Обработка камня
Художественная обработка материалов — не только камня, но и дерева, гипса, пластика и др. — одна из наиболее подходящих областей для применения роботов. Здесь не требуется высокая точность, при этом, как правило, заготовки бывают довольно внушительных размеров и всегда имеют поверхность сложной формы. Применение робота позволяет выполнять обработку любой сложности и полностью в многоосевом режиме.
Большая зона обработки
Очень часто изделие, которое необходимо обработать, требует от оборудования больших зон перемещения. Примерами могут служить корпуса лодок, шасси прицепов, прототипирование крупногабаритных изделий, подготовка форм для литья и др. Для обработки таких изделий необходимы специализированные станки с большими зонами перемещения, стоимость которых соизмерима с их размерами.
Однако робот может быть размещен на подвижной платформе, длина перемещения которой может быть практически любой. Современные контроллеры промышленных роботов позволяют выполнять интерполяцию движений робота и дополнительно до трех линейных осей перемещения самого робота. Это дает возможность применения промышленного робота практически в неограниченном пространстве. Пример — роботизированная ячейка обработки корпуса лодки (рис. 4).
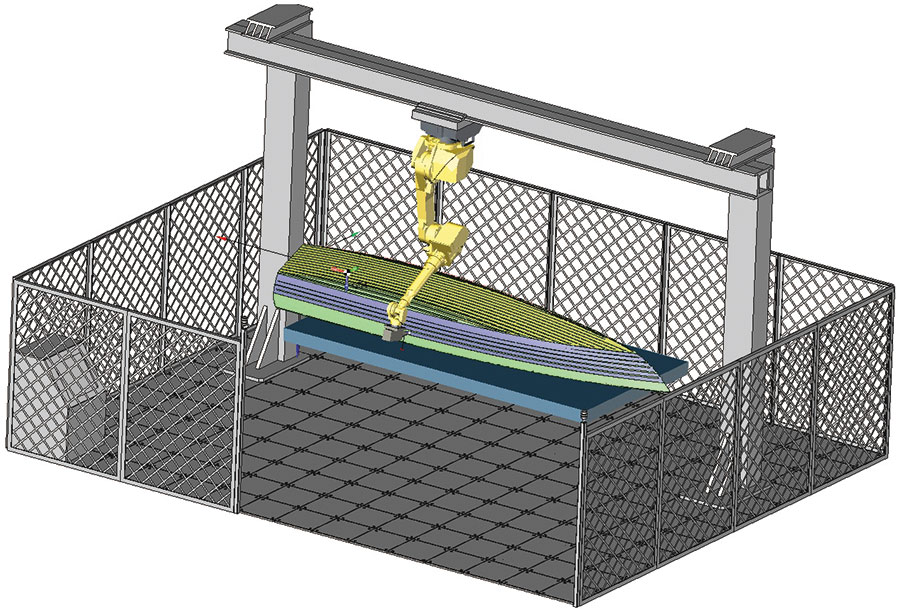
Рис. 4. Обработка корпуса лодки
Обработка корпуса лодки требует не только сложной ориентации инструмента, но и большой зоны перемещения. Применение робота, установленного на подвижном портале, позволяет легко обработать весь корпус лодки. При этом перемещения робота вдоль портала полностью синхронизированы с движениями суставов и позволяют инструменту перемещаться вдоль всего корпуса, поддерживая правильную ориентацию.
Многоцелевое использование робота
Промышленный робот может в одном и том же технологическом процессе использоваться как для захвата заготовки, так и для перемещения ее через инструмент. Так называемая схема «заготовка к инструменту» позволяет реализовать целую технологическую цепочку обработки изделия, а также перемещения изделия в необходимое место для дальнейших операций всего на одном роботе (рис. 5).
