Модуль расширенной пятикоординатной обработки GeMMa3D состоит из набора операций и утилит, позволяющих создавать траектории c управляемым вектором инструмента для непрерывной 5Dобработки любых поверхностей. Ниже будут описаны все существующие в версии 12 возможности модуля и приведены примеры их использования. Полный список операций и утилит виден в меню модуля Обработка 5D (рис. 1).
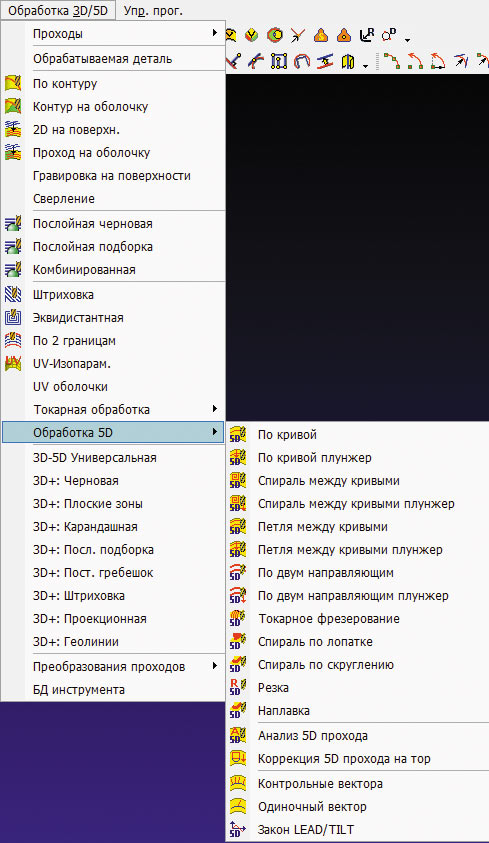
Рис. 1. Меню модуля 5D-обработки
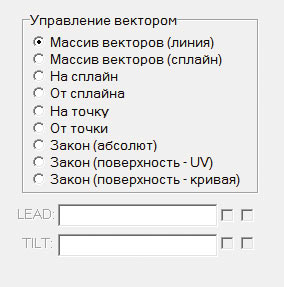
Рис. 2. Методы управления вектором инструмента
Начнем с операции По кривой, позволяющей построить траекторию инструмента, управляемого заданной кривой, при этом вектор инструмента управляется по заданному пользователем закону. Методы управления вектором здесь и далее однотипны для всех операций, за исключением операций, где управление вектором производится исходя из конкретных требований для данных операций, и будет описано ниже, вместе с этими операциями. Набор методов управления вектором инструмента в текущей версии следующий (рис. 2):
- Массив векторов (линия);
- Массив векторов (сплайн);
- На сплайн;
- От сплайна;
- На точку;
- От точки;
- Закон (абсолют);
- Закон (поверхность — UV);
- Закон (поверхность — кривая).
Опишем кратко суть этих методов.
Метод Массив векторов (линия) предполагает задание пользователем набора отрезков вдоль заданной кривой, начальная точка каждого отрезка автоматически «притягивается» к ближайшей точке заданной кривой, направление отрезка при этом сохраняется и определяет единичный вектор фрезы. Если пользователь укажет один отрезок, то и результирующий проход будет с одним вектором фрезы. Если пользователь откажется от указания управляющих отрезков, то проход будет с вектором фрезы, направленным по оси Z.
Поскольку построение управляющих отрезков средствами системы в сложных случаях может оказаться нетривиальной задачей, в модуле предусмотрены вспомогательные утилиты Контрольные вектора и Одиночный вектор. Первая утилита позволяет автоматически построить массив отрезков вдоль заданной кривой в соответствии с выбранным методом построения. Вторая дает возможность строить отрезки последовательно вдоль указанной кривой и при этом анализировать и менять положение инструмента относительно модели. Это бывает удобно при прохождении узких мест, например, в межлопаточном канале импеллера между длинной лопаткой и входной кромкой сплиттера (рис. 3).
