

Владислав Игонин,
к.т.н., руководитель отдела внедрения, компания APPIUS
Продолжая серию статей о развитии и новинках в рамках системы управления жизненным циклом изделия AppiusPLM, в настоящей статье предлагаю рассмотреть новый механизм, предназначенный для описания технологами типовых и групповых технологических процессов, — Редактор ТТП/ГТП.
Создание нового механизма описания ТТП/ГТП в системе обусловлено многочисленными просьбами пользователей по упрощению существующего способа создания типовой технологии. Соглашусь, что базовый вариант работы требует от технологов повышенного внимания, и, конечно, основная причина заключается в наглядном представлении и отсутствии индивидуального интерфейса для работы с типовыми техпроцессами.
По организации производства технологические процессы подразделяются на единичные, типовые и групповые. Если с единичными технологическими процессами и маршрутами в системе все в порядке и все механизмы, предусмотренные для их описания, отработаны, стабильны и соответствуют требованиям технологов, то ТТП/ГТПтехнологиям зачастую стали уделять меньше внимания в силу вышеописанной трудоемкости, а также повсеместного сокращения технологических отделов и упрощения описания технологии изготовления. Если раньше за описание технологии термической обработки, нанесение покрытий, технологию сварки и т.д. отвечали цеховые технологи, то сейчас наблюдается отказ от разработки подобных вариантов и переход к описанию сквозных технологических процессов. Конечно, утверждать, что такой вариант работы неправильный, нельзя, и в большинстве случаев он оправдан единством информации и сокращением времени разработки технологии, но в ряде случаев без создания ТТП/ГТП не обойтись. И определяется это в основном существующими формами технологической документации по ГОСТу, которые предусмотрены для отображения в печатном виде ТТП/ГТП. Соответственно, кроме как с ТТП/ГТП, настоящие формы в печатном виде автоматически из системы сформировать не получится.
Разработка нового редактора началась с написания технического задания специалистами отдела внедрения совместно с разработчиками. За время работы и в результате многочисленных проектов внедрения на производственных предприятиях накопилось огромное количество информации по обратной связи с пользователями о возможных вариантах представления ТТП/ГТП в системе. Бесспорно, основой для разработки остались фундаментальные понятия и принципы технологии машиностроения.
С точки зрения технологии машиностроения типовой и групповой технологические процессы — это два разных понятия, и сформулировать их можно следующим образом:
- типовой технологический процесс — это процесс изготовления группы изделий с общими конструктивными и технологическими признаками. Например, технологический процесс изготовления типоразмерных деталей или исполнений изделия;
- групповой технологический процесс — это процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками. Например, технологический процесс получения покрытий, термическая обработка и т.д.
В системе же принцип создания и описания ТТП/ГТП один, а разница основана на содержательной части технологии в отношении состава и содержания операций, используемого оборудования, норм времени, материальных норм и т.д. При создании интерфейса редактора ТТП/ГТП за основу был взят редактор групповых спецификаций, так как более удобного и привычного табличного варианта не нашлось (рис. 1).
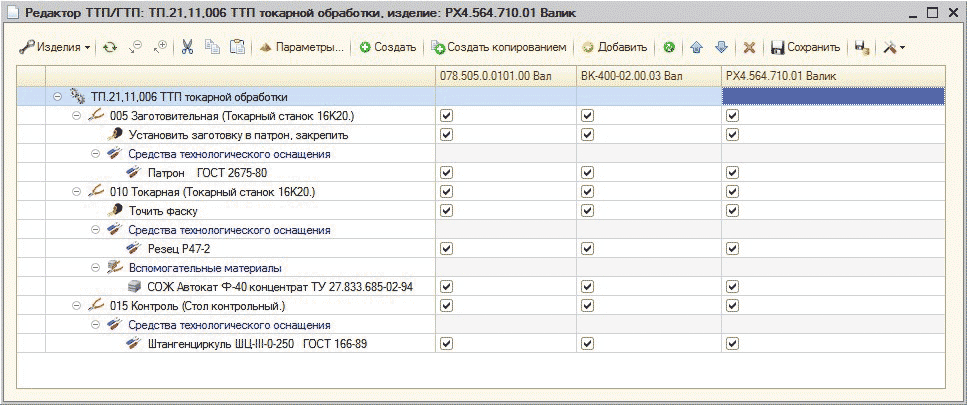
Рис. 1. Окно редактора ТТП/ГТП
Следуя традициям разработки технологических модулей в системе и исходя из названия, редактор ТТП/ГТП может быть использован как средство просмотра информации, а также в качестве рабочего инструмента по созданию и редактированию технологии непосредственно в редакторе. Доступны два варианта работы с ТТП/ГТП: первый из них предполагает полное описание технологии в рамках редактора, второй вариант, на мой взгляд, более удобен — первоначальная подготовка техпроцесса в основном интерфейсе Управление технологией, и дальнейшая конкретизация в рамках редактора.
