
Алексей Плотников, руководитель отдела маркетинга и рекламы компании «Топ Системы»
Представленный материал не является учебным. Его цель — показать на несложном, но функциональном примере использование готового решения, сформированного из продуктов комплекса T-FLEX PLM. Следует отметить, что сочетание описываемых в статье продуктов — это только одно из готовых решений, построенных на базе T-FLEX PLM, которое может применяться в различных сочетаниях и комбинациях на предприятиях, являясь гибким и адаптируемым под изменяющиеся производственные задачи. Вопросы по управлению производством будут рассмот-рены в перспективных материалах.
Проектирование листовой детали в T-FLEX CAD
После выпуска T-FLEX CAD 16 была опубликована серия статей о его новых возможностях, включая новый механизм параметризации, работу с большими сборками, листовой металл и многое другое. Пришло время объединить описанную функциональность в одном материале и показать ее совместное применение.
Начну с проектирования листовых деталей. Модуль претерпел существенные изменения, в результате чего появилась возможность решать более сложные задачи (рис. 1). Далее приведен полный перечень основных команд и операций, входящих в модуль:
- Создание заготовки;
- Фланец, Контурный фланец, Отбортовка;
- Гибка, Отгиб;
- Перемычка, Подсечка;
- Преобразование твердого тела в листовой металл;
- Гибка по сечениям;
- Угол, Ребро жесткости, Вырез по нормали;
- Выштамповка;
- Разгибание, Повторная гибка;
- Развертка листовой детали;
- Таблица сгибов, обозначение линий сгиба.
Кроме того, операции группы листового металла получили новую возможность редактирования и подбора геометрических параметров с помощью прозрачного редактирования (манипуляторы) — такой режим позволяет визуально оценить изменения в детали, сохраняя возможность ввода точных значений параметров без входа в режим редактирования операций (вызов окна Параметры операции). С помощью описанных операций я построил две листовые детали, из которых создал небольшую сборочную единицу. Более сложная деталь была построена в режиме сборки «снизу вверх», поскольку является базовой. Особо стоит сказать об операции Фланец по 3D-профилю. В 16-й версии пользователь получил возможность выбирать способ параметризации: 3D-профиль может быть построен или по линиям построения, или по эскизу с ограничениями (рис. 2). Способ выбирается исходя из задачи и навыков пользователя системы.
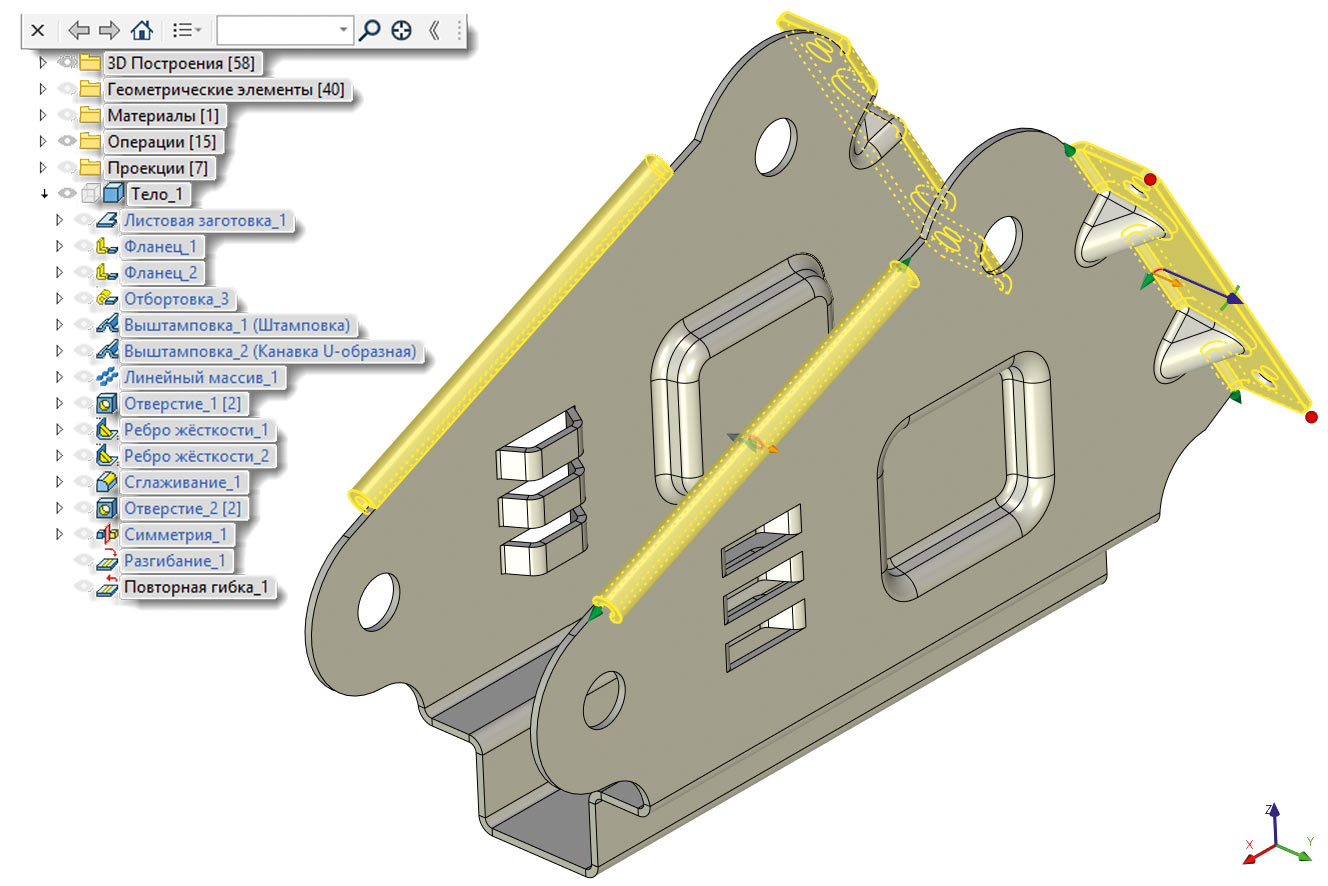
Рис. 1. Возможности модуля Листовой металл в T-FLEX CAD
В статьях о новых возможностях 16-й версии T-FLEX CAD было много написано об окне структуры сборки, ссылочных элементах, обновленной методике работы «сверху вниз». На примере моделирования листовой детали я покажу, как можно пользоваться перечисленными перспективными технологиями. В дополнение к этим функциям в группе операций по работе с листовым металлом появилась операция Перемычка. Так вот, такую операцию очень удобно применять в режиме работы в контексте сборки (проектирование «сверху вниз»), используя ссылочную геометрию в качестве опорной.