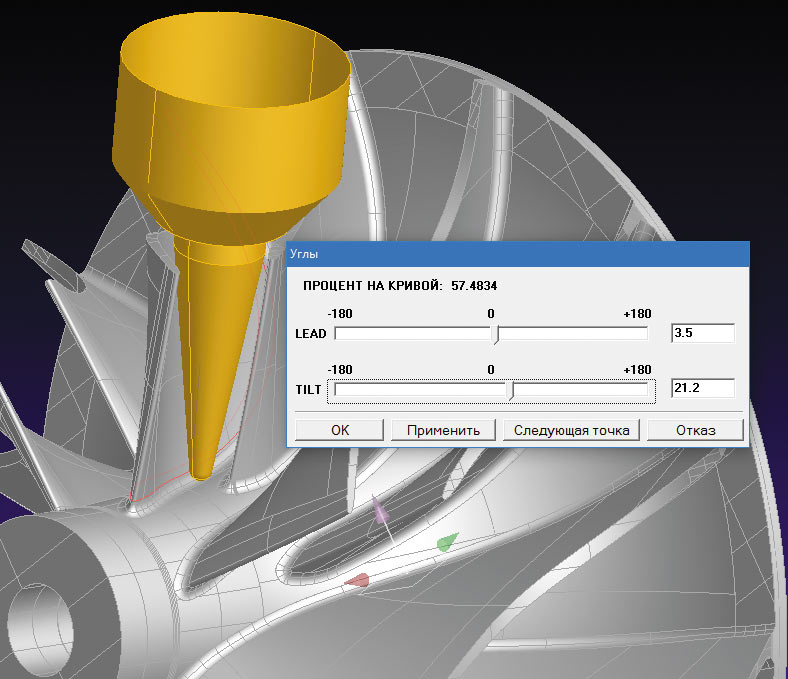
Рис. 3. Утилита Одиночный вектор
Метод Массив векторов (сплайн) отличается от предыдущего алгоритмом расчета промежуточных векторов. Если в предыдущем методе промежуточные вектора строились по линейному закону, то в методе Массив векторов (сплайн) производится сглаживание, а следовательно, траектория получается более гладкой, без изломов.
Методы На сплайн, От сплайна, На точку и От точки достаточно просты и не нуждаются в дополнительных пояснениях. Отметим только, что методы На сплайн и От сплайна имеют механизм влияния на вектор с помощью специальных управляющих отрезков, начало которых лежит на обрабатываемой кривой, а конец — на управляющем сплайне.
Три оставшихся метода, Закон (абсолют), Закон (поверхность — UV) и Закон (поверхность — кривая), базируются на управлении вектором инструмента с помощью заданных пользователем текстовых строк, определяющих поведение вектора фрезы на любом участке обрабатываемой кривой. Строки задаются для угла фрезы в направлении движения (LEAD) и перпендикулярно движению (TILT). Например, строка 0/15,50/10,100/20 для углов LEAD будет означать, что в начале траектории (0%) фреза отклонится в направлении движения на –15 градусов, в середине траектории (50%) угол фрезы будет 10 градусов, а в конце траектории (100%) — 20 градусов. Также можно создать строку для определения углов TILT. Количество точек с заданными углами неограниченно. Кроме того, поведение углов LEAD и TILT можно задать специальными кривыми, построенными по правилам, описанным в документации (рис. 4).