В качестве первоначальной подготовки подразумевается создание технологического процесса, в котором описана общая, одинаковая для всех деталей/сборок технология, состоящая из операций с соответствующими переходами, вспомогательными материалами, средствами технологического оснащения и т.д. Связь изделия с технологией используется прежняя — Изделия ТТП/ГТП (рис. 2).
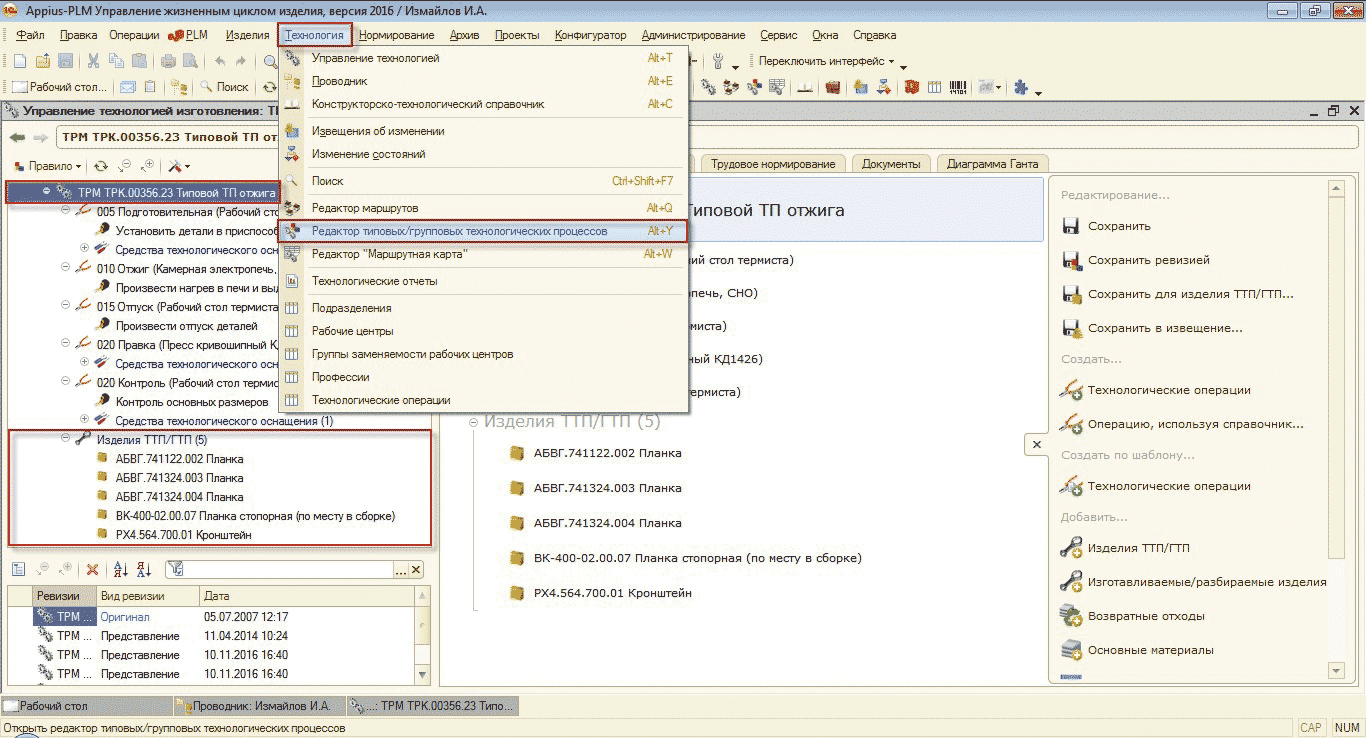
Рис. 2. Базовый вариант технологического процесса
Дальнейшая работа по конкретизации технологии происходит в рамках редактора, в котором запускается подготовленный обобщенный блок технологического процесса, и технолог заполняет конкретные данные по параметрам в зависимости от описываемой детали/сборки. Интерфейс редактора представляет собой многоуровневую таблицу, в строках которой отображаются элементы рассматриваемой технологии, а в колонках — изготавливаемые изделия, входящие в технологию изделия. Каждый столбец по изделию соответствует одному технологическому процессу. В ячейке таблицы, расположенной на пересечении столбцов и строк, флагом отмечено участие того или иного элемента в технологии на конкретную деталь (рис. 3).