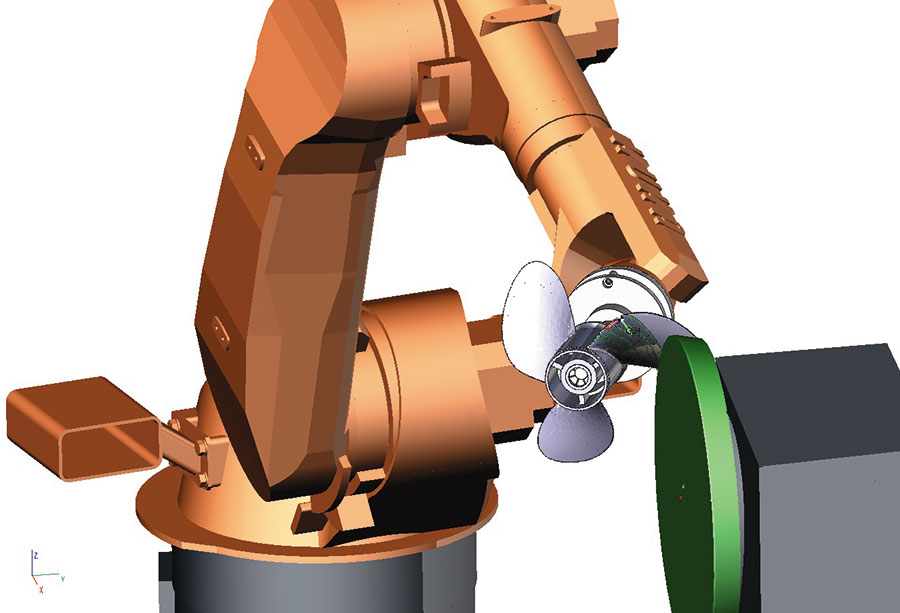
Рис. 5. Шлифовка детали по схеме «заготовка к инструменту»
После формирования сиденья стула в термопластавтомате необходимо выполнить обрезку, шлифовку граней и полировку сиденья стула. Все эти операции выполняются последовательно с захватом сиденья роботом, в то время как инструменты находятся на фиксированных позициях.
Дополнительные степени свободы
Современные контроллеры роботов могут управлять не только дополнительными линейными перемещениями самого робота, но и дополнительными осями вращения рабочего стола с закрепленной на ней заготовкой. Такое решение задает дополнительную степень свободы заготовки и позволяет использовать более компактный робот для обработки заготовки со всех сторон. Естественно, управление дополнительными осями полностью синхронизировано с движениями суставов робота (рис. 6).
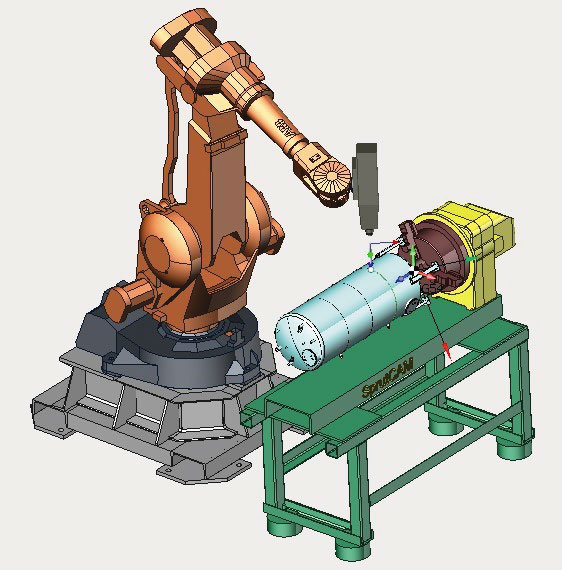
Рис. 6. Использование позиционера с поворотной осью
Для сварки бака со всех сторон используется дополнительная поворотная ось, которая управляется синхронно с осями робота и позволяет выполнить операцию сразу со всех сторон.
Таким образом, современные промышленные роботы могут использоваться для многих операций обработки там, где раньше это невозможно было представить: фрезерование (метал, камень, дерево, резина, пластик и др.), шлифовка, полировка, обрезка, снятие заусенцев, резание (плазменное, водяное, лазерное). Такие решения находят применение во многих отраслях промышленности и доступны даже для малого бизнеса, что позволяет ему развиваться и при небольших инвестициях.