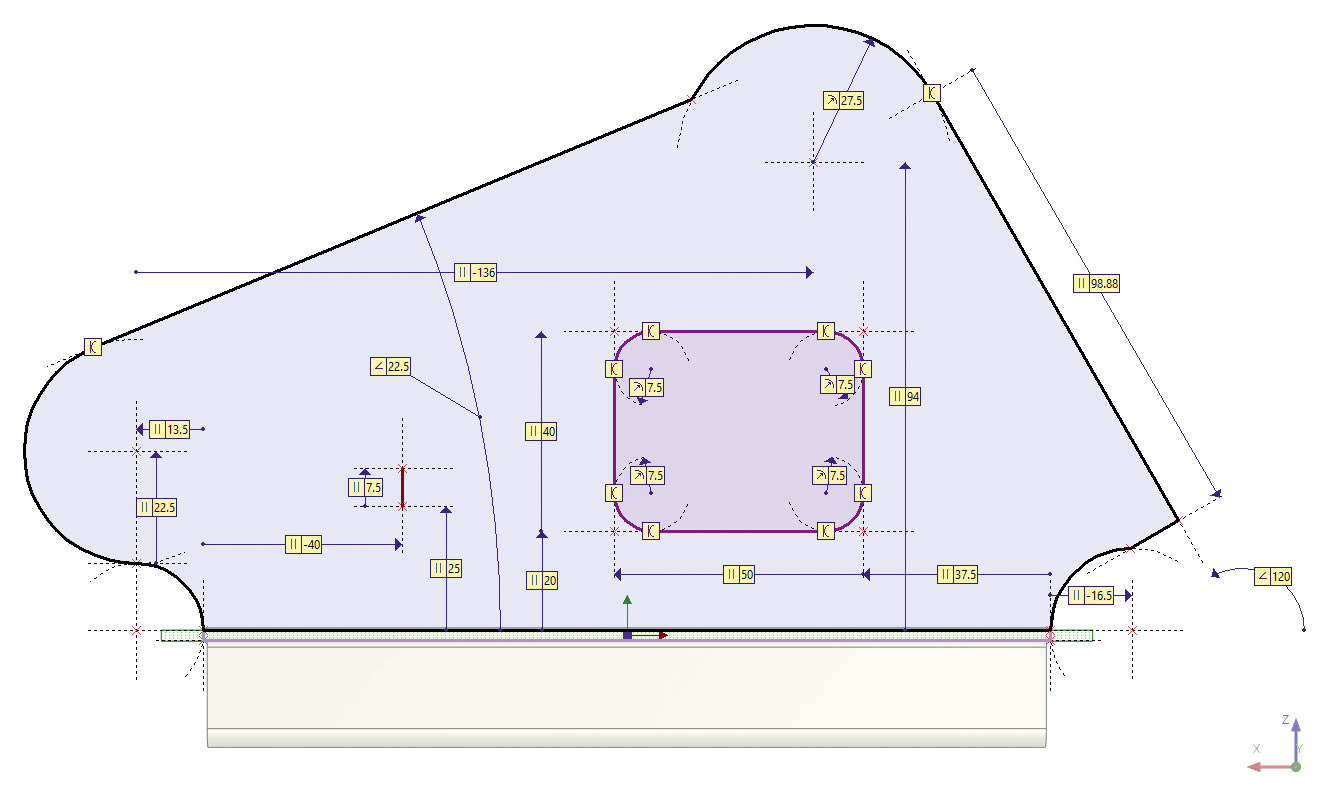
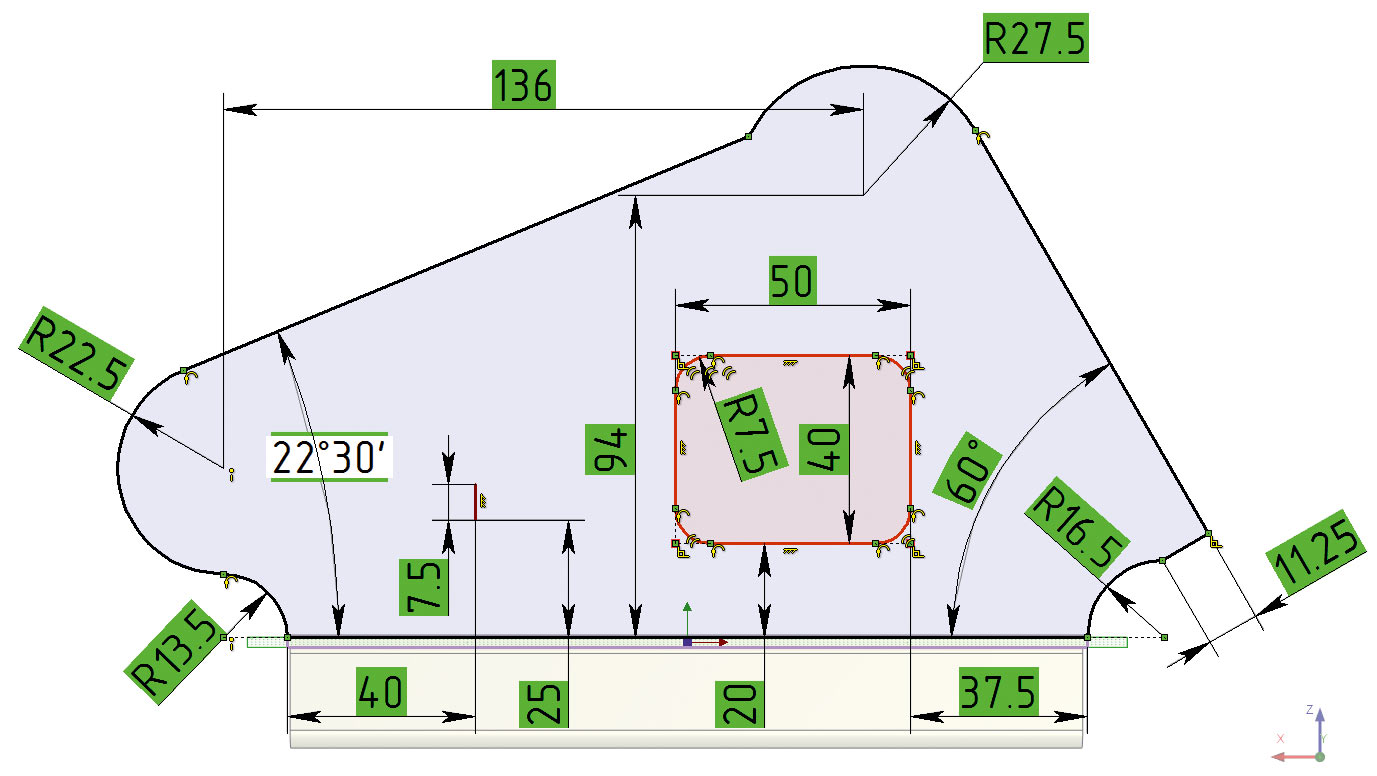
Рис. 2. Варианты параметризации в T-FLEX CAD: Линии построения и Эскиз с ограничениями
Как это работает? Сначала создаются ссылочные элементы на основе граней уже спроектированной листовой детали (деталь № 1), а по ним уже строятся фланцы и перемычка между ними, объединяя два тела в одно. Геометрия построенной листовой детали (деталь № 2) зависит от геометрии детали № 1. Конструктор может управлять способом обновления ссылочной геометрии: вручную (по умолчанию) или автоматически при изменении родительской геометрии. Такой подход позволяет отслеживать и контролировать изменения модели через специальный объект — Ссылку (в окне структуры сборки и окне 3D-модели), рис. 3.
