Гравировка как вид профессиональной деятельности человека берет свое начало из глубины веков, являясь чемто пограничным между ремеслом и искусством. Техническая гравировка — это обычная технологическая дисциплина на заводе или в цехе, основной задачей которой является маркировка деталей, изготовление шильдиков и приборных панелей. Гораздо реже ее применяют для нанесения знаков и надписей на формы для литья пластмасс или металлов. Термин «художественная гравировка» применим к работам мастеров граверов старой школы, украшавших надписями, эмблемами и гербами ювелирные изделия, ныне являющиеся экспонатами музеев всего мира. В значительном объеме гравировка используется в полиграфии для производства клише для тиснения и высокой печати.
Есть области, в которых оба вида гравировки неразрывно связаны. Это в основном производство тех бытовых изделий, где гравировка является неотъемлемой частью дизайна, например в часах или стеклянной посуде. Кроме того, происходит внедрение приемов гравировки в других видах обработки, в первую очередь фрезерования и лазерной обработки. Например, при производстве обувных прессформ эти виды обработки сравнимы по трудоемкости.
В последние годы компьютеризация захватывает все области производства. Гравировка не является исключением. Поговорим об основных видах гравировки и о том, как они реализованы в системе ГеММа3D.
Основной по объему задач гравировки является гравировка надписей.
Рассмотрим различные типы компьютерных шрифтов, применяемых в гравировке. Все используемые в компьютерных системах шрифты можно разделить на три типа: растровые, векторные и контурные. Разработчики системы приняли решение — создать собственный формат шрифта, сочетающий преимущества векторных и контурных шрифтов. В результате была разработана спецификация шрифта GSH. Этот формат имеет следующие особенности:
- символ может быть и контурным, и векторным (скелетным);
- для описания кривых можно использовать как отрезки прямых и дуги окружностей, так и кривые Безье;
- шрифт может содержать таблицу кернинга;
- скелетный шрифт может содержать предопределенную толщину обводки.
Благодаря компактному внутреннему формату шрифтовой файл имеет небольшой размер.