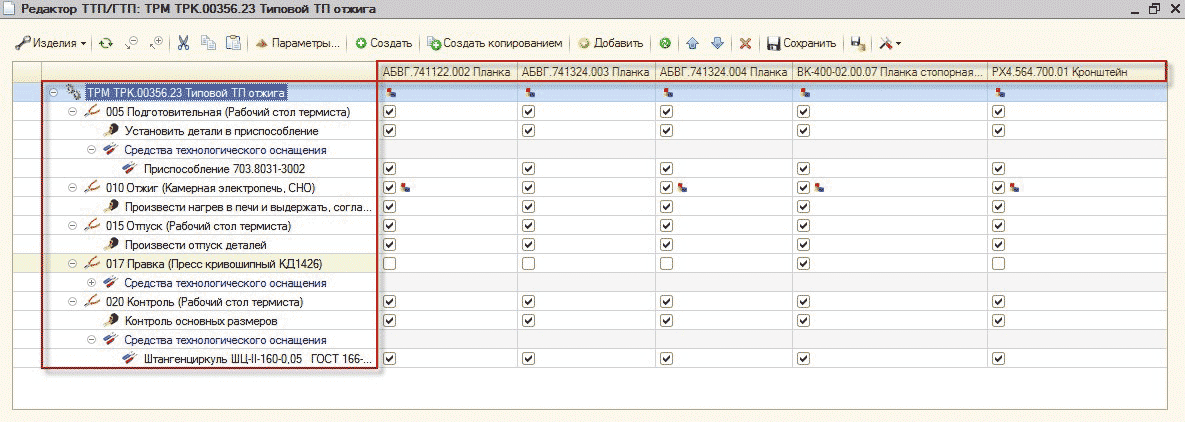
Рис. 3. Интерфейс редактора ТТП/ГТП
На рис. 4 показано, что для всех деталей актуален набор операций 005, 010, 015 и 020. Для детали «ВК40002.00.07 Планка стопорная (по месту в сборке)» в дополнение к четырем общим операциям применяется дополнительная операция 017 Правка. Операция 010 Отжиг для каждого изделия имеет ревизию представления с различными значениями норм штучного времени.
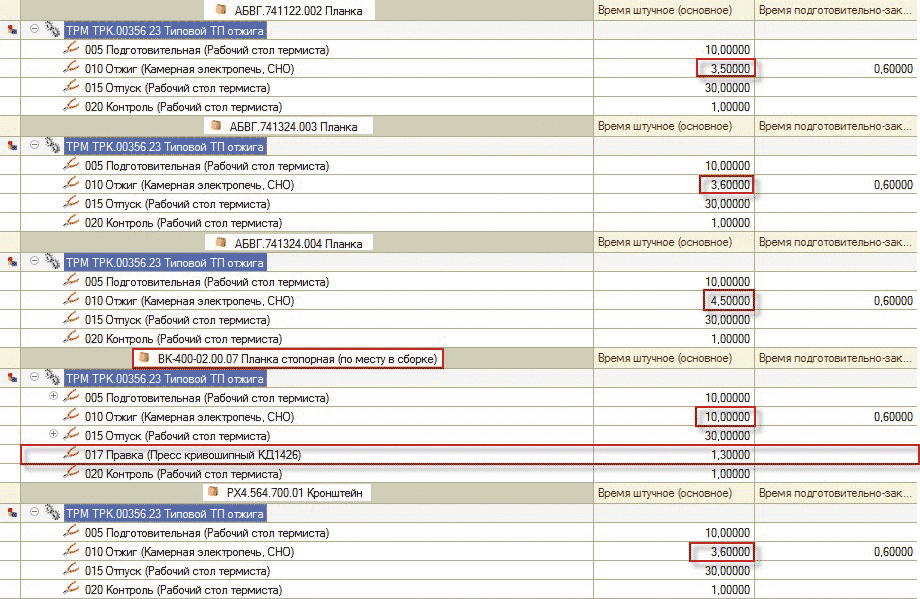
Рис. 4. Конкретизация каждого технологического процесса
Каждая операция, переход, вспомогательный материал, основной материал, комплектование и их параметры могут быть открыты в отдельном окне или новой вкладке редактора (рис. 5). Для каждого элемента в окне параметров может быть настроен список свойств, отображаемых в таблице.
