

Дмитрий Николаев,
инженер-технолог 3-й категории ООО НПП «БУРИНТЕХ». Окончил Уфимский государственный авиационный технический университет, факультет АТС, специальность «Мехатронные станочные системы»
NautilusPlus — программа для составления управляющих программ вне станка в формате циклов Manual guide (EZ-guide). Управляющая программа занимает меньше памяти, чем программа в G-кодах, и станок не простаивает во время составления УП. Рассмотрены основные возможности и функции NautilusPlus.
Современные токарные станки с ЧПУ могут оснащаться встроенными программными оболочками для составления управляющих программ (УП). Manual guide (EZguide), Shop Turn, Mazatroll позволяют в наглядной форме написать УП прямо на стойке, при этом видны обрабатываемые контуры, оперативно можно поменять глубину резания, стратегию выборки канавки или кармана, применить различный инструмент. Минусом является то, что при составлении программы станок не работает, простаивает. Большинство САМсистем выдают УП в Gкодах. Такие УП занимают больше памяти, их уже нельзя редактировать через встроенные в ЧПУ программные оболочки и невозможно применить отличный от заданного в УП инструмент (допустим, пластину с другим радиусом при вершине) и т.д.
Чтобы станок не простаивал во время составления УП с помощью Manual guide (EZguide), была разработана программа NautilusPlull, позволяющая составить управляющую программу и визуализировать результат выполнения УП. Продемонстрируем работу NautilusPlus на примере детали, приведенной на рис. 1. Обработка детали будет производиться на токарном станке с ЧПУ с револьверной инструментальной головкой. Для обработки будут использоваться проходной расточной, канавочный и резьбовой резцы. Систему координат расположим по правому торцу детали, ось Z направлена вправо, ось X — вверх. УП, составленная в EZguide, имеет определенную последовательность циклов. Сперва идет цикл выбора инструмента и ограничений в работе станка G500 (номер и корректор инструмента, ограничения оборотов, скорость резания или обороты шпинделя — в зависимости от выбранной функции: постоянства скорости или оборотов). После этого идут циклы, определяющие стратегию обработки контура: G1120G1128 (точение, растачивание, торцовка), G1140G1141 (обработка резьб резцом), G1130G1138 (точение канавок), G1100G1101 (сверление, центровка). Далее следует составить обрабатываемый контур.
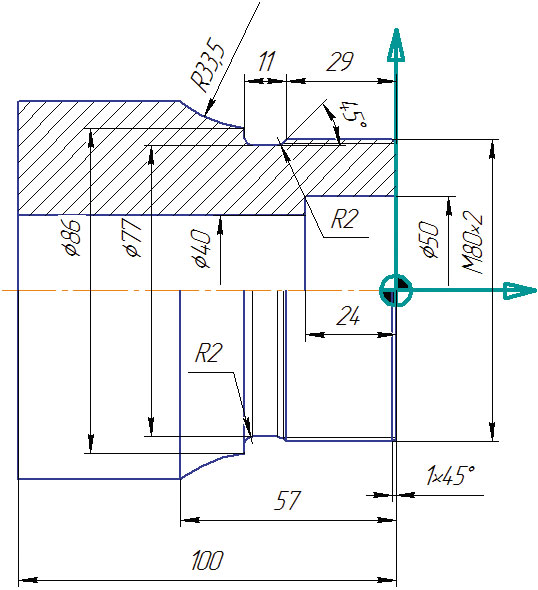
Рис. 1
Для удобства инструмент можно задать в магазине инструментов (рис. 2), описать его геометрию и режимы резания. В дальнейшем при выборе инструмента режимы резания и номер инструмента будут применяться к циклу обработки. Можно работать и без магазина инструментов и самостоятельно задавать режимы резания и номера инструментов.
