
Павел Бунаков,
д.т.н, ведущий программист ООО «Базис-Центр»

Олеся Бочаркина, аспирант ГОУ ВО МО «Государственный социально-гуманитарный университет»
Системы штрихового кодирования, используемые на производственных предприятиях, должны служить одним из элементов автоматизированного проектирования и производства, частью общего информационного пространства. Только в этом случае их внедрение способно привести к реальной экономии времени и средств, росту производительности труда и качества продукции, минимизации брака и эффективному управлению. В статье рассказывается о программном обеспечении системы БАЗИС, предназначенном для внедрения штрихового кодирования на мебельных предприятиях.
В условиях конкурентной среды российские мебельные предприятия в большинстве своем переходят к позаказному промышленному производству. Это позволяет им совместить современные индустриальные технологии производства мебели с возможностью учета индивидуальных запросов каждого конкретного потребителя. Данный тип производства предполагает комплексную автоматизацию, охватывающую все этапы жизненного цикла изделий. По сути, сфера влияния САПР расширяется за счет охвата таких этапов, как дизайн мебельных изделий, прием заказов, формирование прайс-листов, диспетчеризация заказов, сбор и систематизация достоверной информации о производственных ситуациях и т.д. Достичь подобного уровня информационной интеграции можно только при условии применения автоматизированных средств идентификации и учета деталей и изделий в процессе их движения по технологическому маршруту [1].
Варианты идентификации объектов
В настоящее время разработаны и применяются различные методы идентификации объектов при промышленном производстве. Наиболее известными из них являются:
- штриховое кодирование;
- радиочастотная идентификация (RFID — Radio Frequency Identification);
- магнитные метки;
- электронные метки.
Из всех этих методов технология штрихового кодирования получила наибольшее распространение в силу своей надежности, низкой стоимости и легкости в использовании, поэтому большинство современных систем автоматической идентификации объектов базируются на штриховых кодах. Например, стоимость одной радиочастотной метки почти на порядок выше стоимости бирки со штриховым кодом [1]. В производстве корпусной мебели исходные заготовки и все детали имеют достаточные размеры и плоские грани, что делает их идеальными объектами для наклеивания бирок с кодами.
Существует два вида штриховых кодов: одномерные и двухмерные. В одномерном, или линейном, коде информация кодируется в одном измерении, что позволяет использовать для считывания простые и дешевые однолучевые сканеры. Двухмерный код содержит информацию, закодированную по двум измерениям, что, естественно, увеличивает объем кодируемой информации. Однако оборудование для работы с такими кодами более сложное и дорогое. Если рассматривать задачи автоматизации, стоящие перед мебельным производством, то для их решения вполне достаточно одномерного кодирования. Его использование позволяет идентифицировать детали, относящиеся к определенному заказу или технологическому процессу путем считывания кодов в точках обработки. Это, во-первых, дает возможность контролировать прохождение деталей по технологической цепочке обработки и передавать информацию в базу данных для последующего ее использования в планировании и управлении. Руководитель любого уровня может получать необходимые сведения в реальном режиме времени. Исключение человеческого фактора при обработке информации делает их объективными, что повышает обоснованность принимаемых управленческих решений. В условиях конкуренции это крайне важно как для повышения качества работы с заказчиками, так и для создания положительного имиджа предприятия.
Во-вторых, автоматически решается проблема комплектности при упаковке и отгрузке мебельных изделий, которые поставляются клиентам в разобранном виде. В-третьих, сокращается время изготовления деталей при использовании станков с ЧПУ, поскольку нужная программа загружается в систему управления автоматически при сканировании штрихового кода. Дополнительно исключается возможность субъективной ошибки при выборе нужной программы, а следовательно, появления брака.
В настоящее время на отечественных мебельных предприятиях проектирование и технологическая подготовка производства корпусной мебели осуществляются в специализированных САПР. Соответственно, подготовка бирок со штриховыми кодами для деталей изделий является одной из проектных операций. В системе БАЗИС для этого имеется специальный модуль БАЗИС-Бирка, а в ряд других модулей встроены возможности использования штриховых кодов для автоматизации выполнения технологических операций. Общая схема обработки заказов на изготовление корпусной мебели при применении штрихового кодирования показана на рис. 1.