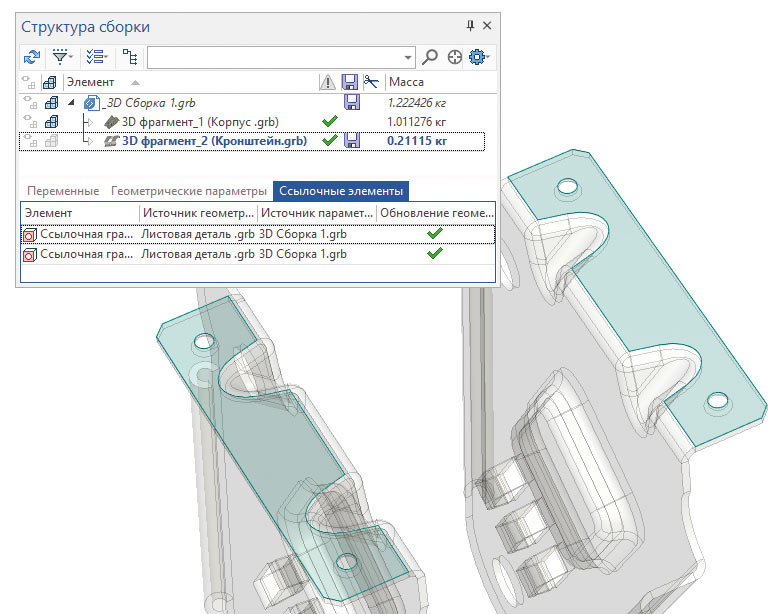
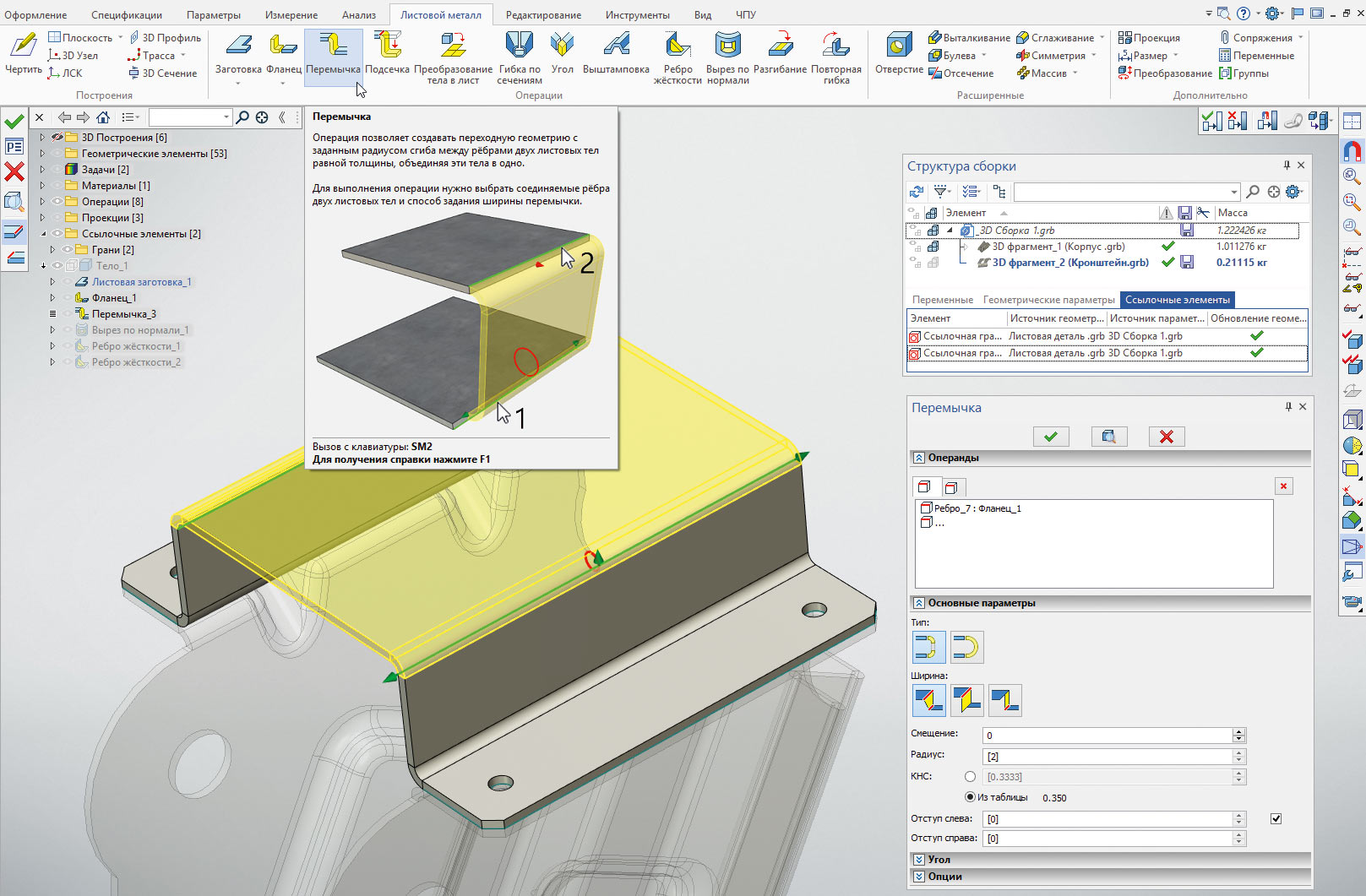
Рис. 3. Работа со ссылочной геометрией. Создание перемычки
В результате построений получается вторая листовая деталь, кронштейн, которая сопрягается с листовой деталью № 1 (рис. 4).
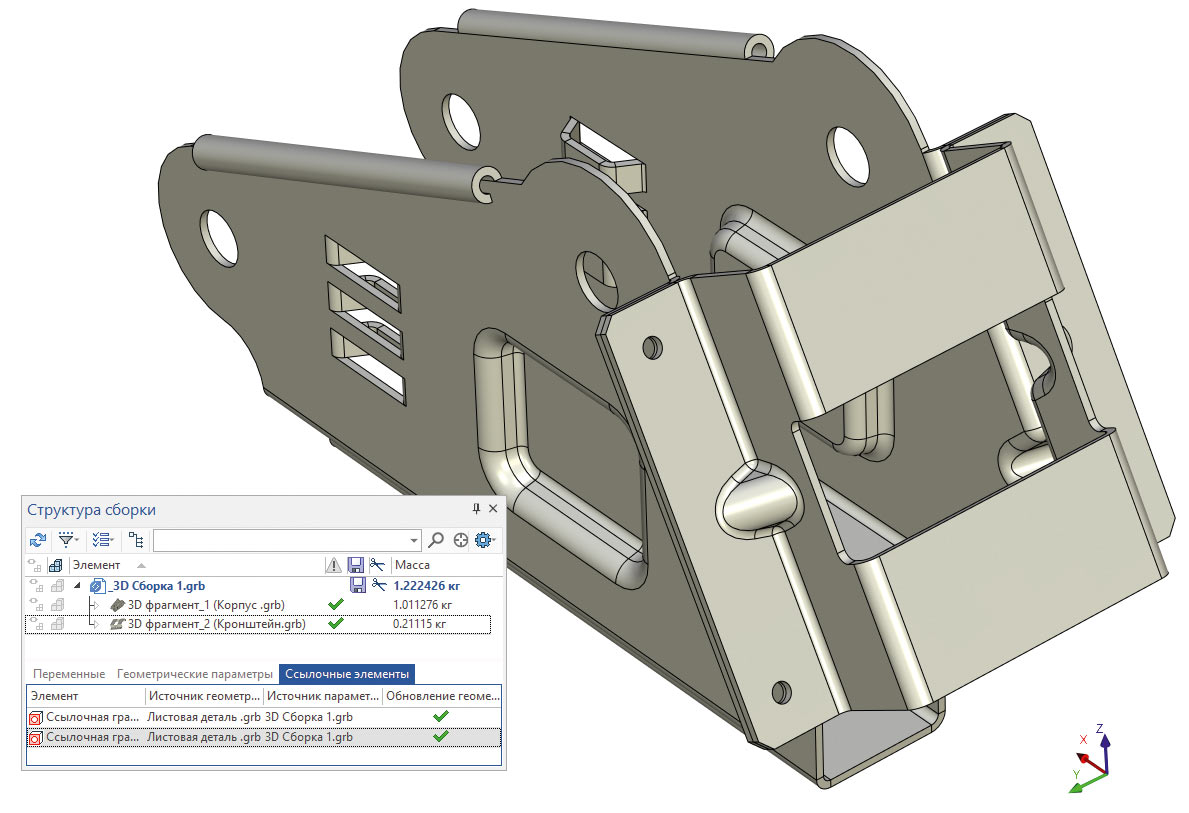
Рис. 4. Сборка и ее структура со ссылочными элементами
Прочностной расчет спроектированной листовой детали в T-FLEX Анализ
При конструировании отдельных узлов и деталей необходимо производить прочностные расчеты — для проверки соответствия детали своему функциональному назначению под заданными нагрузками. С этой задачей справляется модуль T-FLEX Анализ, позволяя не просто выполнять статический расчет (в данном случае), но и подвергать деталь циклическим нагружениям (рис. 5 и 6).
