
Особенность листовой штамповки — обработка листа по частям. Объясняется это тем, что координатнопробивные прессы позволяют использовать лист длиннее своей рабочей области. Лист перемещается в рабочую область по частям и фиксируется зажимами. Таким образом, каждый раз для обработки доступна лишь ограниченная зона листа. Здесьто и возникает необходимость в оптимизации: очевидно, что выделение зон на листе и выбор положения каждого зажима — задача, которая может быть решена самыми различными способами. Цель оптимизации — избежать потерь в точности обработки, сократить время работы станка, целиком использовать пространство листа. Путь решения — уменьшение числа переустановок листа и зажимов.

Техтран предоставляет возможность задавать местоположение зон и зажимов на листе явным образом. Однако в большинстве случаев удобнее использовать автоматический режим, который подбирает оптимальное решение.
Паспорт станка. Для расчетов необходимы сведения об оборудовании, которые в Техтране заносятся в паспорт станка. В нем хранятся габариты рабочей области, размеры зажимов и пределы их перемещения вдоль листа, размеры пуансона и ограничения его перемещения по отношению к границам рабочей области и зажимам.
Выбор стратегии оптимизации. Не имея в своем распоряжении подходящего программного обеспечения, технологам порой проще не задействовать в обработке полосу листа, которая используется для зажимов. Достаточно расположить детали со смещением от края листа. Но металл нынче дорог, а Техтран дает возможность использовать лист без потерь. Обсудим случай, когда детали занимают пространство листа без ограничений, в том числе под зажимами.
Можно выбрать одну из двух стратегий, соответствующих различным функциям станка и в конечном счете определяющих команды в УП. Свободное место освобождается либо перестановкой зажимов при неподвижном листе, либо перемещением листа при неподвижных зажимах.
Сохранение целостности переходов за счет перестановки зажимов. В такой ситуации для подбора решения понадобится принять во внимание достаточно много факторов, и помощь компьютера будет нелишней. В паспорте станка хранятся размеры зажимов и пределы перемещения вдоль листа для каждого из них. Программа пытается найти для зажимов свободное место, не допуская столкновения зажима и пуансона (рис. 1). Кроме того, исключается столкновение зажимов между собой. Из всех вариантов расположения зажимов предпочтение отдается таким, в которых лист фиксируется наиболее равномерно.
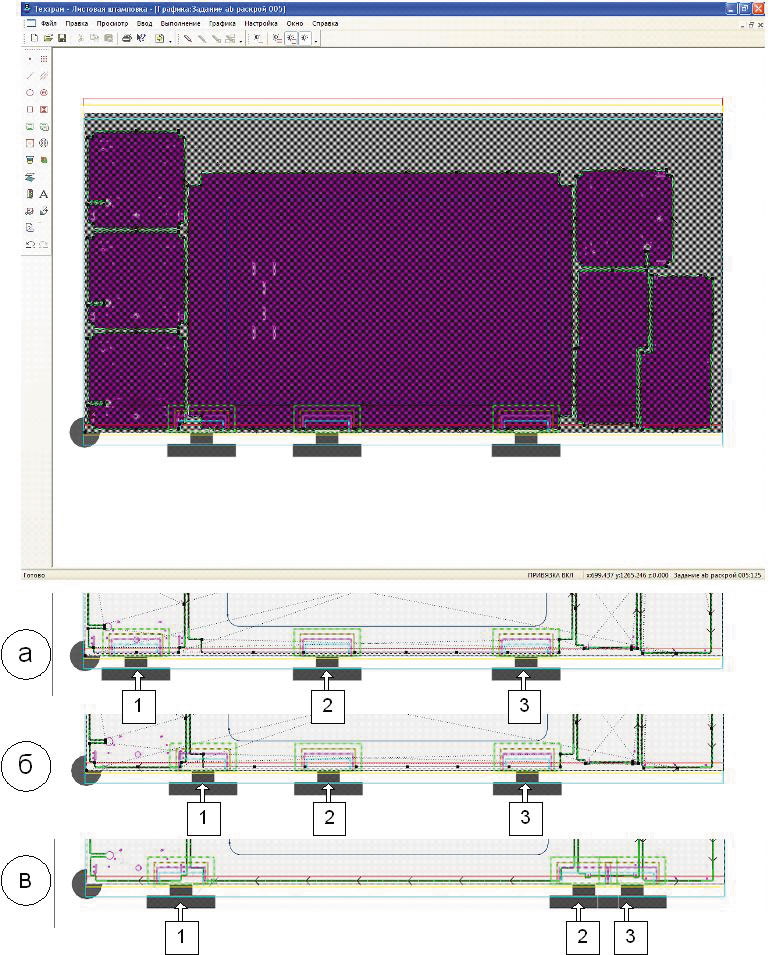
Рис. 1. Обработка под зажимами за счет перестановки зажимов (без разбиения переходов)
При отсутствии свободного места для зажима обработка производится в несколько этапов: сначала зажим фиксирует лист поверх обрабатываемого участка, и работа ведется на доступной части листа, а затем после перестановки обрабатываются оставшиеся фрагменты. От программы требуется свести к минимуму перемещения зажимов между перестановками.