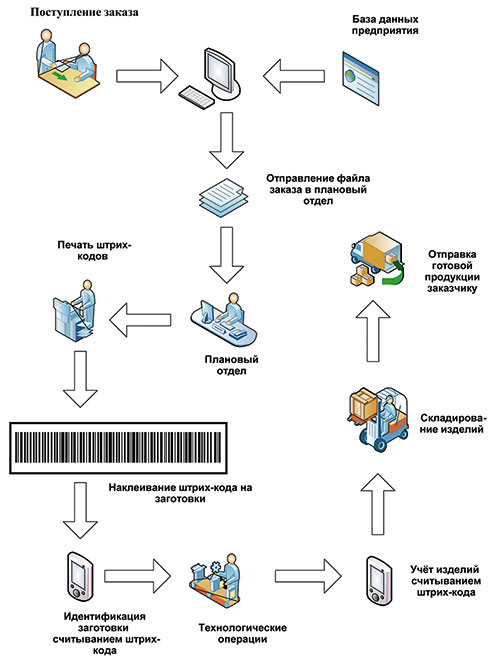
Рис. 1. Общая схема обработки заказов на изготовление корпусной мебели
Структура штрихового кодирования
Штриховой код является одним из элементов системы проектирования и управления производством, поэтому должен рассматриваться в комплексе с другими ее элементами: информационной базой данных, аппаратным и программным обеспечением САПР, технологическим процессом изготовления и т.д. Для эффективного внедрения штрихового кодирования в производственный процесс необходимо решить ряд задач:
- создание механизма идентификации объектов с помощью буквенно-цифрового кодирования;
- представление кодов с помощью одной из стандартных систем кодирования;
- нанесение штрихового кода на детали и заготовки;
- считывание штриховых кодов;
- интерпретация штриховых кодов в контексте выполняемой технологической операции;
- передача необходимой информации на сервер данных.
Совокупность указанных задач должна решаться на основе требований, предполагающих их полную информационную совместимость.
Модуль БАЗИС-Бирка
Модуль БАЗИС-Бирка — это специализированный редактор, предназначенный для формирования и подготовки к печати бирок, которые формируются при работе модулей системы БАЗИС, связанных с передачей информации на производство, например БАЗИС-Раскрой [2] или БАЗИС-Упаковка [3, 4].
Модуль БАЗИС-Бирка обладает следующими функциональными возможностями:
- формирование и редактирование параметров, которые необходимо отобразить на бирках для реализации технологических процессов на конкретном предприятии;
- разработка типовых макетов бирок для использования в качестве шаблонов, их сохранение на диске и загрузка из файлов для использования;
- формирование наборов бирок в соответствии со значениями параметров выбранного заказа с возможностью сохранения в файле и последующей загрузкой;
- предварительный просмотр бирок и вывод их на печать.
Модуль БАЗИС-Бирка может запускаться как самостоятельное приложение или вызываться из тех модулей системы БАЗИС, которые связаны с автоматизацией следующих производственных этапов:
- прием и хранение конструкционных материалов;
- выполнение технологических операций обработки деталей, например раскрой материалов или формообразование;
- упаковка и складирование готовых деталей и полуфабрикатов;
- отгрузка клиентам готовых изделий.
