
Концепция построения интегрированной системы проектирования и производства на мебельном предприятии

Константин Овечкин
Программист
ООО «Базис-Центр»
В условиях нестабильной экономической ситуации только эффективность мебельного предприятия, его способность гарантировать надлежащее качество продукции и проводить разумную ценовую политику могут обеспечить необходимые темпы развития. Создать необходимую материальную базу для решения данной задачи особых проблем не составляет — естественно, при наличии достаточных финансовых средств. На рынке имеется большое количество предложений оборудования для производства корпусной мебели. Однако приобретения даже высокоавтоматизированных станков недостаточно. Необходимо наладить конструкторскотехнологический и производственный процессы. Причем сделать это нужно в едином информационном пространстве, с возможностью тесной интеграции конструкторского, технологического и производственного этапов.
Конструирование и технологическая подготовка производства на отечественных мебельных предприятиях автоматизированы на весьма высоком уровне. Одной из наиболее известных специализированных комплексных САПР является система БАЗИС [1, 2].
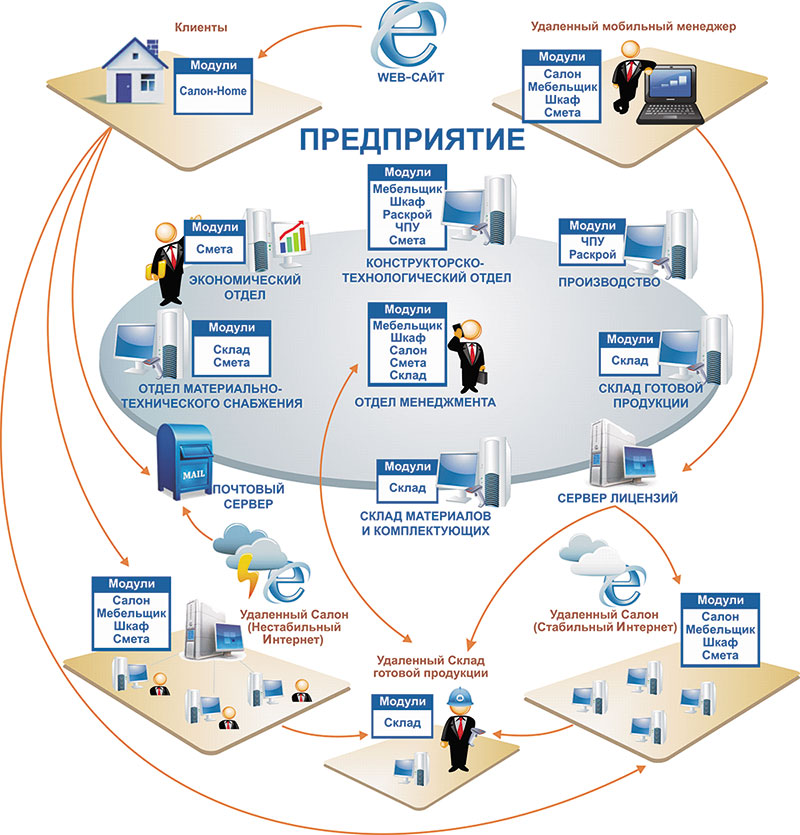
Рис. 1. Структурно-функциональная схема системы БАЗИС
Она позволяет значительно повысить скорость проектирования изделий и передачи их в производство, оптимизировать раскрой материалов, выполнить необходимые техникоэкономические расчеты и решить многие другие важные задачи. На рис. 1 показаны основные модули системы БАЗИС и их место в структуре мебельного предприятия. Основной структурной единицей информации в ней является трехмерная модель отдельного мебельного изделия или целого ансамбля (проекта, заказа). Вся необходимая информация для изготовления закладывается конструктором и технологом на этапе создания модели. По хранящейся в ней информации в автоматическом или автоматизированном режиме формируются рабочие чертежи деталей и сборочные чертежи изделий, управляющие программы для станков с ЧПУ, карты раскроя материалов и комплектовочные ведомости, а также рассчитывается материалоемкость, трудоемкость и стоимость изготовления как всего изделия в целом, так и каждой конкретной детали. Комплексность системы обеспечивает надежную защиту от искажения или потери информации при передаче ее из одного модуля в другой. Помимо этого в ней имеются средства для расширения функциональности проектирования мебели, позволяющие в максимальной степени учитывать особенности каждого конкретного предприятия [3].