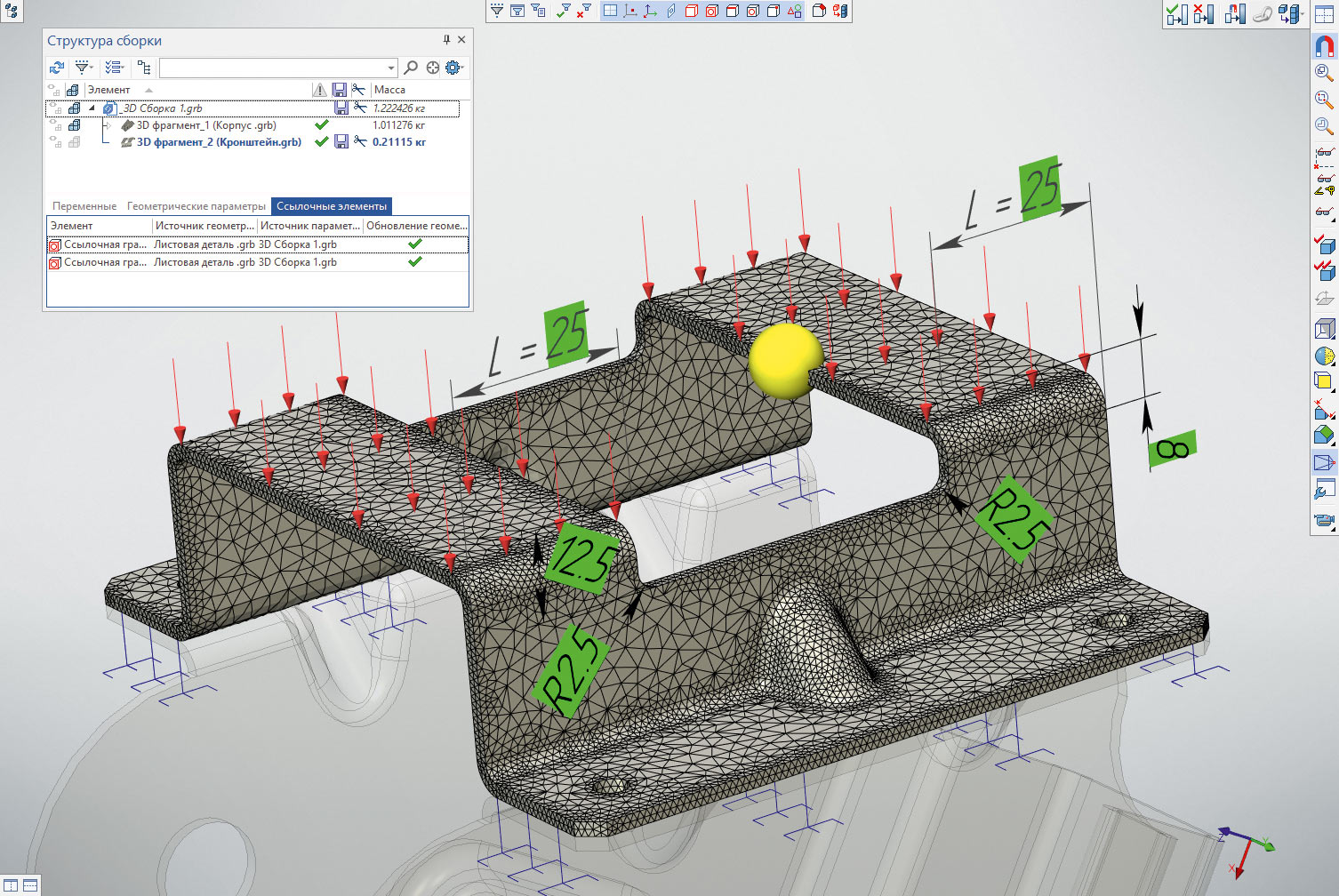
Рис. 5. Расчет на прочность исходной листовой детали в контексте сборки. Сетка и граничные условия
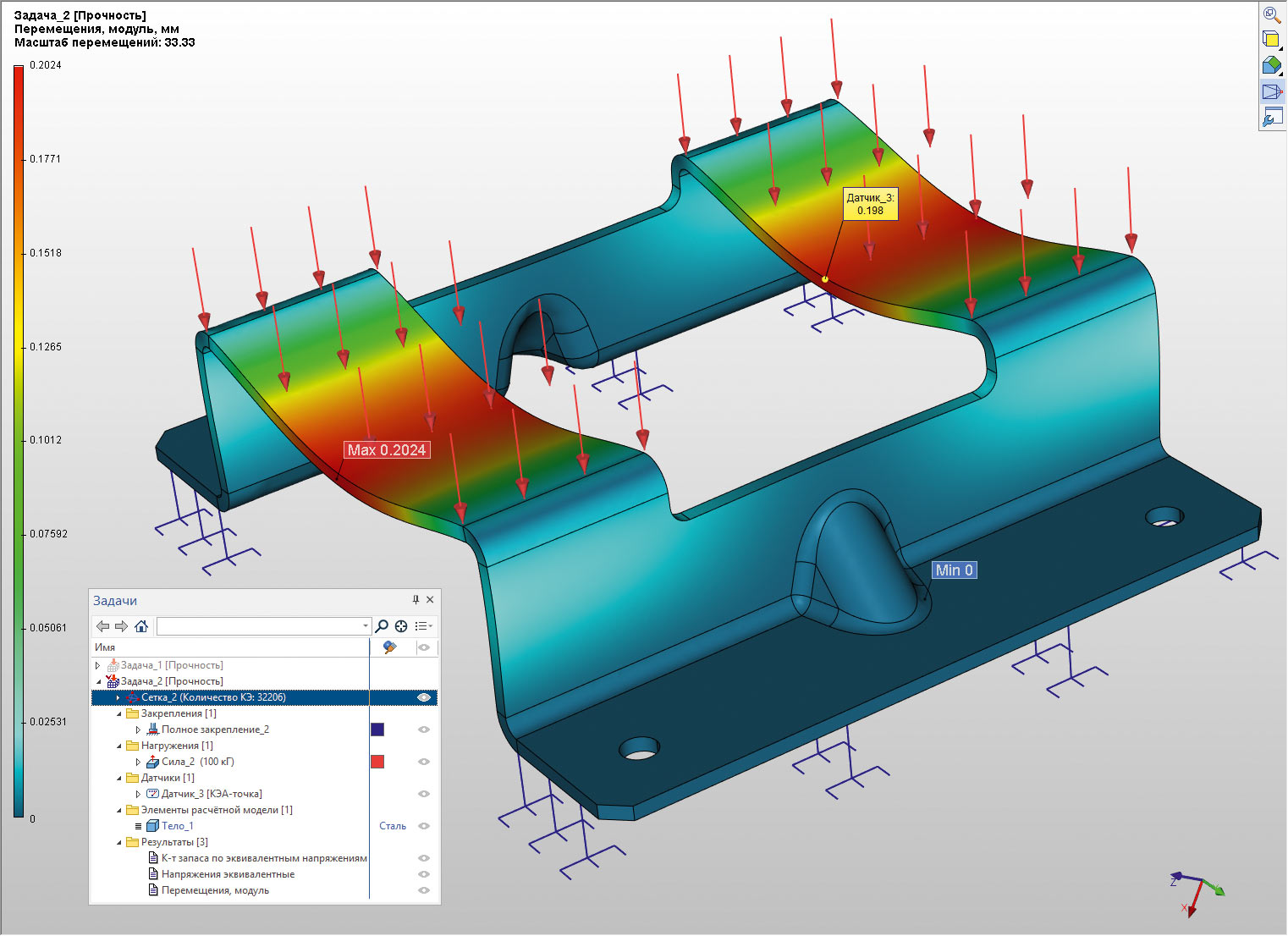
Рис. 6. Результаты расчета. Перемещения
Оптимизация конструкции и повторный КЭ-расчет
При проектировании изделия конечный результат получается далеко не сразу. В моем примере первый прочностной расчет показал чрезмерные перемещения в точке установки датчика. Чтобы перемещения соответствовали требуемому значению, я воспользовался встроенным в T-FLEX CAD модулем оптимизации, который позволяет автоматизировать процесс оптимизации конструкции.
Работает оптимизация довольно просто, позволяя сократить время на подбор нужного решения. В качестве исходных данных для оптимизации берутся геометрические параметры детали, которые связаны с переменными. В описываемой задаче вырез в листовой детали имеет переменную длину, от которой зависят деформации, испытываемые деталью под нагрузкой. Чем больше вырез, тем больше деформации.
Датчик, который был создан в составе КЭ-задачи, показывает перемещение в указанной точке детали. Оптимизируем деталь так, чтобы перемещение в датчике соответствовало заданному значению (рис. 7). Для этого программа автоматически подберет размеры выреза в листовой детали таким образом, чтобы перемещение было равно заданному значению. Конечно, такой расчет можно выполнить и вручную, подбирая значения длины и запуская расчет снова и снова. Оптимизация же позволяет автоматизировать этот процесс, в ходе которого можно заниматься другими задачами по описанному проекту.