SprutCAM для программирования роботов
Стандартные возможности создания программ
Все вышеперечисленные примеры требуют программирования сложных перемещений инструмента и, как следствие, осей робота. При классическом программировании роботов задание перемещений происходит последовательно — от точки к точке. Такой подход очень трудно применить для сложных траекторий, связанных еще и с ориентацией инструмента. Подобное программирование также потребует много времени, в течение которого робот фактически будет занят и не будет задействован в производственном процессе. Многие производители предоставляют возможность создания программ для робота в Gкоде или в близком формате, когда программист учитывает лишь координаты центральной точки инструмента и создает программу в обычном декартовом пространстве, а положение фактических осей робота пересчитывается контроллером. В этом случае можно провести аналогию со станками с ЧПУ, которые имеют схожие возможности.
Простые перемещения запрограммировать таким способом возможно, но когда речь идет о сложном формообразовании или использовании дополнительных осей, то выполнение задачи за разумный промежуток времени становится проблематичным, при этом написание такой программы вручную — довольно сложная задача, а иногда и практически невозможная.
Применение CAMсистемы для программирования
Логичным выходом из данной ситуации, следуя аналогии с классическими станками, в которых для создания программ обработки сложных форм применяют CAMсистемы, является применение CAM для программирования робота. Действительно, создание траектории перемещения инструмента ничем не отличается от создания ее для станка. Разница лишь в том, что, впоследствии движения инструмента должны быть пересчитаны в движения осей робота и дополнительных осей. Этой возможностью обладает далеко не каждая CAMсистема.
Кроме того, CAMсистема должна понимать кинематику робота и учитывать все его возможности для позиционирования инструмента, избегать сингулярности и коллизий.
Компания «СПРУТТехнология» уже более 20 лет занимается разработкой программного обеспечения SprutCAM. Одной из опций данного продукта является возможность создания программ для промышленных роботов на основе загружаемой 3Dмодели изделия.
Используя множество стратегий обработки, программист может задать необходимые траектории перемещения инструмента. SprutCAM, основываясь на реальной кинематике робота, вычислит положение и ориентацию инструмента в каждой точке, рассчитает координаты каждой из осей робота. Детализированная симуляция позволит полностью смоделировать реальное поведение робота, избежать коллизий и увидеть результат обработки. Инструменты по оптимизации положения суставов робота дают возможность наилучшим образом определить оптимальные координаты осей для каждой точки.
Функции SprutCAM
Стратегии обработки
Будучи многофункциональной CAMсистемой, SprutCAM содержит большое количество стратегий для любых видов обработки: фрезерования (черновые, чистовые, многоосевые операции); резания; сварки (рис. 7).

Рис. 7. Фрезерный станок на базе робота
Кроме того, SprutCAM обладает уникальными стратегиями аддитивной обработки и обработки инструментом типа «нож». Все эти стратегии возможно использовать при программировании робота.
Поддержка
В SprutCAM уже реализована поддержка большинства известных производителей роботов: известны кинематические модели и готовы постпроцессоры. Уже выполнено и полностью отлажено для пользователя взаимодействие с роботами ведущих производителей (рис. 8). Внедрение продукта под конкретную задачу занимает минимальное количество времени.
Рис. 8. Поддерживаемые роботы
Преимущества использования SprutCAM для программирования роботов
- Offlineпрограммирование роботов увеличивает полезную загрузку;
- гораздо более быстрое создание программ, чем от точки к точке;
- легкое программирование роботов с дополнительными осями;
- автоматическая оптимизация и поиск безаварийных перемещений;
- реалистичная симуляция и проверка программ;
- готовые постпроцессоры для генерации программы на языке контроллера;
- создание программ такое же простое, как при программировании станков с ЧПУ.