Однако с ростом и развитием предприятия все более актуальными становятся организационные вопросы:
- Насколько загружено производство?
- Какое оборудование или какой элемент производственного процесса является «узким местом», не давая возможности нарастить объем производства?
- Какова в данный момент загрузка каждой единицы оборудования?
- Насколько изношено оборудование, и когда потребуется его техническое обслуживание или полная замена?
- В какой стадии выполнения находится определенный заказ, вплоть до стадии готовности каждой конкретной входящей в него детали?
- Когда планируется завершение нового заказа с учетом реальной загрузки производства?
За какой срок оправдает себя покупка нового оборудования, если оно позволит сократить время выполнения определенных операций в зависимости от производительности?
Какой реальный объем работы, выполненный конкретным рабочим, следует использовать для справедливого начисления заработной платы при сдельной системе оплаты труда?
Для ответа на эти и множество других вопросов, а также для реального, а не мнимого контроля бизнеспроцессов на предприятии внедряются и эксплуатируются ERPсистемы (Enterprise Resource Planning) [4]. Согласно определению, ERPсистема — это корпоративная информационная система для автоматизации планирования, учета, контроля и анализа всех основных бизнеспроцессов и решения бизнесзадач в масштабе предприятия. Внедрение такой системы невозможно без создания на предприятии единого информационного пространства, охватывающего все аспекты его деятельности.
Роль ERPсистем в организации эффективного современного предприятия исключительно велика, однако ни одна подобная система не претендует на полное решение всех организационноуправленческих задач. По этой причине разрабатываются и внедряются специализированные программные модули, предназначенные для решения специфических отраслевых задач, которые интегрируются с ERPсистемой. В результате образуется корпоративная система управления предприятием.
Обязательным условием функционирования ERPсистемы является тесная интеграция со всеми работающими на предприятии программными модулями для исключения повторного ввода информации и оперативного доступа к ней. Это, прежде всего, системы автоматизации проектирования и технологической подготовки (CAD/CAM/CAEсистемы) и системы автоматизации управления технологическими процессами (АСУ ТП). Если говорить о CAD/CAM/CAEсистемах, то в составе САПР БАЗИС имеется набор модулей, реализующий всю необходимую для мебельного предприятия функциональность.
Сложнее с АСУ ТП. Системы этого класса позволяют обеспечить стабильность технологических режимов, повысить качество продукции, сократить многие виды издержек и с максимальной эффективностью использовать имеющиеся производственные мощности. В их составе должны присутствовать модули анализа экономических аспектов производства, планирования ресурсов и разработки графиков выполнения работ. Они функционируют на уровне цехов и отдельных производственных участков и являются важным элементом производственного планирования и управления. Для решения этого класса задач в системе БАЗИС разрабатывается новый модуль, рабочее название которого — БАЗИСЦех.