Разбиение переходов под зажимами при перемещении листа. В ряде случаев желательно вообще исключить перемещение зажимов вдоль листа, поддерживая постоянное расстояние между ними (рис. 2). Причина может заключаться в том, что у станка отсутствует возможность программного перемещения зажимов. Или другой вариант: такая перестановка отрабатывает существенно дольше, чем переустановка листа. Тогда можно воспользоваться режимом с фиксированным положением зажимов и разбиением переходов, попадающих под зажимы. Переходы вырубки в этом случае рассматриваются не как единое целое, а как отдельные удары. Сначала выполняются те из них, что не закрыты зажимами, а оставшиеся отрабатывают после того, как лист переместился с таким расчетом, чтобы место недоработанных ударов оказалось открытым. Далее системе остается объединить удары, оставшиеся после разбиения исходных переходов, чтобы сохранить возможность использовать в УП циклы вырубки.
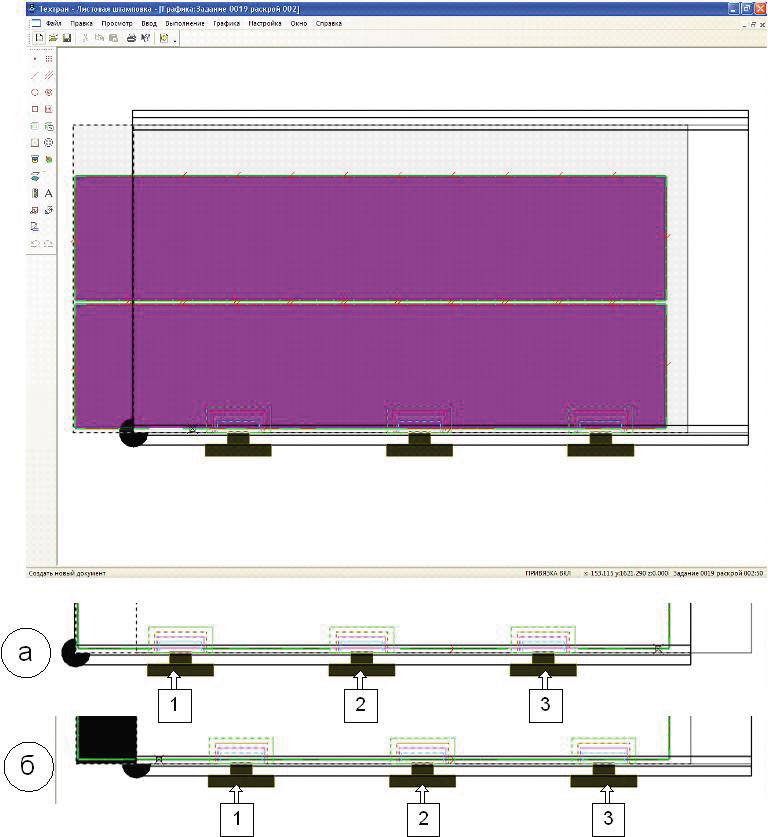
Рис. 2. Обработка под зажимами за счет перемещения листа (с разбиением переходов)
«Длинная» деталь. Обычно рабочая область станка превышает размеры детали, однако возможен и такой вариант, когда обрабатываемый элемент нельзя обработать непрерывной серией ударов без переустановки листа. Техтран автоматически разбивает такие переходы на части допустимой длины, подбирая соответствующие параметры цикла вырубки (рис. 3).