В поставку ГеММа3D входит более 120 шрифтов формата GSH, причем их ассортимент от версии к версии обновляется и расширяется. Около 30 шрифтов являются векторными (скелетными), остальные — контурными. ГеММа3D также позволяет использовать любые контурные шрифты True Type, инсталлированные в системе. Но наиболее удобными для гравировки являются именно скелетные шрифты. Среди них есть стандартные гравировальные шрифты по ГОСТ 293062, ГОСТ 26.00885 и ГОСТ 5014092, включающие греческие буквы и спецсимволы (рис. 1), шрифты для трафаретов по ГОСТ 1419296 (исполнение 1, 2, 3) , а также типографские и декоративные шрифты (рис. 2).
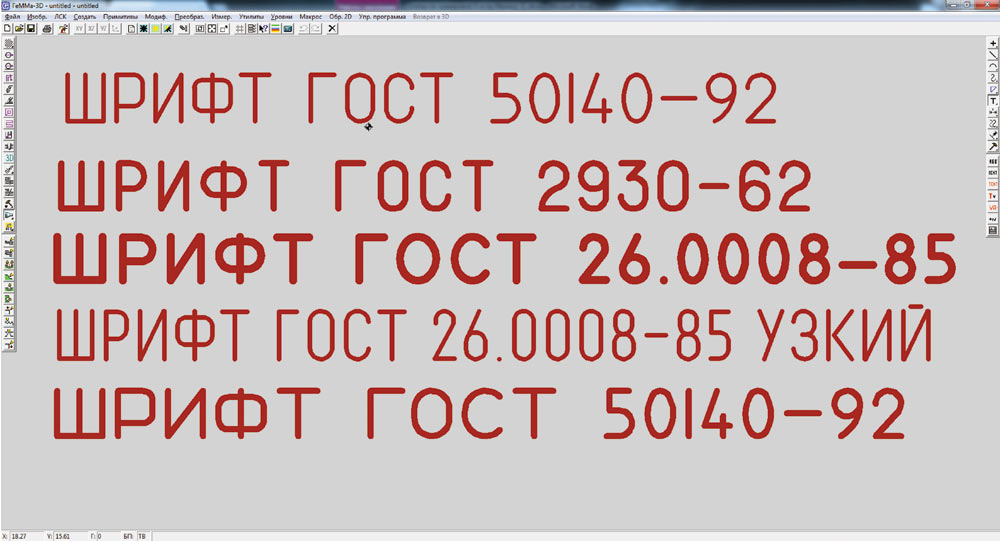
Рис. 1. Скелетные гравировальные шрифты
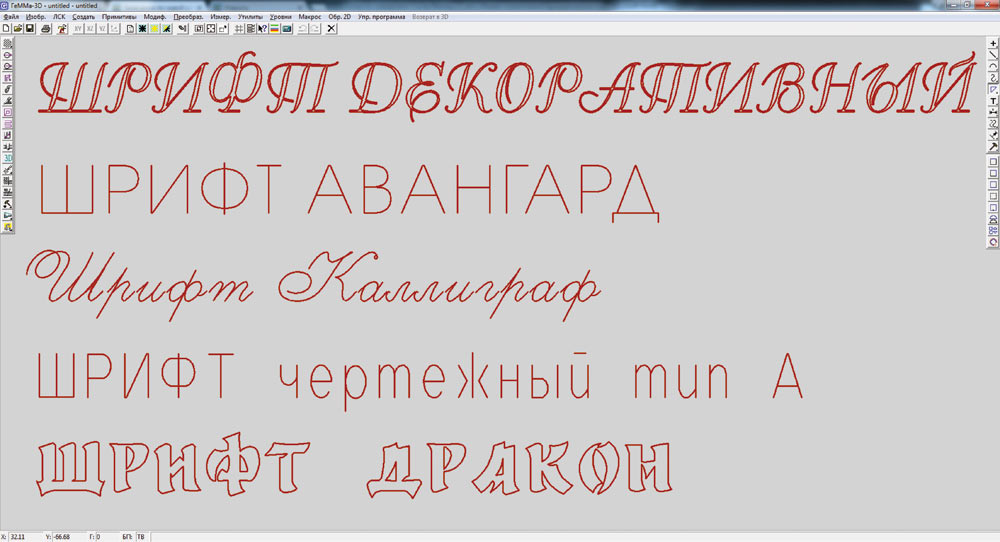
Рис. 2. Шрифты для декоративной гравировки
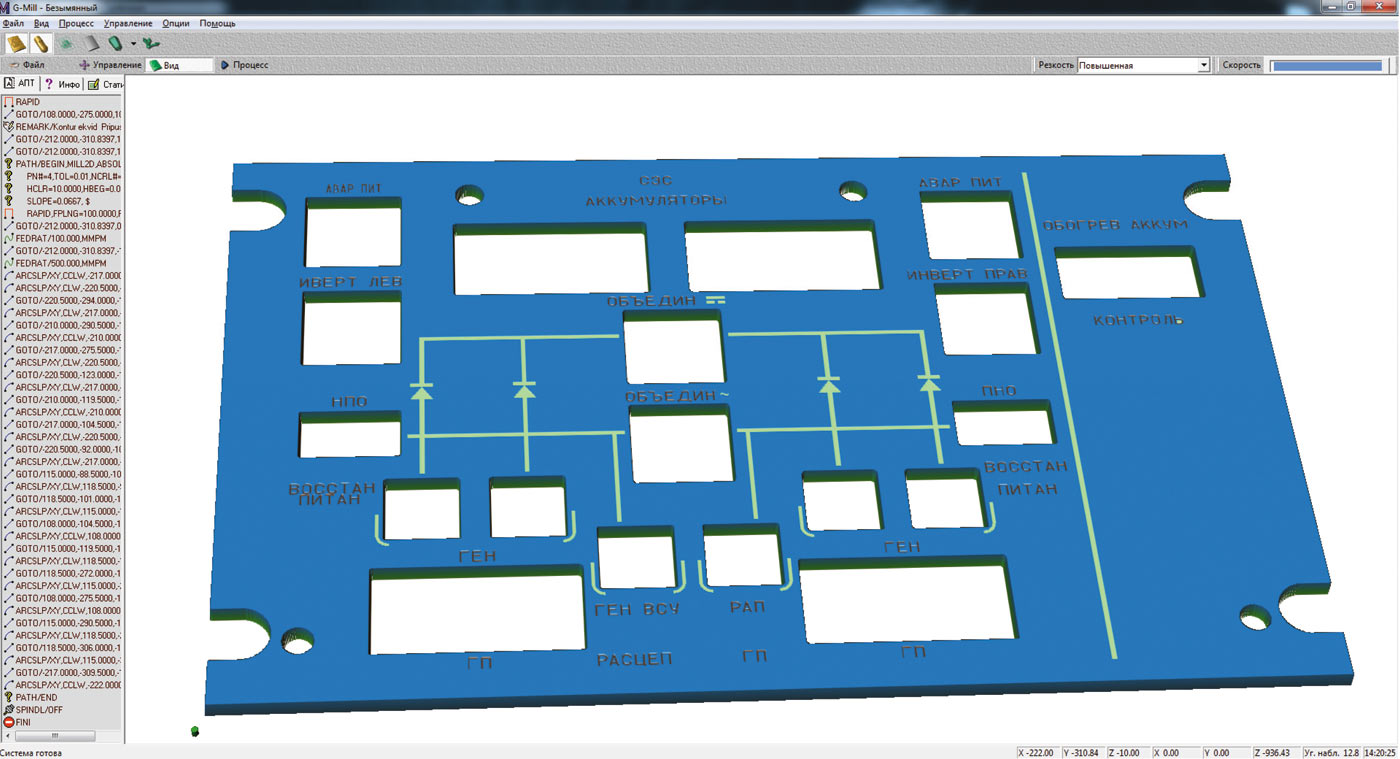
Рис. 3. Гравировка панели прибора скелетным шрифтом ГОСТ 50140-92
Очевидные преимущества скелетных шрифтов таковы:
- подготовка программы и процесс гравировки выполняются очень быстро, поскольку само начертание символа и есть траектория инструмента (рис. 3);