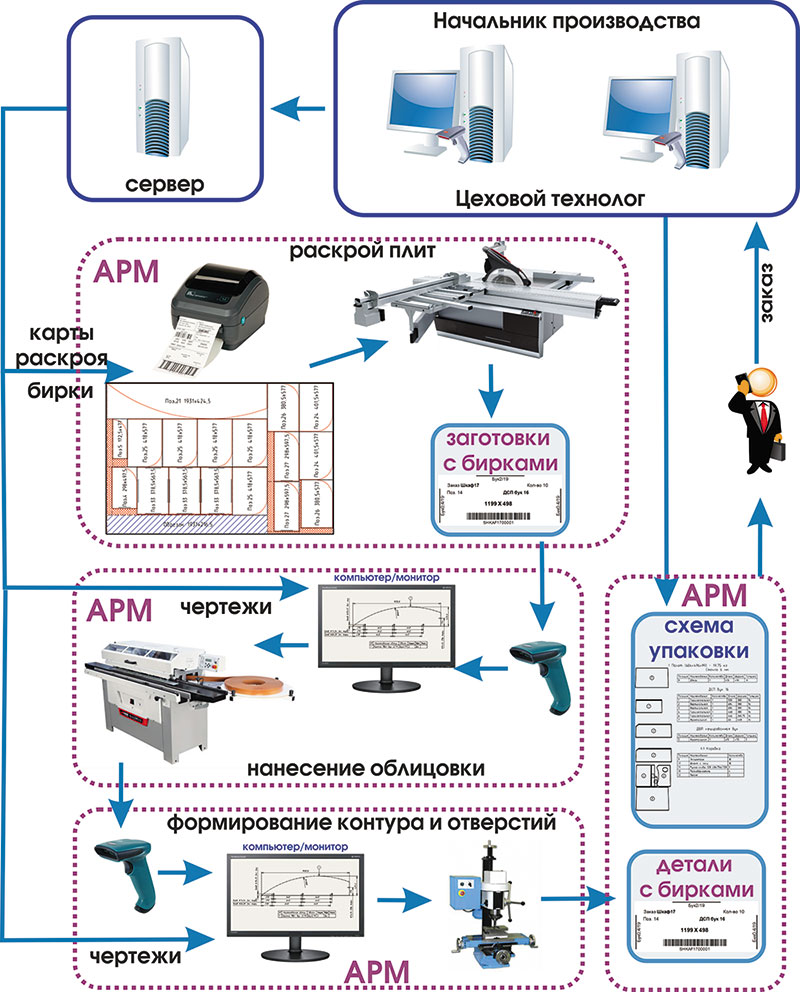
Рис. 2. Структура мебельного производства
Концепция модуля БАЗИСЦех
Модуль БАЗИСЦех предназначен для решения двух групп задач:
- управляющие задачи, в результате решения которых вырабатываются и реализуются определенные управляющие воздействия на элементы производственного процесса;
- информационные задачи, цель решения которых — сбор, анализ и предоставление информации о протекании производственного процесса оперативному и руководящему персоналу.
В соответствии с этим разрабатываемый модуль будет состоять из трех структурных блоков:
- Центральная база данных.
- Система управления производством — прикладное программное обеспечение, выполняющее следующие функции:
- занесение в базу справочных данных (сведения о технологических процессах, станочном оборудовании, работниках и т.д.), а также информации о заказах;
- формирование сменных заданий;
- контроль исполнения заказов;
- формирование отчетов по загруженности оборудования и выполненным заказам;
- планирование и прогнозирование;
- подготовка данных для расчета заработной платы при сдельной системе оплаты труда;
- анализ информации о ходе выполнения заказов.
3. Автоматизированное рабочее место (АРМ) — кроссплатформенное программное обеспечение, реализующее такие функции, как:
- отображение информации, необходимой для выполнения технологических операций на каждом производственном участке;
- внесение в центральную базу данных информации о начале и окончании выполнения операции над отдельной деталью или партией деталей;
- настройка представления информации, выдаваемой рабочему, в соответствии с типом рабочего участка (участок раскроя, участок присадки и т.д.)
Основными пользователями модуля БАЗИСЦех являются следующие категории специалистов:
- начальник производства (контроль производства);
- цеховые технологи (составление технологических процессов и контроль их исполнения);
- плановый отдел (планирование производства);
- экономический отдел (планирование финансовых и материальных ресурсов);
- руководство предприятия (анализ эффективности работы производственных подразделений и предприятия в целом).
Структура мебельного производства
Упрощенная структурная схема автоматизированного мебельного производства приведена на рис. 2. На всех рабочих местах устанавливаются соответствующие АРМ, которые комплектуются необходимым оборудованием:
- монитором;
- системным блоком, одноплатным или планшетным компьютером;
- сканером штриховых кодов;
- принтером для печати бирок (на участках раскроя и упаковки).