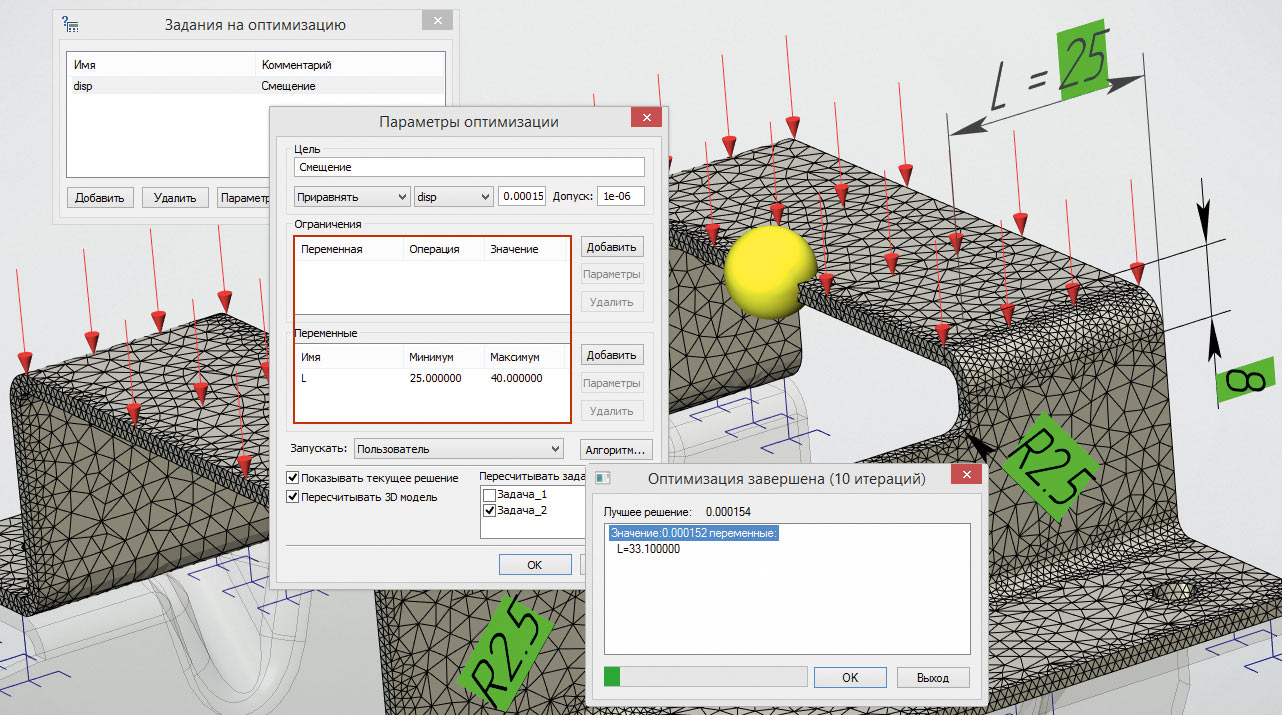
Рис. 7. Процесс оптимизации детали по параметру L с использованием модуля T-FLEX Анализ
Кстати, все расчеты можно выполнять в режиме контекста сборки рассчитываемой детали — это более наглядно и удобно.
В результате оптимизации вырез был уменьшен. Значение перемещения, рассчитанное в датчике, было уменьшено до требуемого, и, как следствие, повышена прочность детали при требуемой нагрузке. В целом, полученное значение оптимизируемого параметра является расчетным и может изменяться конструктором, например, в большую сторону — для округления значения, или приниматься в качестве минимально допустимого значения (рис. 8).
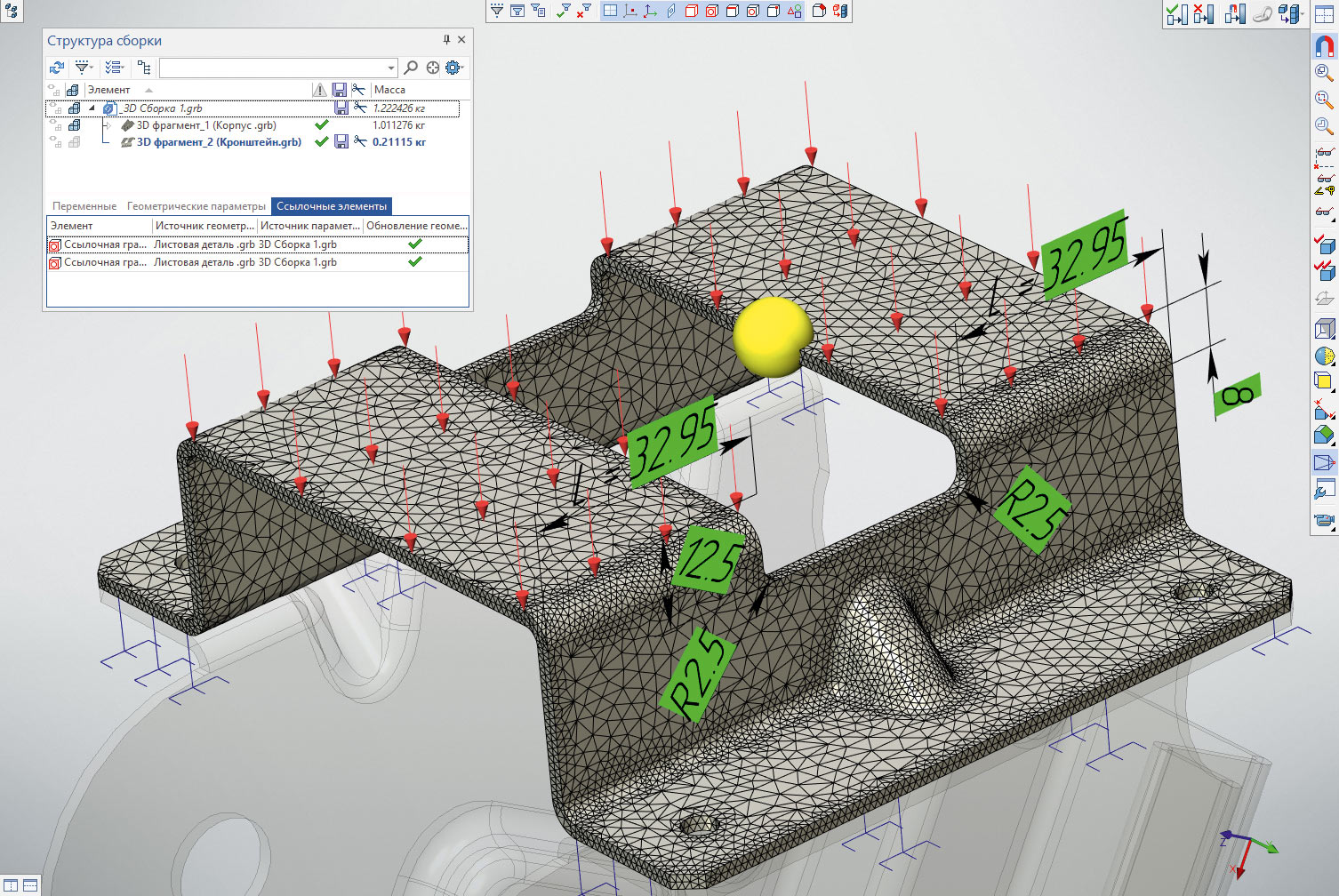
Рис. 8. Результат оптимизации: уменьшение выреза в детали, повышение ее прочности
Построение чертежа листовой детали и ее развертки с таблицей сгибов
По результатам оптимизации геометрические размеры листовой детали № 2 изменились, деталь № 1 не оптимизировалась. Можно переходить к оформлению КД — чертежей деталей и их разверток. Чертежи деталей строятся стандартным механизмом 2D-проекций. Стоит обратить внимание на построение чертежей разверток — для их создания используется специальная команда Проекция развертки, которая позволяет в два клика построить проекцию развертки выбранной листовой детали. А специальные команды создания таблицы сгибов и обозначения линий сгибов завершают оформление такого чертежа (рис. 9).