- геометрия символов спроектирована таким образом, чтобы оптимизировать ходы инструмента;
- гравировальные шрифты построены в точном соответствии со стандартом;
- стандартную толщину обводки можно задавать в самом шрифте, благодаря чему выбор инструмента и глубина врезания задаются автоматически;
- любой скелетный шрифт можно легко превратить в трафаретный (используется в покрасочных работах) с помощью масок.
В версии 12 в систему включен уже подготовленный набор трафаретных шрифтов, тоесть для создания модели текста трафарета достаточно выбрать шрифт и ввести текст надписи (рис. 4).
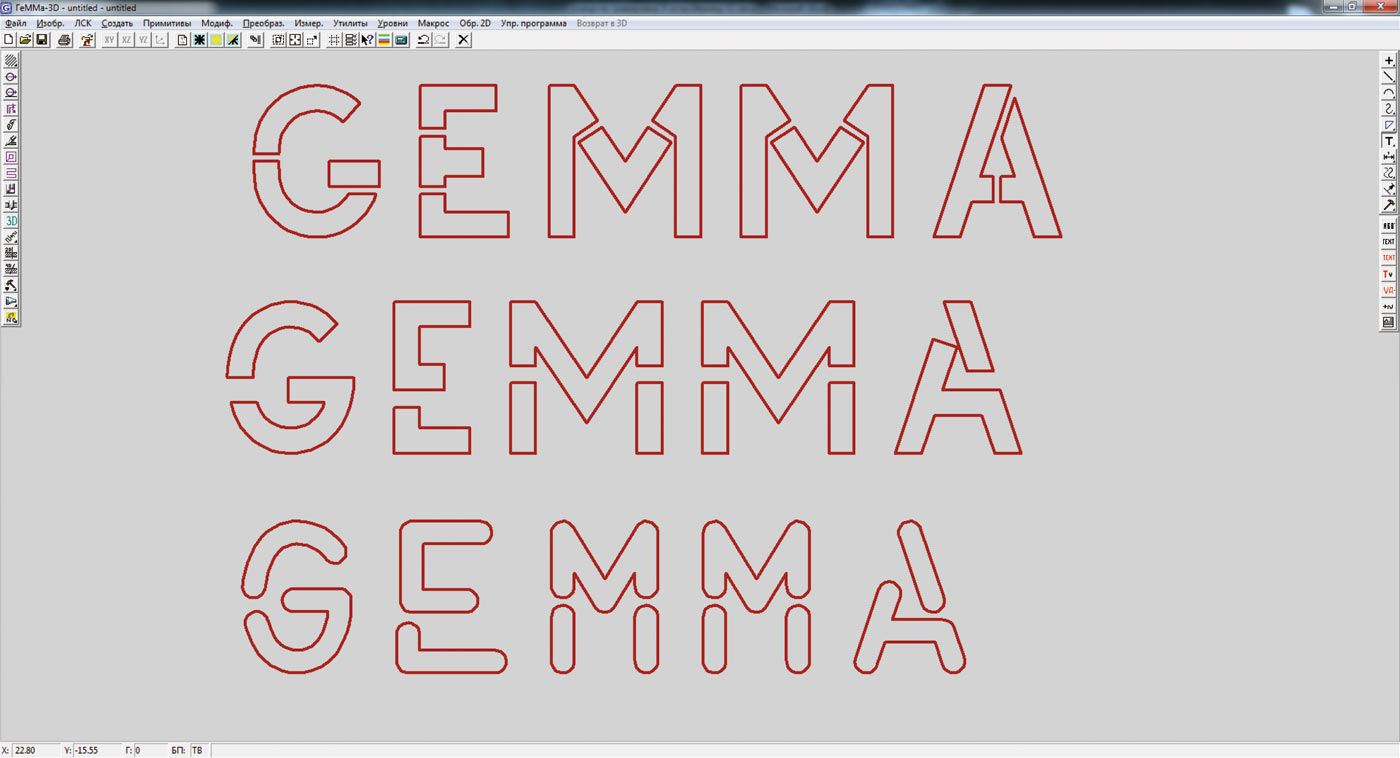
Рис. 4. Модель текста, полученная с помощью трафаретного шрифта
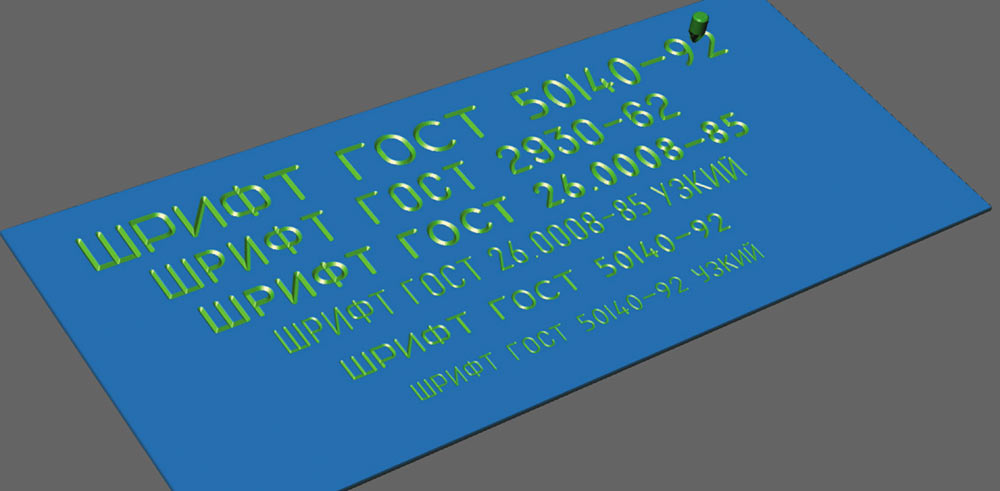
Рис. 5. Примеры шрифтов, адаптированных под толщину инструмента
Также в версию 12 добавлены скелетные шрифты, учитывающие толщину символов (рис. 5). При такой стратегии гравировки уменьшается износ инструмента.
Мы уже упоминали, что для гравировки можно использовать контурные шрифты. В этом случае шрифтовые символы обрабатываются как обычные контуры. На рис. 6 показаны стратегии выборки материала внутри контура букв.