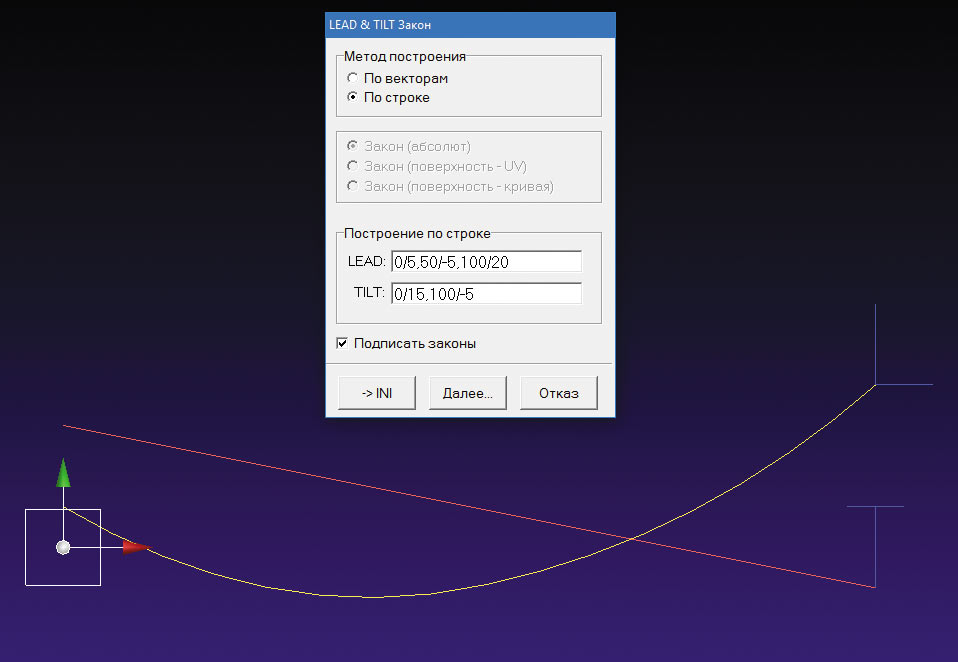
Рис. 4. Утилита Закон LEAD/TILT
Вернемся к операции По кривой — она предполагает не только создание одиночного прохода по указанной кривой, но и размножение прохода по вектору инструмента или по нормали к обрабатываемой поверхности. Метод размножения может быть задан как зигзаг, петля или спираль. Количество точек в проходе определяется либо точностью, либо фиксированным шагом, кроме того, при фиксированном шаге можно указать зоны на кривой, где необходим другой шаг. Это может потребоваться, например, при обработке лопаток, для выделения зоны входной и выходной кромок. После задания параметров инструмента, ноля программирования, всех необходимых параметров операции, указания обрабатываемой кривой и поверхности пользователь производит расчет траектории и, если его устраивает результат, может сохранить полученный проход и все параметры операции в именованном шаблоне. Пример траектории приведен на рис. 5.
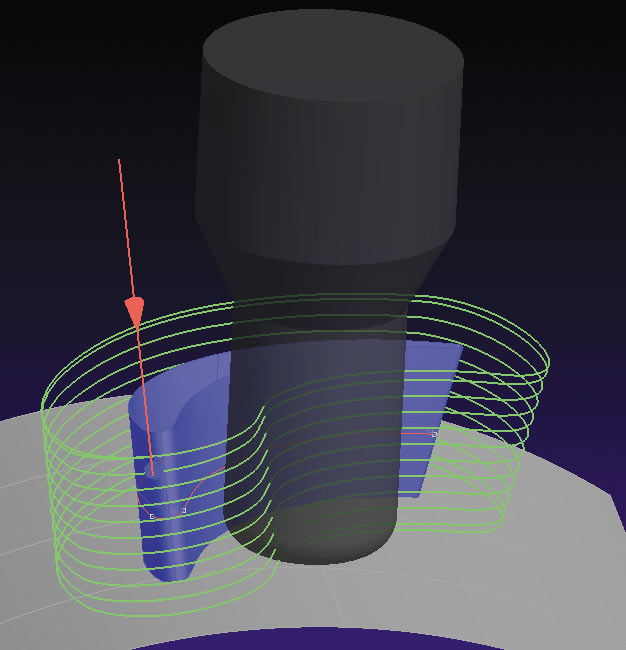
Рис. 5. Операция По кривой. Спиральная траектория
Операция Петля между кривыми предназначена для выстрочки пространства между двумя указанными кривыми. Метод управления вектором задается для каждой кривой индивидуально, при этом между кривыми вектора меняются по линейному закону. Эта операция может применяться, например, для обработки ступицы между лопатками моноколеса. На кривых возможно указание точек выравнивания прохода, позволяющих управлять потоком строчек, для более корректного прохождения узких мест, например зоны между входной кромкой сплиттеров и длинными лопатками. Тип обработки может быть «петля» или «зигзаг», причем как вдоль кривых, так и перпендикулярно им. Проход, так же как в предыдущей операции, можно размножить по вектору фрезы или по нормали к указанной поверхности. Существует возможность отсортировать строки в указанном пользователем порядке — это делается с помощью строки сортировки, где пользователь задает нужный ему порядок сортировки. Эта возможность часто применяется при обработке ступиц моноколес, когда, например, надо начать обработку с середины межлопаточного пространства и фрезеровать в стороны к лопаткам. Можно также обрезать проход в направлении обрабатываемых кривых с помощью строки обрезки, — начать, например, с середины и закончить за 10% длины кривых до конца. Пример траектории приведен на рис. 6.