Основным механизмом ввода данных в систему является считывание сканером штриховых кодов с бирок, наклеенных на детали, а в качестве вспомогательного источника — ввод с клавиатуры. После считывания штрихового кода детали производится запрос необходимой информации с сервера на основе содержащихся в нем данных, а также настроек рабочего места. Например, на участке раскроя при считывании кода со сменного задания на раскрой на станок загружается управляющая программа для пильного центра или специального модуля — симулятора раскроя. При выполнении аналогичной операции на участке упаковки (считывание штрихкода готовой детали) будет показано, в какую упаковку должна попасть данная деталь и как она должна быть уложена в ней.
Кроссплатформенность АРМ и низкие системные требования к вычислительной мощности дают широкие возможности по применению не только «слабых» стационарных персональных компьютеров, но и планшетов, что устраняет необходимость в использовании монитора для отображения информации. В последнее время всё большую популярность приобретают одноплатные компьютеры, такие как Raspberry Pi, Orange Pi и другие. При очень небольшом размере они обладают производительностью на уровне серьезных персональных компьютеров и всеми необходимыми для коммуникации интерфейсами. Для подключения такого устройства к локальной сети может служить либо проводное подключение через интерфейс Ethernet, либо беспроводное — через стороннее устройство — адаптер USBWiFi. Операционными системами для одноплатных компьютеров являются Android и системы семейства UNIX, что освобождает пользователей от необходимости приобретения лицензий на использование операционной системы. К тому же это очень недорогие устройства, цены на которые на зарубежных торговых площадках находятся на уровне 3 тыс. руб. по текущему курсу. Все это дает реальную возможность даже среднему по размерам мебельному предприятию произвести тотальную компьютеризацию рабочих участков с последующим внедрением системы управления производством.
Жизненный цикл заказа на мебельное изделие
В упрощенном виде жизненный цикл заказа на изготовление мебельного изделия на предприятии, использующем систему БАЗИС, состоит из следующих этапов (этап формирования 3Dмодели не рассматривается):
- После оформления заказа и формирования всех необходимых документов для клиента заказ передается в модуль БазисЦех, где ему присваивается статус «Новый заказ».
- Цеховые технологи выбирают заказ с данным статусом и запускают процедуру автоматического подбора типового технологического процесса (ТТП) для каждой детали. Подбор осуществляется на основе информации, хранящейся в 3Dмодели, и сведений, содержащихся в базе данных материалов и операций. Если для какойлибо детали не удалось автоматически подобрать ТТП, то технологу предлагаются на выбор два варианта действий: ручной выбор из списка ТТП или оперативное создание нового ТТП. Технолог всегда имеет возможность контроля автоматически подобранного ТПП. Это особенно необходимо для деталей, у которых имеются «петлеобразные» технологические операции (например, раскрой — облицовывание кромок — раскрой — присадка). По окончании проверки заказа ему присваивается статус «Проверен».
- После проверки заказа начальник цеха делает запрос о наличии на складе необходимого количества материалов, присутствующих в заказе. При получении отрицательного ответа заказу присваивается статус «Ожидает материалы». В некоторых случаях при частичном отсутствии материалов заказ все равно может быть запущен в производство. Например, если в данный момент на складе отсутствуют опоры или ручки, выбранные клиентом, а листовой и кромочный материал присутствует, и при этом плановая дата закупки требуемых материалов предшествует сроку окончательного изготовления данного изделия.
- На основании информации о наличии материалов для выполнения заказа, плановых сроков его выполнения, приоритета, а также данных о текущей загруженности производственных мощностей и количестве оперативных заказов начальником производства принимается решение о начале производства заказа, при этом формируются сменные задания для каждого из производственных участков.
- При выполнении сменного задания рабочие на участке раскроя получают заготовки, на которые наносят бирки со штриховым кодом.