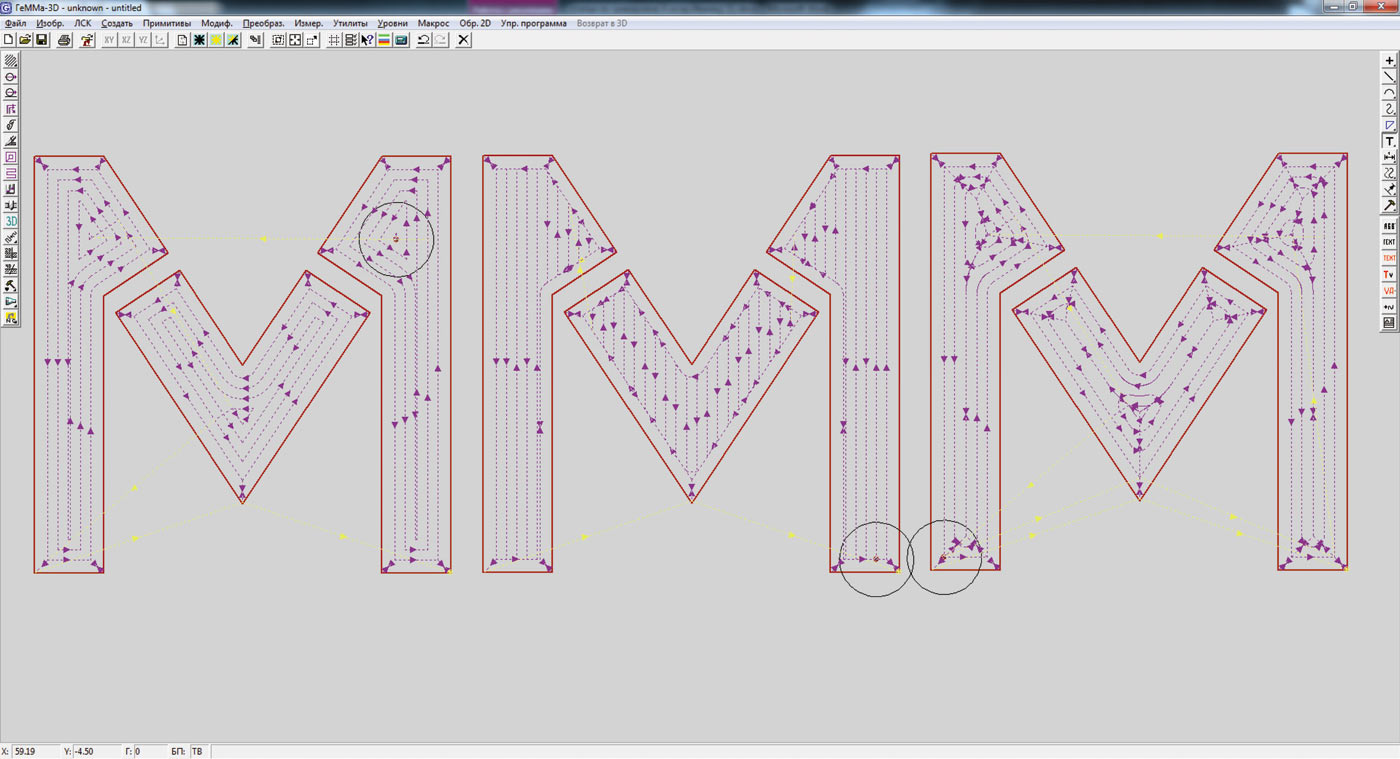
Рис. 6. Гравировка шрифтов с выборкой контуров
Учитывая стремление пользователей создавать собственные и дорабатывать существующие шрифты, в состав поставки включен редактор шрифтов (рис. 7). С его помощью можно извлечь символ из шрифта, изменить и вставить его в этот же или другой шрифт, изменить таблицу кернинга, проконтролировать движение инструмента по элементам.
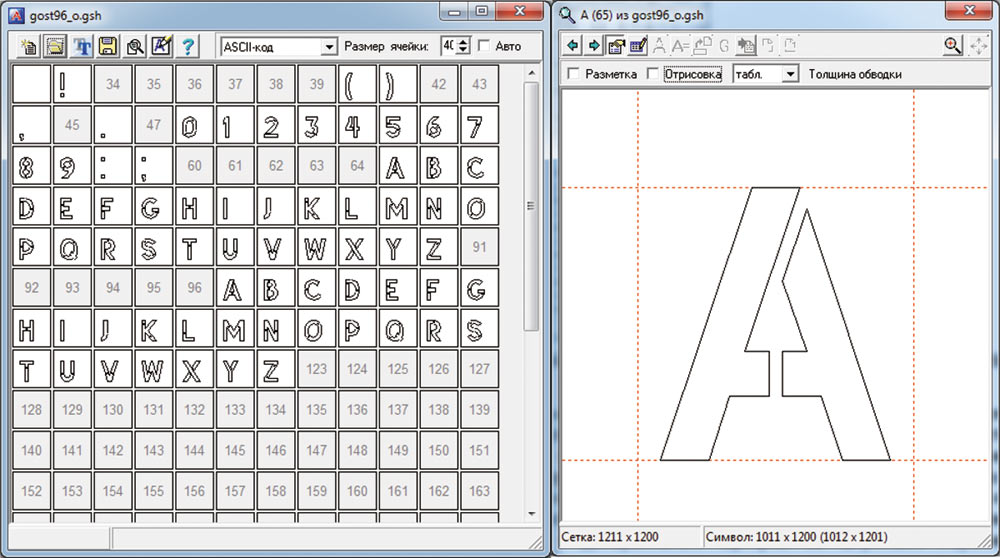
Рис. 7. Процесс разработки трафаретного шрифта на базе ГОСТ 50140-92
Кроме обработки контурных шрифтов выборкой, в системе ГеММа3D имеется еще одна интересная возможность — объемная гравировка по 2Dмодели по технологии «конгрев» (рис. 8). Это особый вид гравировки коническим инструментом, при которой переменная толщина штриха получается за счет разной глубины врезания. Разумеется, конгрев можно использовать и при гравировании других декоративных элементов, например розеток и орнаментов. Основное применение — декоративные шрифты со штрихами переменной толщины.