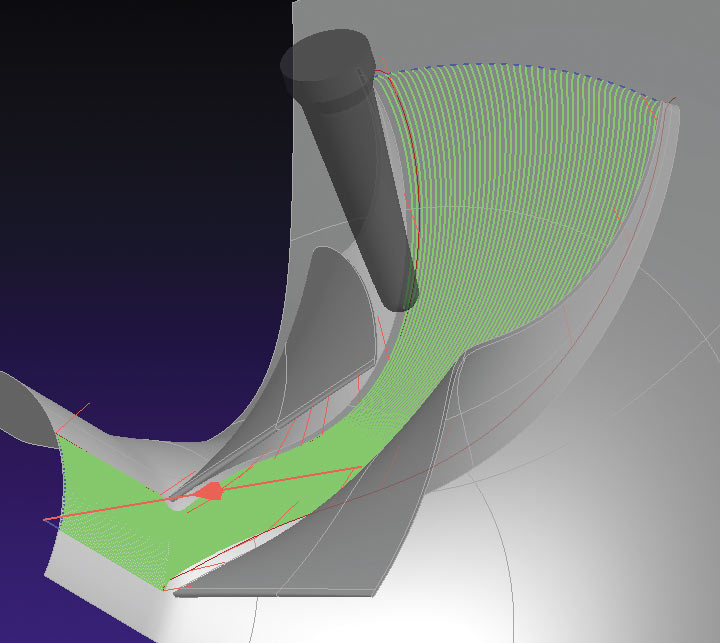
Рис. 6. Операция Петля между кривыми. Обработка ступицы зигзагом
Операция Спираль между кривыми работает с двумя замкнутыми кривыми, обрабатывая пространство между ними с помощью спиральной траектории. Возможна также обработка замкнутой по одному из параметров поверхности без указания кривых, а задавая значения параметров (UVобработка). Спираль можно ограничить, задав процент начала и конца обработки (первая граница — 0%, вторая граница — 100%).
Операция По двум направляющим не использует вышеописанные методы управления вектором инструмента. Ось фрезы в этой операции проходит через указанные кривые, при этом фреза может отслеживать указанную поверхность или просто проходить рабочей точкой фрезы по нижней кривой. Возможно также указание поверхности или оболочки, определяющей заготовку — в этом случае обработка будет производиться от заготовки до обрабатываемой поверхности или нижней кривой. Пример траектории, рассчитанной этой операцией, приведен на рис. 7.
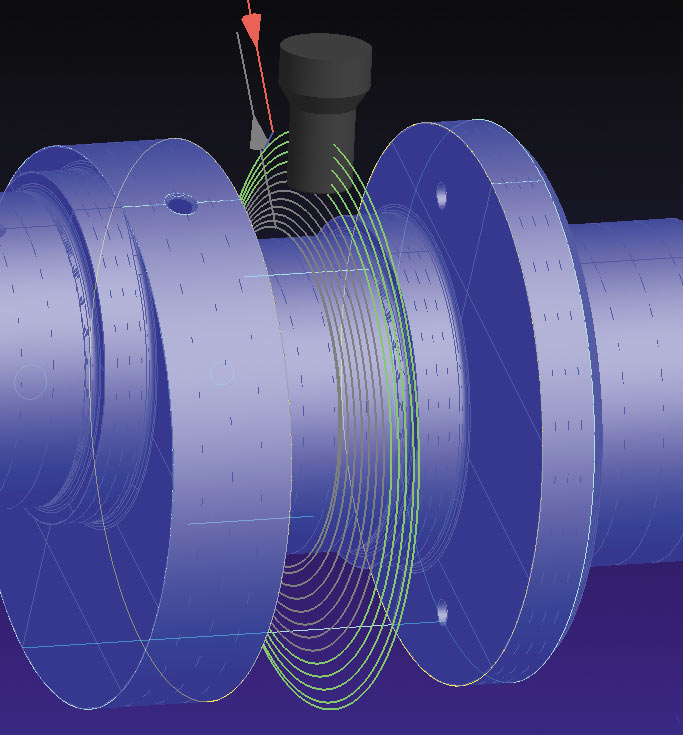
Рис. 7. Операция По двум направляющим. Обработка кулачка
Все вышеописанные операции имеют свои аналоги для плунжерной обработки, когда съем материала идет торцевой частью инструмента с подачей по оси фрезы. В этом случае присутствует только фиксированный шаг, задаются величины подхода и глубины фрезерования.