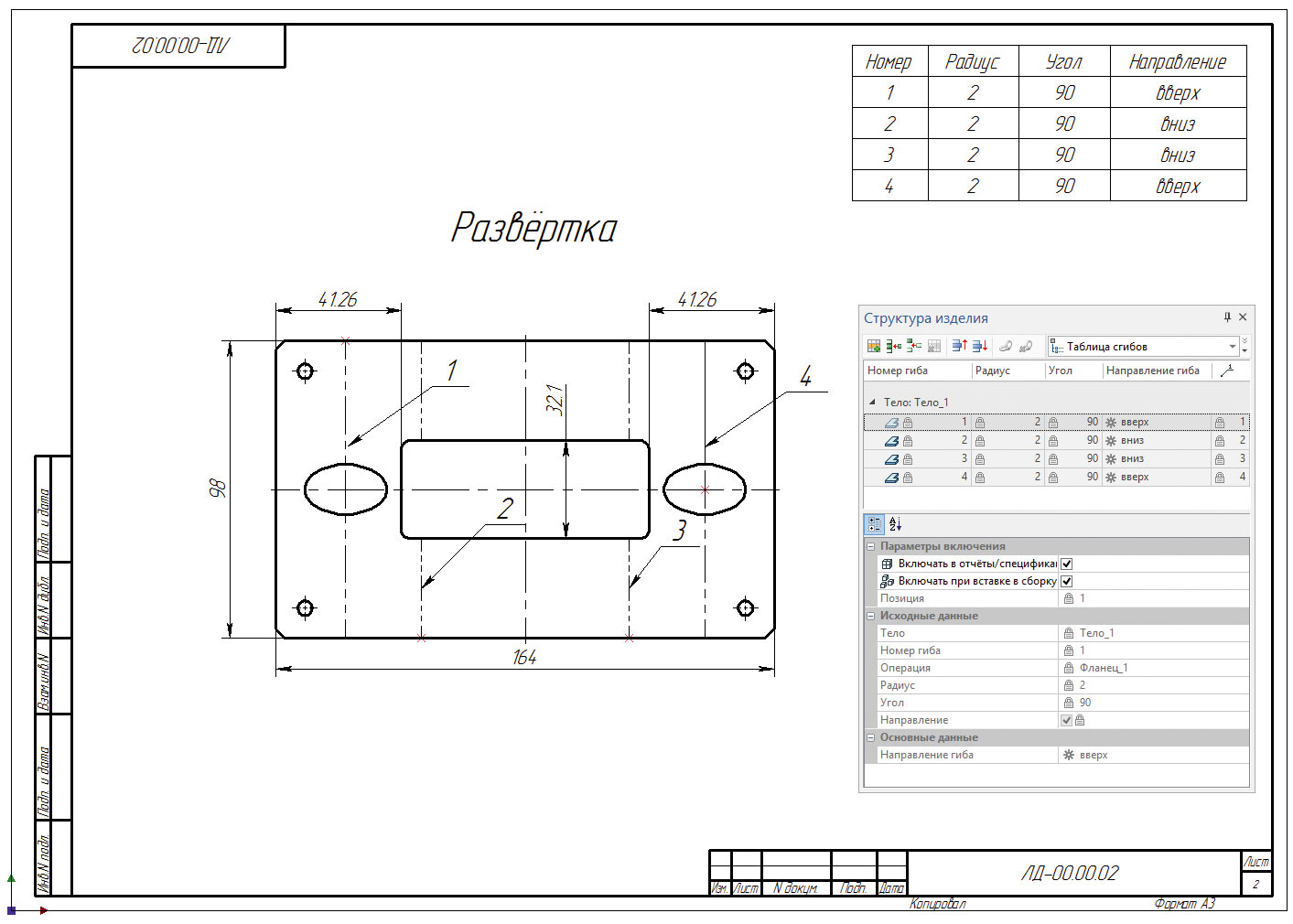
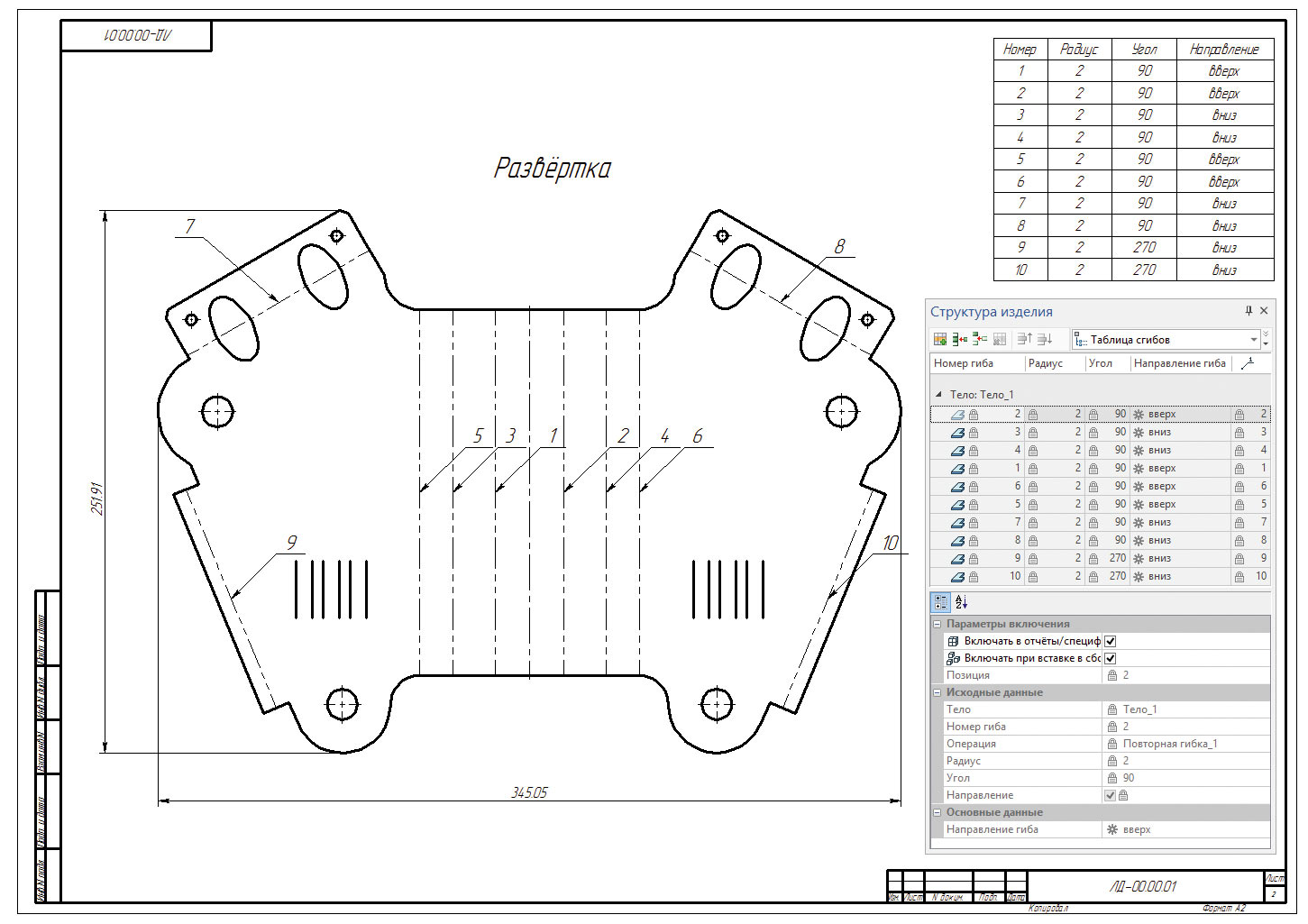
Рис. 9. Развертка листовой детали с таблицей сгибов
В результате получены данные для выполнения раскроя, технологической подготовки и создания управляющей программы для станка с ЧПУ.
Раскрой листового металла в T-FLEX Раскрой
Недавно вышла серия статей, посвященных модулю T-FLEX Раскрой, в которых подробно описано предназначение программы и ее функциональные особенности. В этом материале я говорю о T-FLEX Раскрой как о необходимом модуле для подготовки листовых деталей к производству. Типовая схема работы модуля приведена на рис. 10.
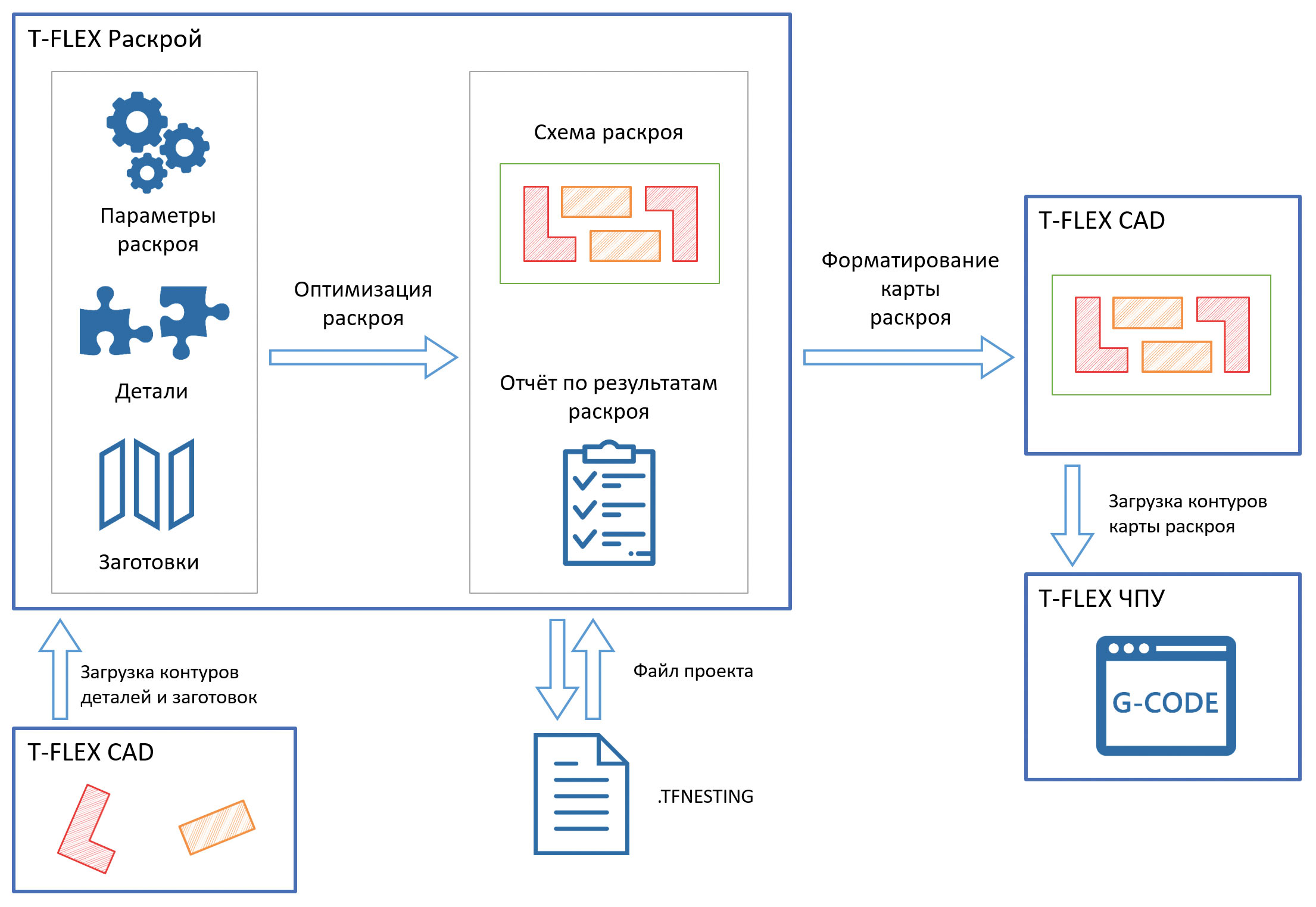
Рис. 10. Схема работы модуля T-FLEX Раскрой
Создается проект раскроя. Устанавливаются параметры раскроя, выбираются деталь (рассмотрим на примере детали № 1) и заготовка, после чего запускается процесс оптимизации раскроя. В приведенном примере получаю коэффициент использования материала (КИМ) = 0,691 (рис. 11).