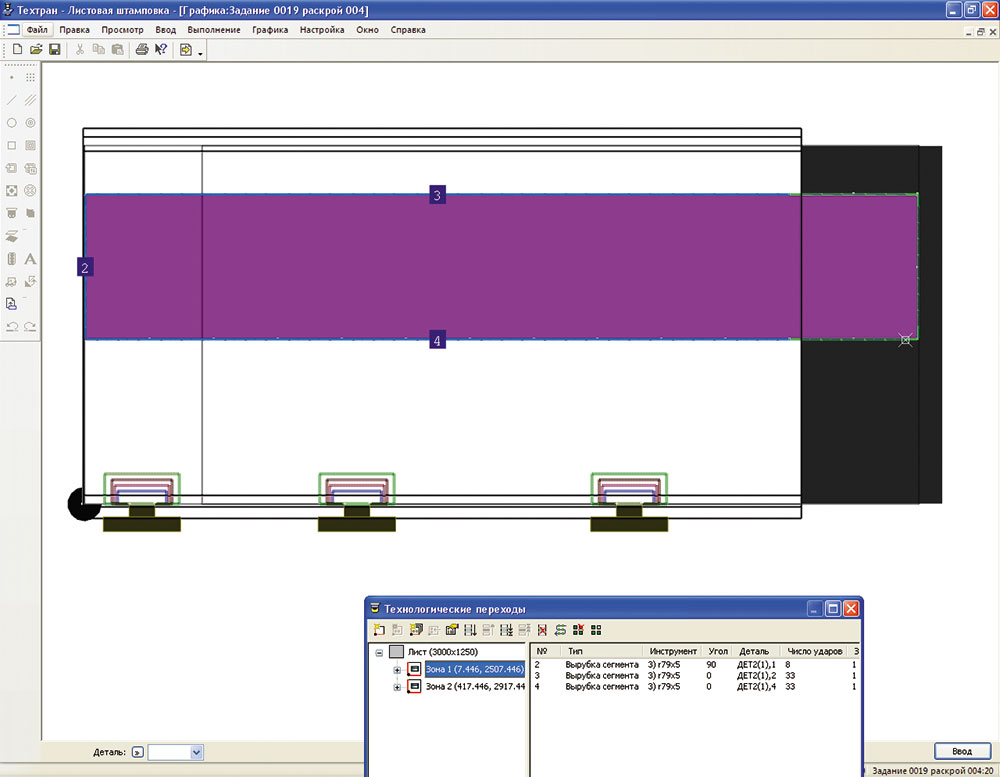
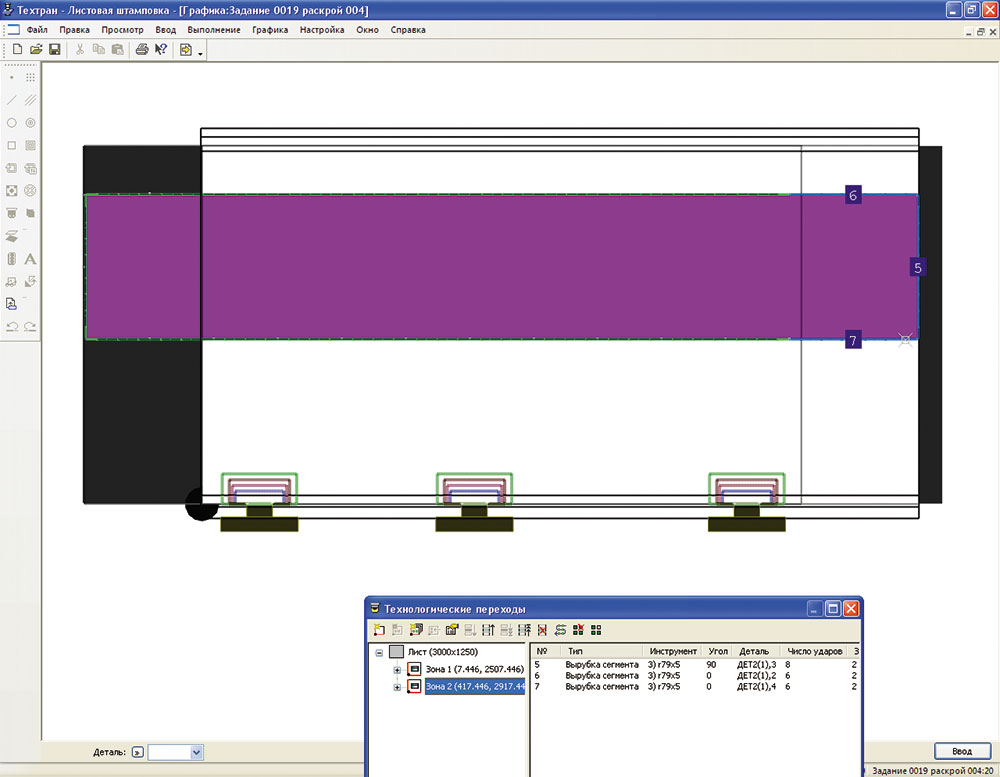
Рис. 3. Разбиение переходов «длинной» детали
Движение в обход зажимов. Уже говорилось, что система исключает столкновение инструмента с зажимом при выполнении обработки. Для каждого размера гнезда револьверной головки в паспорте станка определено безопасное расстояние между пуансоном и зажимом. Техтран также обеспечивает безопасное перемещение инструмента при позиционировании, когда сами удары приходятся на свободную часть листа, но зажим мешает выходу инструмента к началу обработки. В этом случае система встраивает в траекторию позиционирования дополнительные участки, чтобы обеспечить обход зажима (рис. 4).

Рис. 4. Позиционирование инструмента в обход зажимов
Следует отметить, что вспомогательные перемещения перестраиваются всякий раз, когда меняется порядок переходов. Для оптимизации переходов используется обширный набор возможностей, поэтому очень удобно, что система перестраивает вспомогательные участки по мере необходимости.
Упорядочение переходов зоны листа. Каждая переустановка делает доступной для обработки определенную зону листа. В нее входит некоторый набор переходов. После определения зоны листа и положения зажимов возникает задача упорядочить переходы, обрабатываемые в рамках этой зоны. Для упорядочения переходов в Техтране предусмотрены разнообразные средства. Специфика листовой штамповки заключается в том, что удары, в частности, группируются по вертикальным и горизонтальным резам в связи необходимостью поддерживать жесткость листа в поперечном направлении (от зажимов). Обсуждая тему назначения последовательности переустановок листа, важно обратить внимание, что в рамках каждой полученной зоны листа упорядочение переходов производится автоматически на основании ряда предварительных установок.
Просмотр зон листа. Зоны листа, созданные системой в автоматическом режиме (как, впрочем, и в ручном), удобно просматривать и редактировать с помощью диалогового окна Технологические переходы (рис. 5). В этом окне в виде дерева отображается структура технологических переходов на листе: лист, зона, инструмент, деталь. Выделяя определенный элемент структуры в дереве, мы получаем в виде списка набор переходов, относящихся к нему. Выбранные таким образом переходы выделяются в графическом окне, показываются границы зоны и положение зажимов.