Формирование бирки
Главное окно модуля БАЗИС-Бирка показано на рис. 2. Поскольку данная программа является специализированным редактором, в центре размещено поле для отображения бирки. Методика формирования шаблона бирки заключается в размещении на соответствующем поле тех параметров, которые требуются для прохождения деталей по всей технологической цепочке. Эти параметры в большинстве своем носят формальный характер, то есть предназначены для автоматической замены на реальные параметры конкретной детали, взятые из ее трехмерной модели.
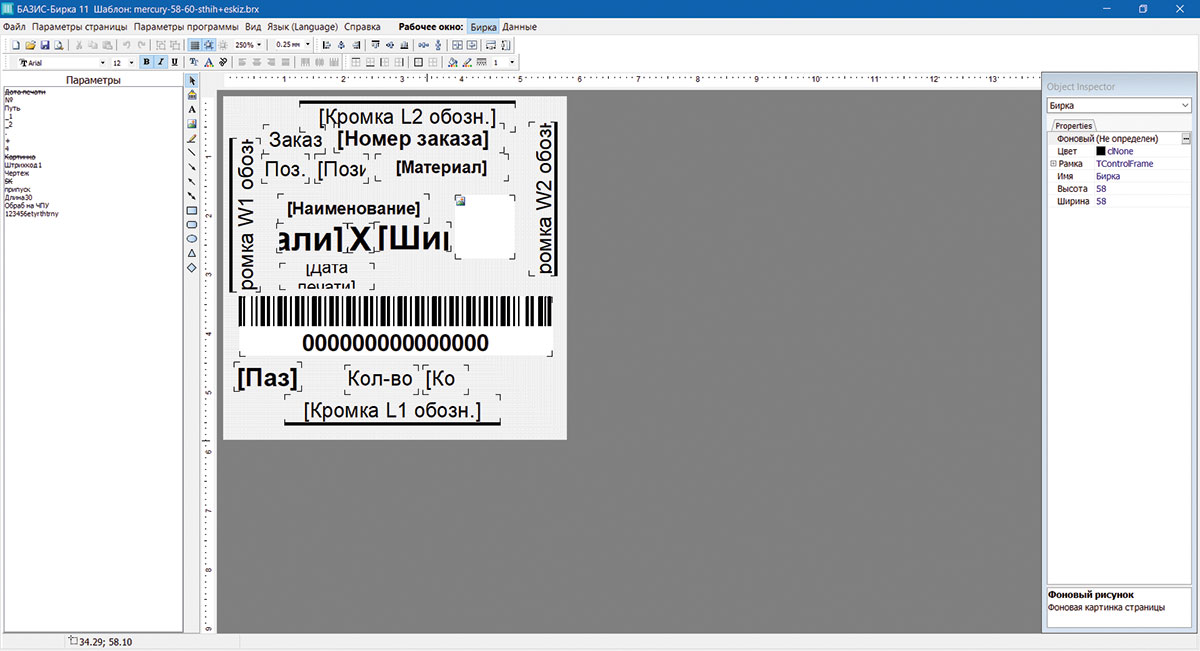
Рис. 2. Главное окно модуля БАЗИС-Бирка
По виду параметры подразделяются на текстовые, графические и кодированные. В последнем случае речь идет о штриховом коде, представленном в выбранной системе кодирования, например Code128A или EAN13. По характеру содержащейся в них информации различаются стандартные, составные, постоянные и вычисляемые параметры.
Стандартные параметры представляют собой список характеристик заказа (номер, наименование и т.д.), а также полный перечень возможных характеристик отдельных деталей, экспортированных из их трехмерных моделей. Фрагмент списка стандартных параметров показан на рис. 3.
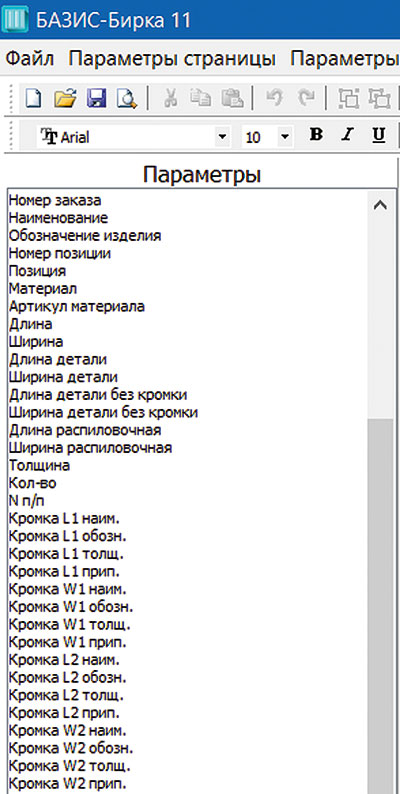
Рис. 3. Фрагмент списка стандартных параметров
Постоянные параметры — это данные, имеющие одинаковые значения для всего множества формируемых бирок. Для их определения достаточно просто указать наименование параметра и его значение (рис. 4). Например, это может быть параметр «Путь», который указывает каталог, где размещаются управляющие программы для пильного центра.
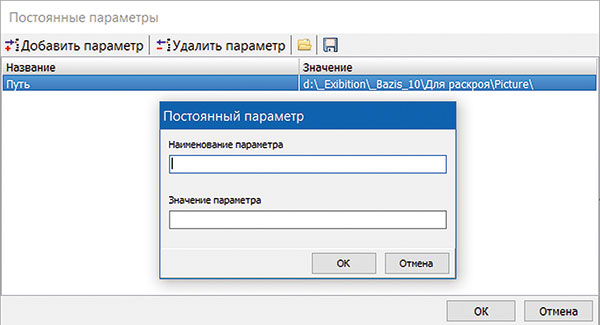
Рис. 4. Окно создания постоянного параметра

Рис. 5. Окно составных параметров
Составной параметр является комбинацией стандартных параметров. На рис. 5 в качестве примера приведен параметр «Чертеж», который служит для формирования обозначения чертежа конкретной детали. В данном случае он состоит из имени модели, на которое отводится пять символов, разделителя (символа «точка») и номера позиции из трех символов. Дополнительно указывается, что пробелы в именах будут заменяться символами подчеркивания. Для создания составного параметра необходимо указать входящие в него стандартные параметры и некоторые вспомогательные данные (рис. 6).