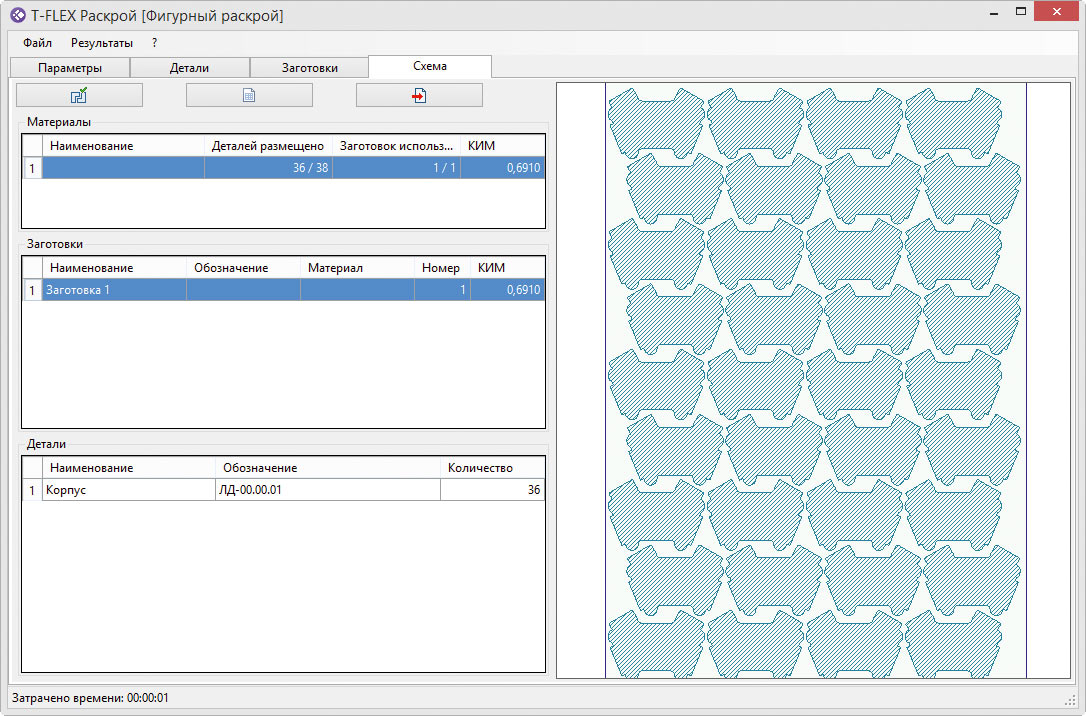
Рис. 11. Схема раскроя листовой детали
По полученной схеме раскроя можно подготовить управляющую программу для станка с ЧПУ.
Технологическая подготовка — T-FLEX Технология
Для создания техпроцесса я использовал модуль T-FLEX Технология. В справочнике «Технологические процессы» создал технологический процесс на листовую деталь № 1 (Корпус). В этом техпроцессе создаю технологические операции, которые отражают последовательность действий, необходимых для получения готовой детали. На каждой технологической операции указываю оборудование, на котором производится операция, и необходимые параметры (время; подразделение, в котором выполняется операция; данные об исполнителе). Для описания выполняемых действий на каждой операции создаю технологические переходы с указанием необходимого оснащения: режущий, мерительный инструмент (рис. 12).
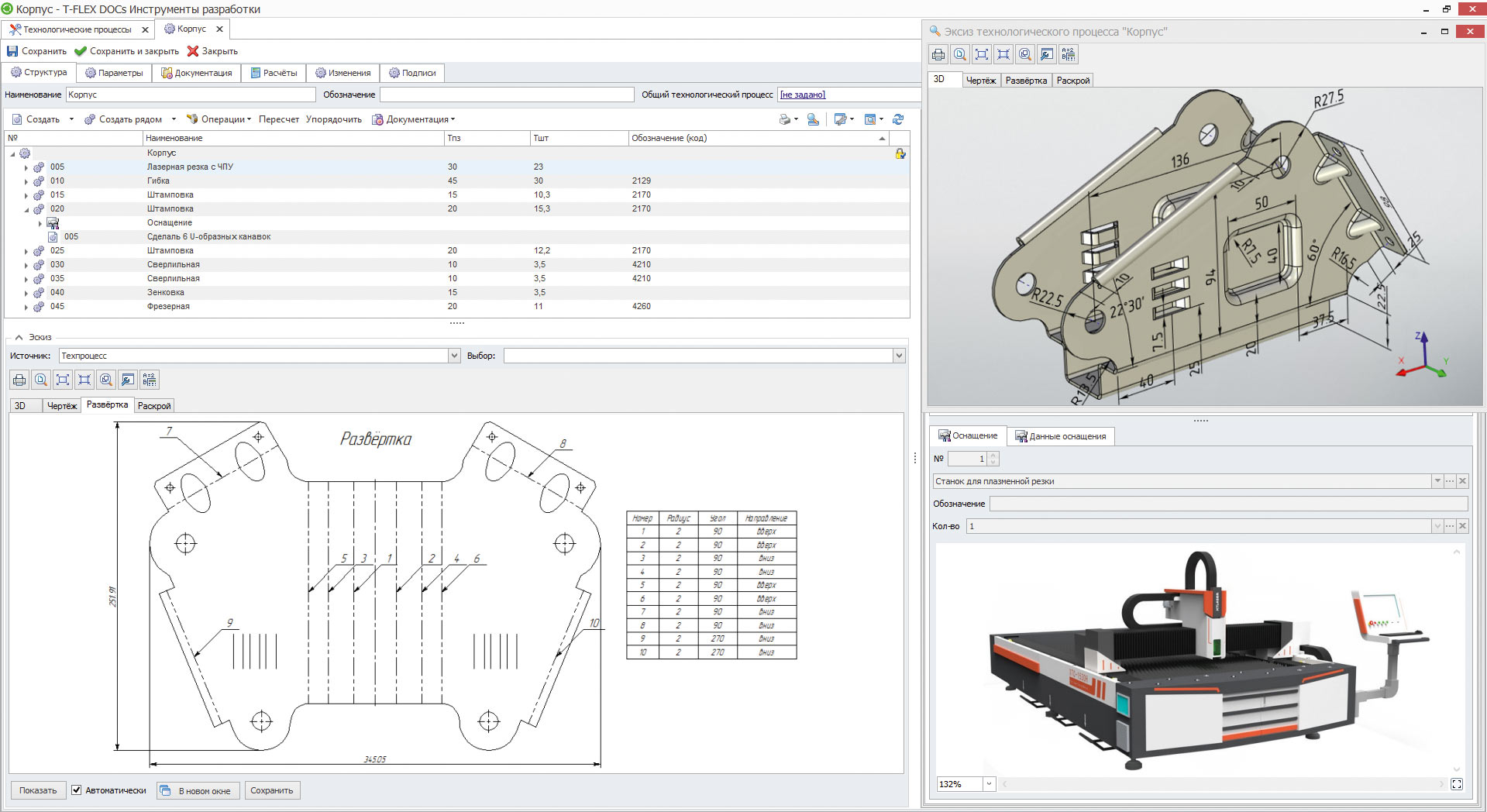
Рис. 12. Технологический процесс на изготовление листовой детали
Подготовка управляющей программы в T-FLEX ЧПУ внутри T-FLEX CAD
Всё готово для производства детали.