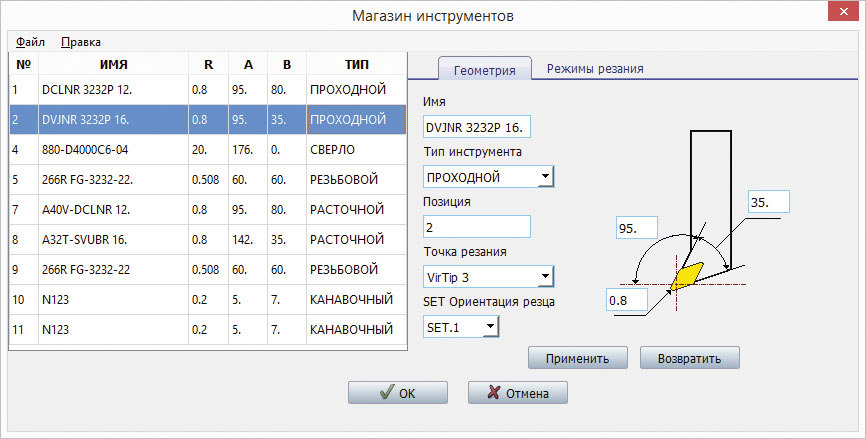
Рис. 2
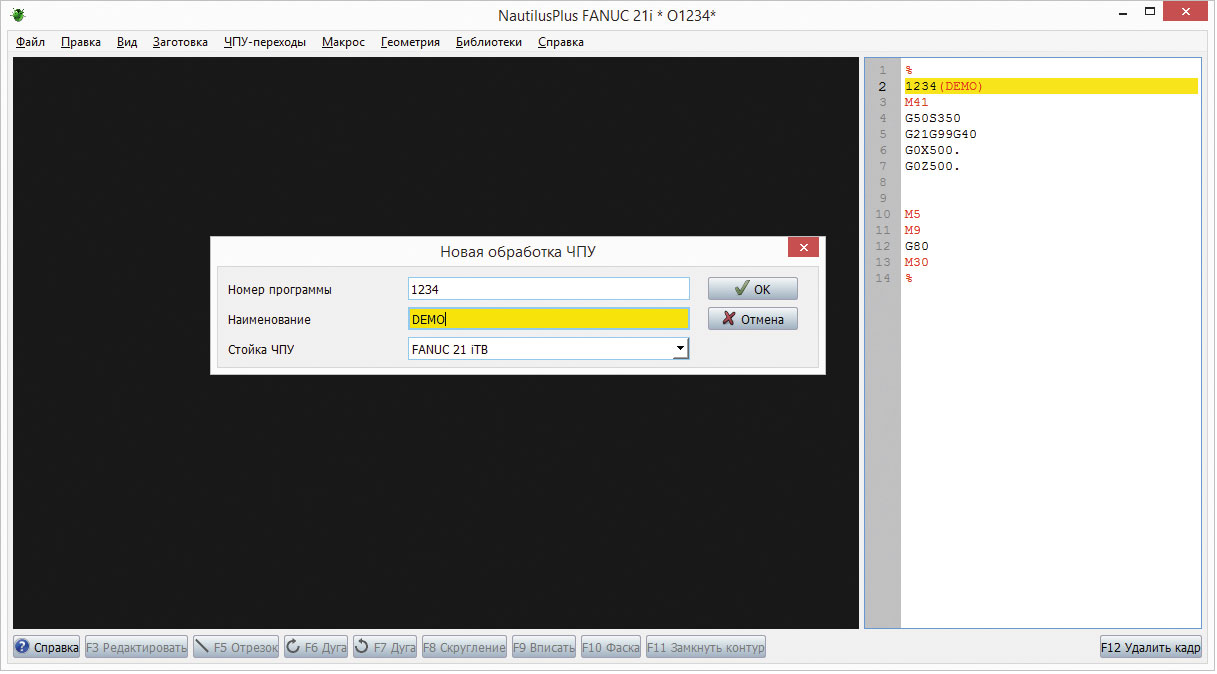
Рис. 3
Для начала работы создаем новую обработку (рис. 3). Мы задаем номер программы, комментарий (шифр детали) и серию системы ЧПУ. NautilusPlus создает код начала и конца программы и строки «безопасности». Далее задаем заготовку — в виде трубы, кругляка или произвольной формы. Заготовка произвольной формы задается набором линий, скруглений, дуг и фасок (рис. 4). Первым элементом контура является начальная точка. Все элементы контура следуют друг за другом, конечная точка предыдущего элемента является начальной точкой следующего. Последний элемент должен приходить в начальную точку — иными словами, контур должен быть замкнут.