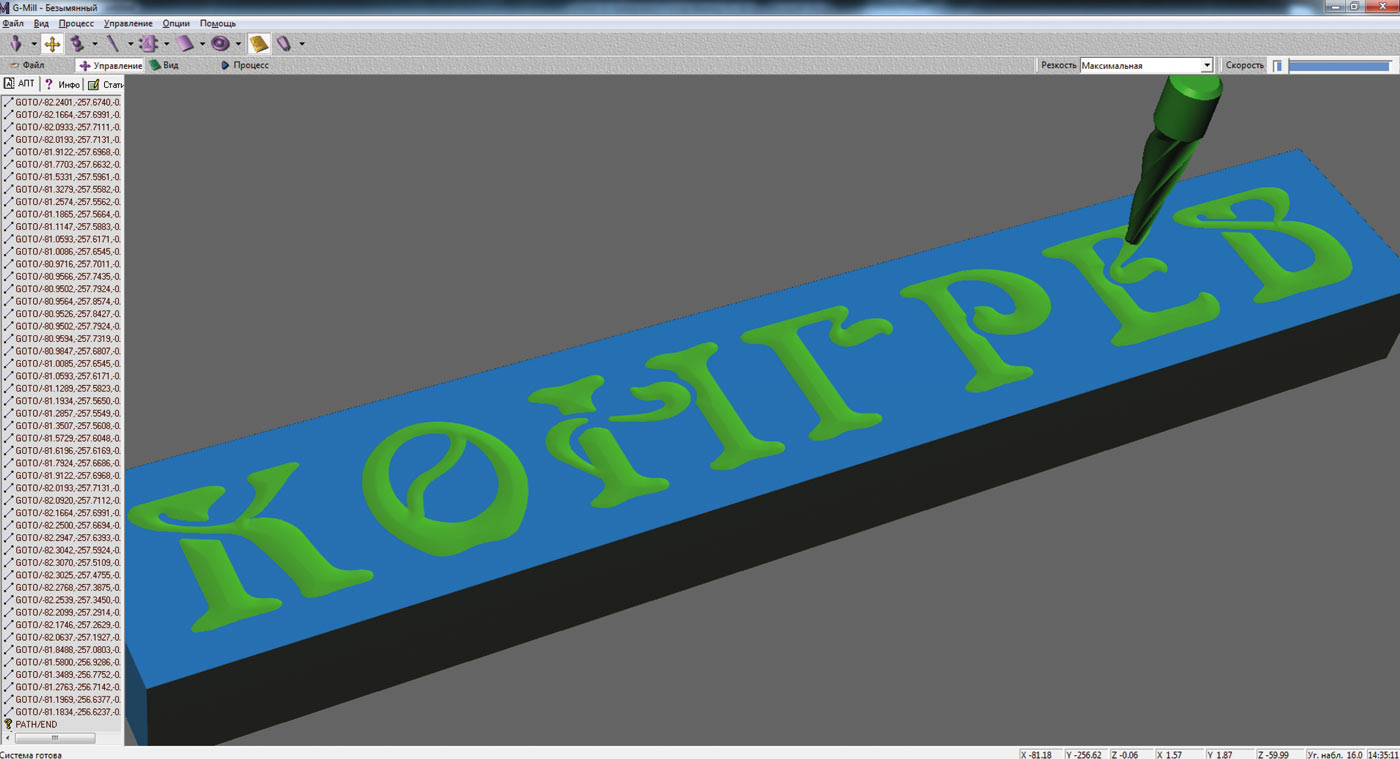
Рис. 8. Гравировка коническим инструментом с переменной глубиной врезания (конгрев)
В системе ГеММа3D технология «конгрев» реализована в опциях модуля объемной гравировки. Модуль относится к виду 2Dобработки и предназначен для построения прохода выборки области, ограниченной совокупностью плоских замкнутых контуров коническим гравировальным резцом, конической или сферической фрезами. Обработка происходит с переменной глубиной, которая зависит от размера замкнутой области и возможности инструмента выбранной геометрии вписаться в эту область. Таким образом, создается эффект «объемности» обработки плоских контуров, и формируемый проход приобретает свойства 3Dпрохода инструмента.
Модуль объемной гравировки включает два варианта формирования прохода инструмента: «Гравировка 3D» — для выборки коническим граверным резцом области внутри системы замкнутых контуров или обхода незамкнутых контуров, и «Конгрев 3D», который предназначен для создания штампов объемного тиснения кожи, бумаги, ткани и т.д. и выполняется инструментом со сферической режущей частью. Главное отличие обработки «Конгрев 3D» от «Гравировки 3D» и от фрезерования карманов состоит в том, что форма выемки определяется не только контуром детали и геометрией инструмента, но и параметрами профиля сечения. За счет специальных параметров расчета наклона стенки при обработке паза и профиля паза обеспечивается плавный переход от зон с шириной, меньшей диаметра фрезы, к зонам, в которые вписывается диаметр фрезы.