Операция Токарное фрезерование предназначена для обработки деталей типа одиночных лопаток, когда деталь вращается вокруг своей оси. В этой операции управление вектором инструмента осуществляется с помощью трех углов (углы наклона TILT для первой и второй границ и общий угол в направлении движения LEAD). Интерполяция вектора между границами производится по линейному закону.
Две следующие операции — Спираль по лопатке и Спираль по скруглению — специализированные и применяются для обработки лопаток моноколес. Управление вектором инструмента осуществляется законами изменения углов LEAD и TILT для верхней и нижней границ. Для каждой зоны лопатки (спинка или корыто), управление производится по своим законам. Для выделения спинки и корыта верхняя и нижняя границы разбиваются каждая на четыре части: спинка, корыто, входная и выходная кромки. При переходе между спинкой и корытом по входной и выходной кромкам вектор фрезы меняется по линейному закону. Для обработки скругления между лопаткой и ступицей не требуется построение поверхности скругления, достаточно задания радиуса скругления и указания двух замкнутых границ из четырех частей — каждая на лопатке и ступице. Шаг обработки фиксированный, задается отдельно для спинки и корыта и для кромок.
Операции Резка и Наплавка построены на базе операции По контуру и используются специализированно для создания пятикоординатных проходов для лазерной резки и сварки. В операции Резка задается фокусное расстояние и диаметр луча; управление вектором стандартное, как в операции По контуру. В операции Наплавка возможность управления вектором ограничена только углом LEAD.
Утилита Анализ 5Dпрохода содержит ряд функций, помогающих, главным образом, проверить отсутствие коллизий инструмента и оправки с деталью и фиксирующим деталь приспособлением (рис. 8).
Рис. 8. Утилита Анализ 5D-прохода
Эта утилита нужна, поскольку на этапе расчета контроль коллизий не производится. Проверить отсутствие коллизий можно двумя способами. Первый: расставить инструменты по проходу с заданной частотой (например, через один) и проверить коллизии визуально. Второй: запустить модель инструмента по проходу с точной проверкой столкновений (коллизии проверяются с точностью, установленной в системе), при этом можно указать предварительно построенную модель инструмента и оправки или задать параметры инструмента и оправки в соответствующем диалоге. Одна из функций утилиты Анализ 5Dпрохода позволяет автоматически построить модель инструмента с оправкой по параметрам, заданным в диалоге, чтобы использовать ее, например, в функции расстановки инструментов по проходу.
В некоторых случаях также может оказаться полезной утилита Коррекция 5D прохода на тор. Смысл ее в том, чтобы перестроить проход, посчитанный для фрезы со сферическим окончанием на проход торовой фрезы, задав радиус между торцом и цилиндром. В каждой точке прохода эта утилита опускает фрезу по ее оси до касания заданного тора с обрабатываемой поверхностью.
С помощью утилиты Закон LEAD/TILT можно построить кривые управления вектором фрезы по заданным текстовым строкам. По кривым можно оценить поведение вектора фрезы и, при необходимости, изменить его, вернувшись к текстовому заданию или перестроив саму кривую. Необходимость указания кривых можно задать при заполнении параметров операций, и в шаблоне операции станут активны соответствующие кнопки для указания кривых.
Надо отметить, что на сегодняшний день набор операций и утилит модуля расширенной пятикоординатной обработки САПР GeMMa3D позволяет обрабатывать практически любые типы деталей, требующих непрерывной пятикоординатной обработки. Перспективой развития модуля является повышение скорости и надежности расчета, более дружественный к пользователю интерфейс и дальнейшее развитие функциональности.