- На каждом последующем этапе рабочий считывает штрихкод с заготовки, получает необходимые для обработки детали данные (чертеж детали, управляющие программы для станков с ЧПУ и т.д.) и выполняет соответствующие технологические операции.
- В случае выявления производственного брака в систему добавляется информация, необходимая для анализа причин брака и организационных выводов (данные о событии, месте выявления, рабочем и т.д.). При этом в систему добавляется сообщение о том, что требуется повторное изготовление данной детали.
- При попадании готовой детали на участок сборки или упаковки в системе делается отметка о готовности детали и производится сборка изделия или формирование упаковочного пакета.
- После готовности всех деталей, входящих в заказ, и окончании необходимых операций заказу присваивается статус «Готов». Он перемещается из списка оперативных заказов в архив заказов, а изделие поступает на склад готовой продукции.
Подготовительные этапы
Перед внедрением системы управления мебельным производством необходимо выполнить комплекс подготовительных работ:
- Внедрить конструкторскотехнологические модули системы БАЗИС, позволяющие выполнять разработку трехмерных моделей мебельных изделий и учитывающие все необходимые технологические требования, и заняться формированием конструкторскотехнологической документации.
- Внедрить элементы безбумажной технологии производства [5]. При традиционной организации производства технологическая документация передается рабочим в бумажном виде. Это приводит к потерям рабочего времени и возникновению ошибок, например, по причине того, что рабочий просто перепутал документы. При большом количестве обрабатываемых деталей и близости их размеров такая ситуация возникает достаточно часто. Автоматическая передача электронных документов с использованием технологии штрихового кодирования позволяет избежать возникновения подобных ситуаций.
- Проложить сеть передачи данных и установить оборудование АРМ. Для успешного внедрения системы управления производством необходимо заранее подготовить и развернуть на производстве локальную сеть для обмена необходимой информацией. Более предпочтительным является развертывание проводных локальных сетей, прокладываемых с помощью экранированных кабелей для более надежной защиты от сильных электромагнитных помех, создаваемых двигателями и исполнительными органами станочного оборудования. В случае невозможности организации проводного соединения на определенных рабочих участках допускается использование оборудования, позволяющего организовать беспроводную локальную сеть. На все рабочие места, где необходимо получать информацию о детали для ее изготовления или производить отметку об успешном выполнении операции, необходимо установить персональный или планшетный компьютер, сканер штрихкодов, а также, при необходимости, клавиатуру и принтер для печати бирок.
Заключение
В САПР БАЗИС имеется полный набор средств для автоматизации проектирования, технологической подготовки и производства изделий корпусной мебели. Он включает в себя ряд тесно интегрированных программных модулей, адаптируемых под специфику конкретного мебельного производства, которые обеспечивают высокую эффективность и гибкость всего проектнопроизводственного цикла. Добавление в систему модуля БАЗИСЦех даст основание считать САПР БАЗИС действительно комплексной системой автоматизации мебельных предприятий.
Литература
- Бунаков П.Ю. САПР корпусной мебели: текущее состояние, перспективы и направления развития / Труды международного лектория, посвященного 30летию кафедры «Системы автоматизированного проектирования и информационные системы» Воронежского государственного технического университета и памяти ведущих ученых в области САПР. Воронеж: ФГБОУ ВПО «Воронежский государственный технический университет», 2014. Ч. 2. 161 с. С. 7590.
- Бунаков П.Ю. БАЗИС 9. Новая версия — новый уровень 3Dмоделирования // САПР и графика. 2014. № 4 (210). С. 7274.
- Бунаков П.Ю. JavaScript — эффективный инструмент конструкторатехнолога для расширения функциональности САПР БАЗИС // САПР и графика. 2014. № 2 (208). С. 5356, № 3 (209). С. 5457.
- Дэниел О’Лири. ERPсистемы. Современное планирование и управление ресурсами предприятия — М.: Вершина, 2004. 272 с.
- Бунаков П.Ю. Технологии штрихового кодирования в САПР БАЗИС // САПР и графика. 2013. № 2 (195). С. 6871.