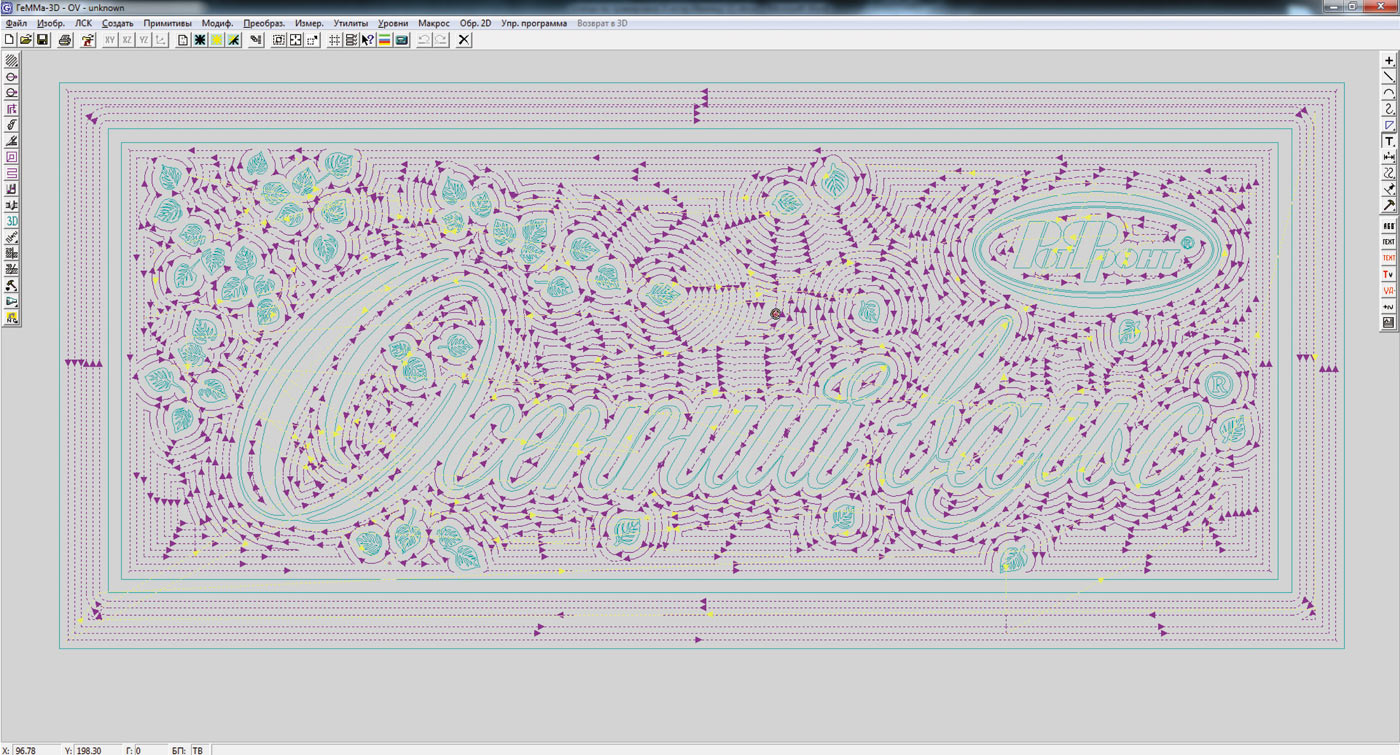
Рис. 9. Гравировка с постоянной глубиной резания (технология 2D-гравировки)
Собственно «гравировкой» (engraving) называется выборка области, ограниченной несколькими контурами. Гравировка может быть как плоской — при этом в рабочей зоне инструмент перемещается по двум координатам (рис. 9), так и пространственной — трехкоординатной, предназначенной для чистовой выборки близко расположенных контуров и подборки острых внутренних углов коническим инструментом. Такая гравировка обеспечивает полиграфическую точность при обработке шрифтов, логотипов, эмблем и широко используется при изготовлении различных клише (рис. 10). Отдельные задачи связаны с гравировкой на пространственных формах, в первую очередь на телах вращения (цилиндрические клише, формы для литья бутылок). В системе ГеММа3D данная задача решается как развертка, или цилиндрическая проекция программ гравировки, рассчитанных на плоскости.