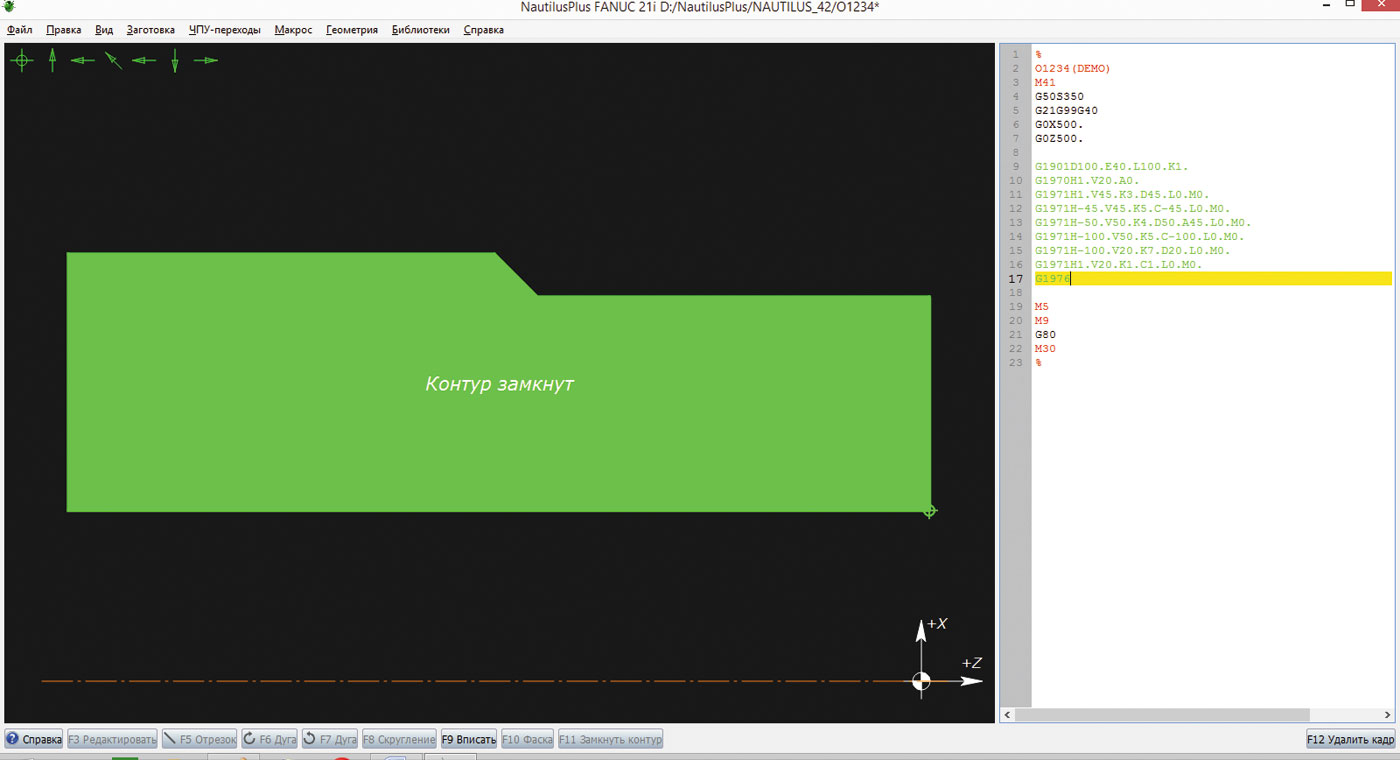
Рис. 4
Первым переходом будет торцовка (рис. 5). Для этого выбираем меню ЧПУпереходы -> Чистовая обработка -> Торцевой поверхности. Выбираем инструмент, в следующем окне при необходимости корректируем параметры работы станка (точка быстрого подхода, регистр крепления детали, функция постоянства скорости, ограничения оборотов). Далее, при необходимости, в окне параметров корректируем параметры чистовой торцовки. Теперь нужно задать контур. Контур составляется аналогично контуру заготовки произвольной формы, из линий, дуг и т.д., но у каждого элемента появляется атрибут принадлежности к контуру заготовки (зеленый цвет) или детали (синий цвет). При обработке всё, что принадлежит заготовке, станок срежет — останется контур, принадлежащий детали. После составления контура необходимо отвести резец от заготовки — для этого после контура выводятся строки Gкодов.