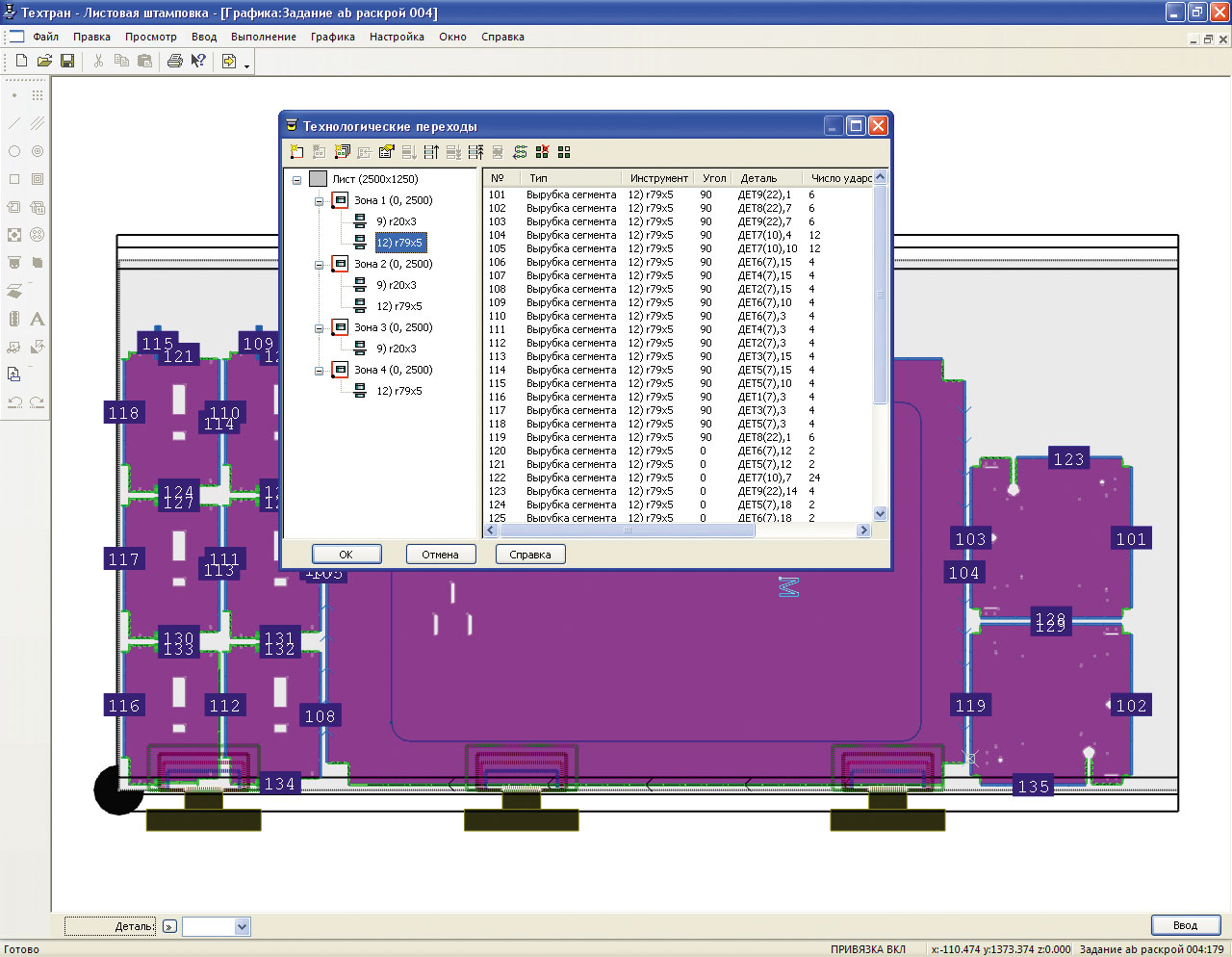
Рис. 5. Просмотр зон листа
Оценка времени обработки. С точки зрения подсчета времени обработки листовая штамповка имеет ряд особенностей по сравнению с другими видами обработки. Ее основной способ — собственно штамповка — затрачивает время не на фазе непрерывного рабочего перемещения, как, например, во фрезерной или токарной обработке, а на разных этапах действия ударного механизма. В паспорте станка предусмотрены соответствующие времена и задержки. Кроме того, описываются кинематические характеристики приводов, револьверной головки, подачи листа и перемещения зажимов.