Воспользуемся интегрированным в T-FLEX CAD приложением T-FLEX ЧПУ 2D для выреза заготовок из листа для последующей гибки с помощью модуля лазерной обработки. Для этого на основе полученной карты раскроя я построил траектории лазерной обработки (рис. 13).
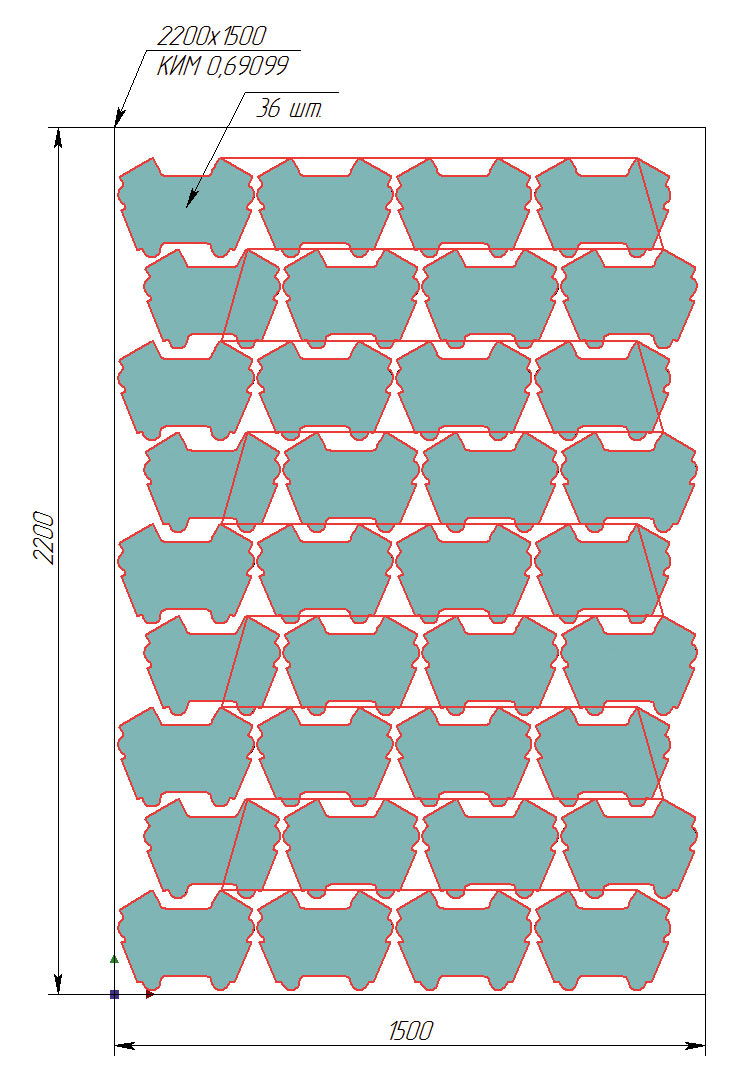
Рис. 13. Траектории лазерной обработки, созданные в T-FLEX ЧПУ
Для обработки на выбранном оборудовании потребуется соответствующий постпроцессор (берется из библиотеки постпроцессоров или готовится под указанную модель оборудования). Имитация обработки выглядит как показано на рис. 14.
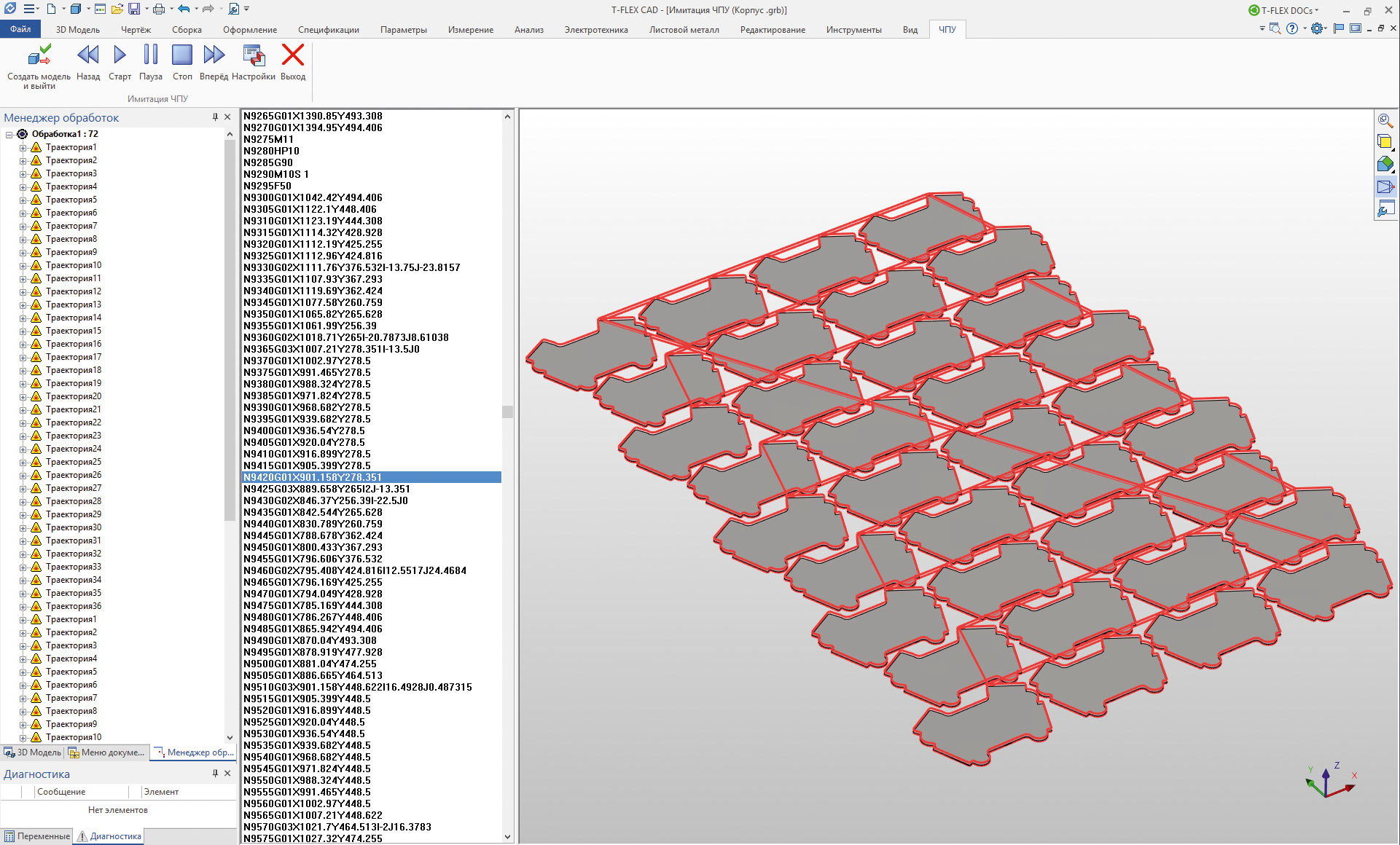
Рис. 14. Имитация лазерной обработки в T-FLEX ЧПУ
В результате я завершил свой проект, для реализации которого мне потребовались T-FLEX CAD, T-FLEX Анализ (Статический анализ), T-FLEX Раскрой, T-FLEX Технология и T-FLEX ЧПУ 2D (рис. 15).




Рис. 15. Список модулей для реализации проекта
На любом этапе проекта можно воспользоваться функциями импорта/экспорта данных
Стоит отметить, что на любом этапе описанного проекта можно воспользоваться функциями импорта/экспорта — чтобы забрать данные в систему T-FLEX CAD (например, чертеж или 3D-модель/сборку вместе со структурой изделия и др.) или передать данные в другую САПР (для расчета, ЧПУ-обработки и пр.) — в случае, если на предприятии уже установлена и функционирует другая система. Такой подход демонстрирует гибкость решения T-FLEX PLM и его способность встраиваться в существующую IT-структуру предприятия.