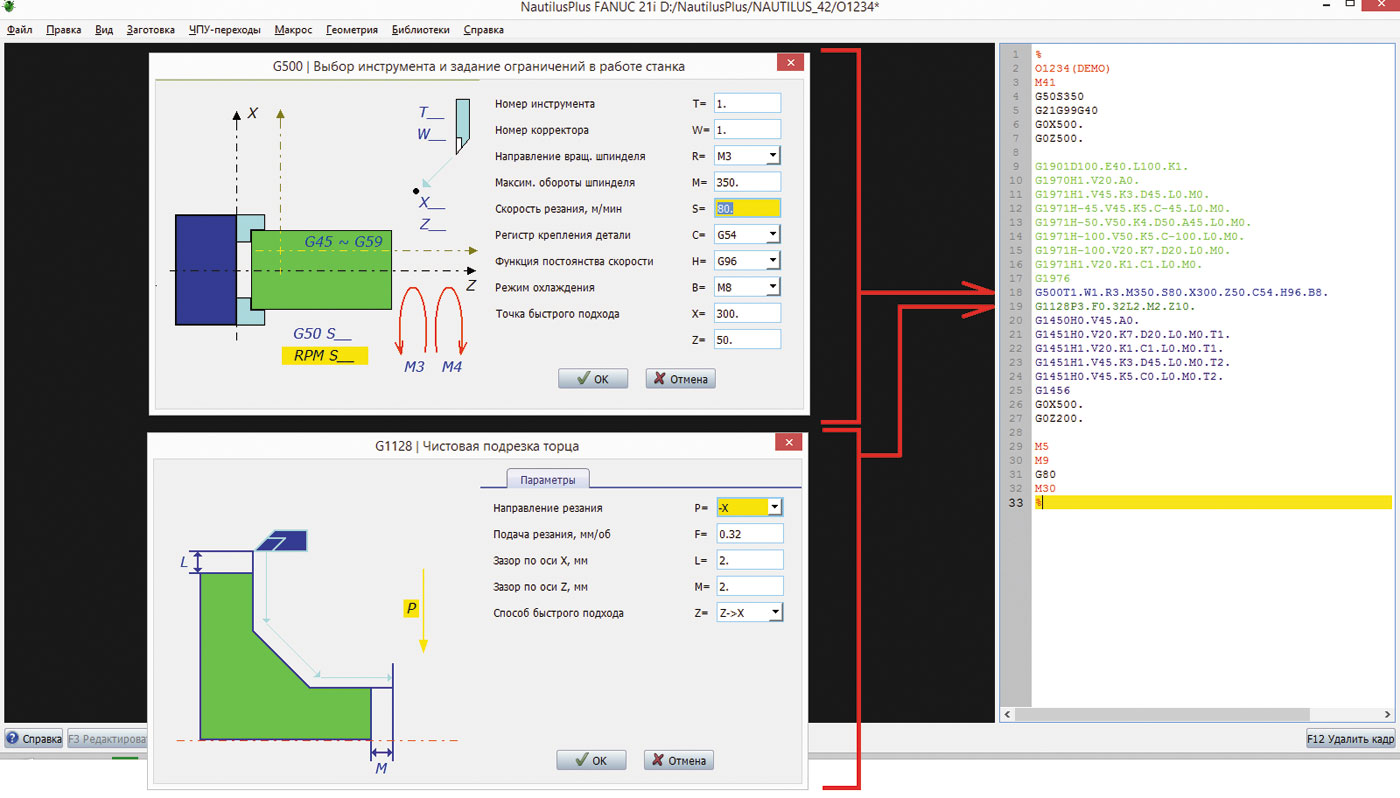
Рис. 5
Далее выполним обработку наружной поверхности (рис. 6). Сначала будет черновой переход, а за ним чистовой. Выбираем ЧПУпереходы, черновое точение наружной поверхности. Аналогично торцовке выбираем инструмент, затем параметры работы станка и параметры чернового перехода (глубина резания, направление резания, подача, дистанция отскока и т.д.). Задаем контур для внешней обработки. Теперь система ЧПУ послойно выберет материал согласно описанному контуру и заданным параметрам чернового точения.