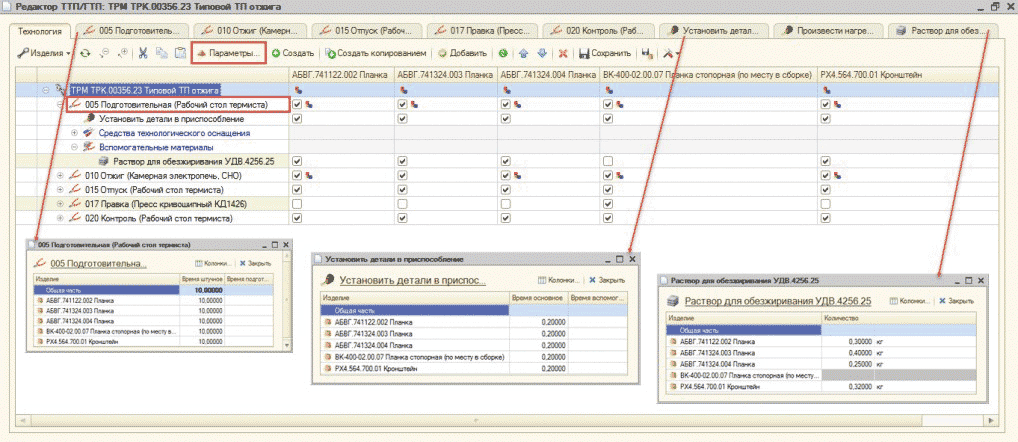
Рис. 5. Элементы и параметры, открытые в отдельных вкладках
Список изделий, указанных на технологическом процессе в качестве изготавливаемых по ТТП/ГТП, отображается в отдельном окне. Доступно добавление или удаление изделий из списка в дополнительном окне. При этом редактируется список изделий ТТП/ГТП общей части (рис. 6).
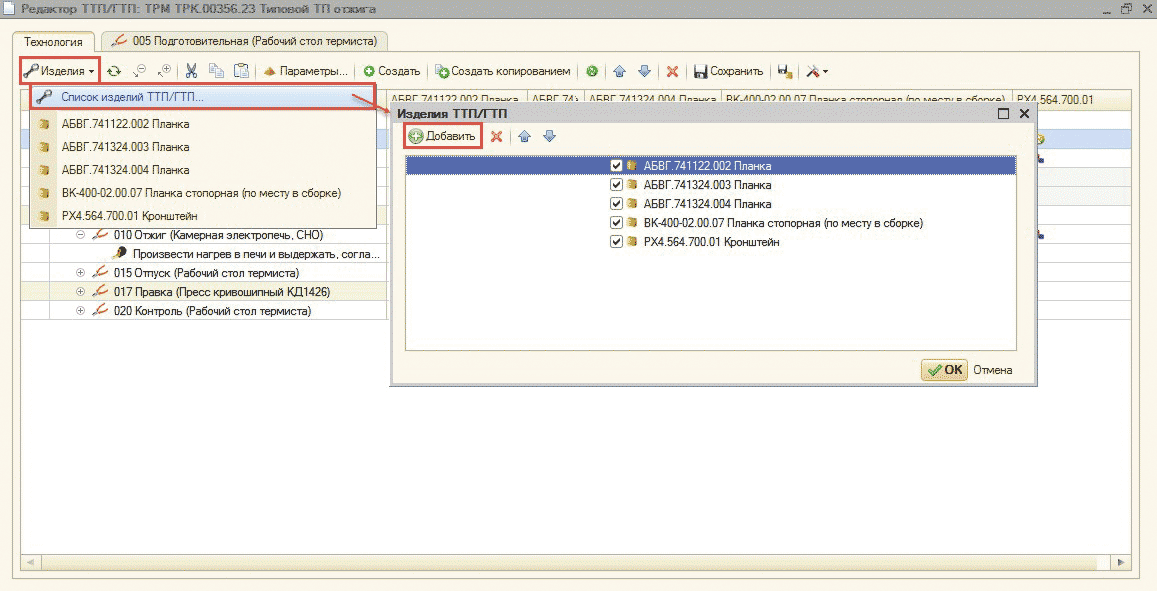
Рис. 6. Список изделий ТТП/ГТП
Более подробная информация по настройкам и принципам работы в редакторе ТТП/ГТП представлена в руководстве пользователя. Редактор доступен для работы в рамках системы AppiusPLM Управление жизненным циклом изделия, является базовым функционалом и требует наличия соответствующей лицензии. Обновление на версию AppiusPLM возможно в рамках действующей технической поддержки.