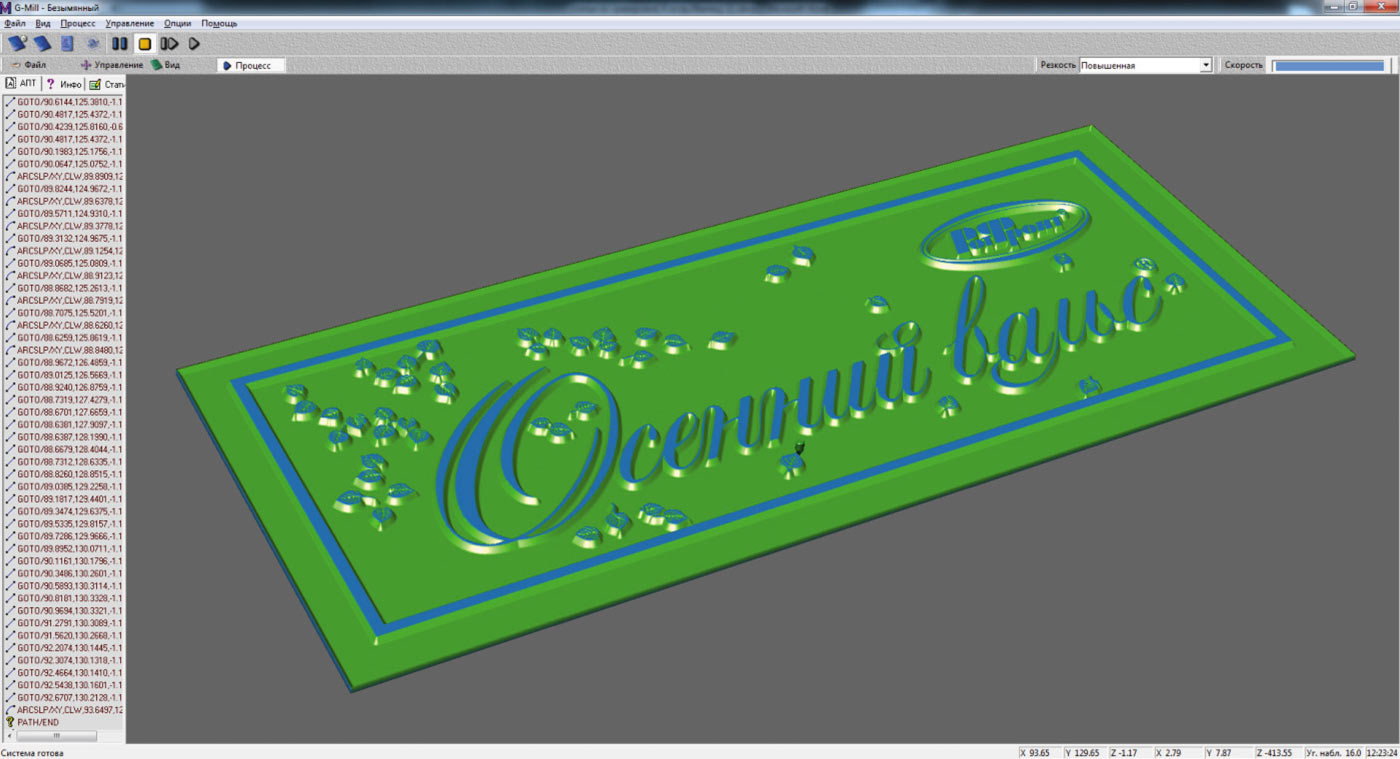
Рис. 10. Клише, полученное в модуле «Гравировка 3D» с совместным применением 3D-гравировки
Плоская гравировка присутствует как вид обработки почти во всех системах программирования для станков с ЧПУ и хорошо освоена в производстве. Объемная гравировка является относительно новой технологией, но позволяет получить деталь без дополнительной доработки тонких элементов.
Для оптимизации времени гравировки с применением технологии послойной 2Dобработки (так называемая технология 2.5Dобработки) в версию 12 интегрирована новая функция — прерывистое врезание (постепенная обработка контура на полную глубину без поднятия оси Z до конца его обработки). В прерывистом врезании подъем на безопасную высоту выполняется только для перехода от одного контура к другому только один раз в программе, так как до перехода обработка контура уже будет закончена.
Рис. 11. Пример гравировки большого текста в версии 12 по технологии прерывистого врезания
Такая оптимизация позволяет сократить время гравировки при малой толщине слоя и большом количестве контуров в модели (рис. 11).
Мы надеемся, что новые разработки НТЦ «ГеММа» окажутся очень полезными для отечественных предприятий и для всех любителей гравировки.