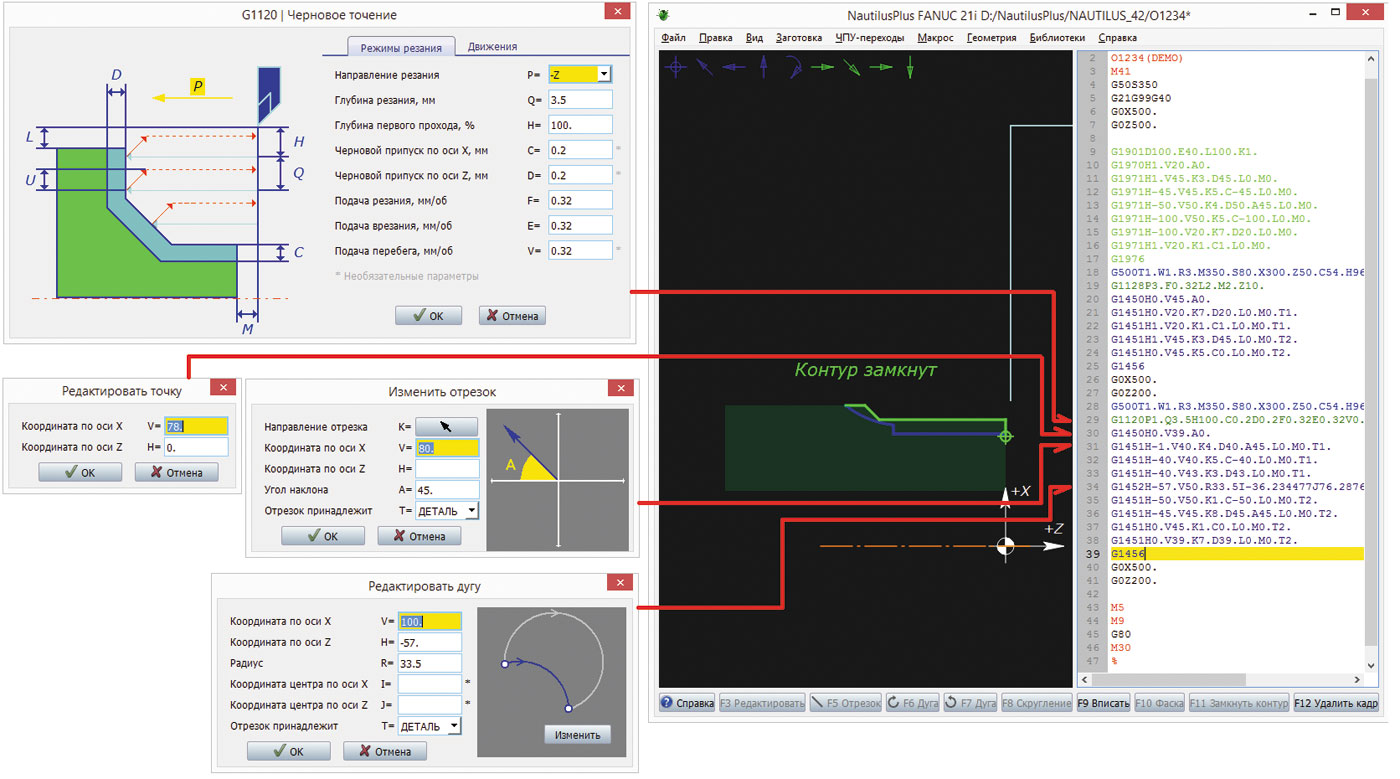
Рис. 6
Логика составления переходов для растачивания аналогична. Выбираем нужный тип цикла растачивания (черновой, получистовой, чистовой), выбираем, вводим или редактируем нужные параметры в диалоговых окнах и составляем контур для обработки. Аналогичны действия и при обработке канавок.
Для наглядности составленный контур обработки отображается на фоне заготовки. Заготовка обрезается в соответствии с контурами, составленными ранее, чего, кстати, не делается при составлении УП с пульта станка. При обработке резьб отображается линия резьбы на фоне заготовки, тем самым повышается наглядность при составлении УП. В настройках можно задать значения по умолчанию, которые будут вставляться в соответствующие поля при составлении УП.
Составлять УП при помощи NautilusPlus для Manual guide (EZguide) гораздо удобнее, быстрее и нагляднее, чем на пульте станка. Программист может оперативно обратиться к чертежу, справочным данным и т.д., при этом находясь на своем рабочем месте вдали от шума производственного цеха. Плюсом также является то, что при составлении УП станок не простаивает. УП более наглядна, чем в классических Gкодах, и занимает меньше памяти. При необходимости возможно внесение изменений в УП прямо со станка.
Таким образом, получился гибкий, легкий в освоении инструмент для составления УП для токарных станков с системой ЧПУ FANUC.