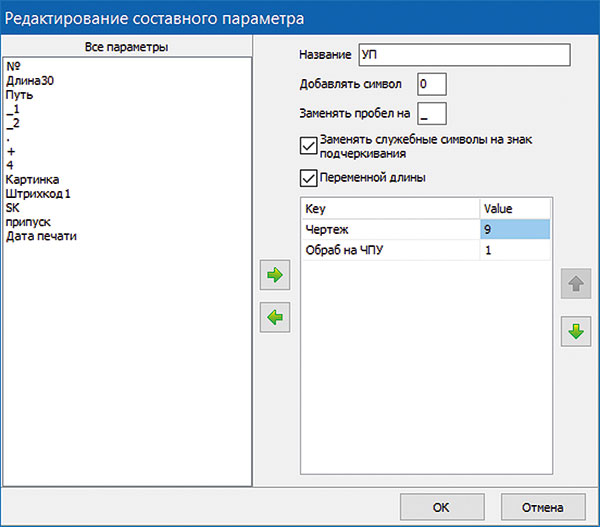
Рис. 6. Окно создания и редактирования составного параметра
Вычисляемые параметры можно назвать условными параметрами, поскольку заключенная в них информация отображается на бирках в зависимости от выполнения заданного условия. В качестве примера рассмотрим вычисляемый параметр «Форма», который описывает фрагмент маршрута обработки детали в зависимости от ее формы: прямоугольные детали передаются на кромкооблицовочный станок, а детали, имеющие более сложную форму (столешницы угловых компьютерных столов, радиусные полки и т.п.), — на обрабатывающий центр (рис. 7). Это довольно типичная ситуация, поэтому подобные параметры используются на многих мебельных предприятиях. Условие в этом случае будет задавать стандартный параметр «Контур», который содержит признак формы детали. В зависимости от его значения на бирки будет выводиться информация о том, на какой участок следует передать ту или иную деталь. Список всех стандартных параметров доступен для просмотра, а выбор нужного из них осуществляется по горячей клавише.
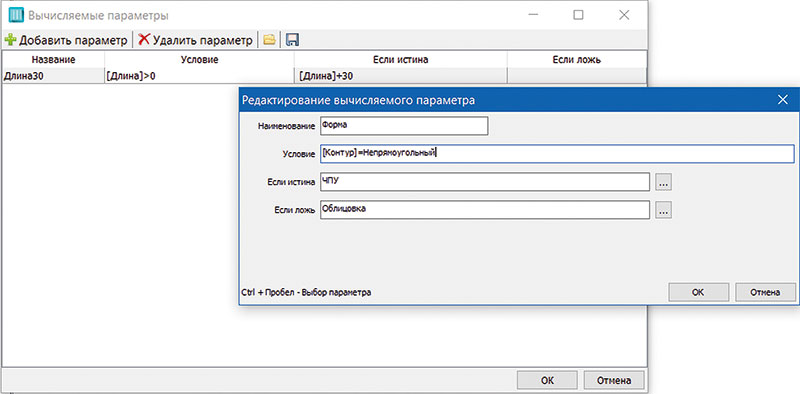
Рис. 7. Создание вычисляемого параметра
Предусмотрена возможность формирования графических вычисляемых параметров, когда в зависимости от условия вместо текста на бирках выводится графическое изображение, например эскиз контура деталей с отверстиями под фурнитуру и указанием направления текстуры материала. Это на порядок увеличивает информативность бирок.
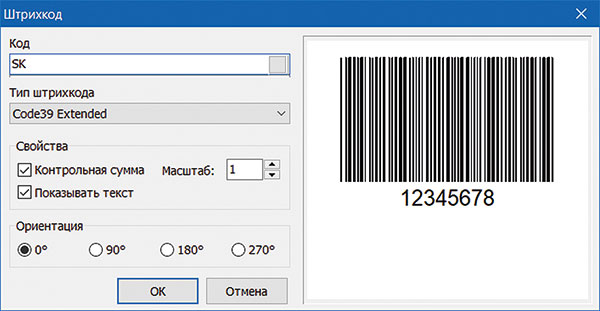
Рис. 8. Редактор штрихового кода
Создание штрихового кода
Особое значение при определении объема информации, отображаемой на бирках, имеют штриховые коды, для формирования которых предусмотрен специальный редактор (рис. 8). Он позволяет задавать и редактировать следующие параметры:
- наименование кода;
- вид системы кодировки (поддерживаются 23 наиболее распространенные системы);
- признак включения в код контрольной суммы;
- масштаб отображения;
- признак отображения текстовой информации под штриховым кодом;
- ориентация штрихового кода.
Работа с бирками при раскрое материалов
На любом производстве бирки формируются на начальном этапе обработки. При изготовлении корпусной мебели — это раскройный участок, где полноформатные листы древесно-стружечных плит распиливаются на заготовки в соответствии с картами раскроя. Особенность мебельного производства заключается в том, что карты раскроя являются не только схемами расположения заготовок на листах, но и, по сути, документами, регламентирующими работу всех последующих участков. Это определяет специфику программного обеспечения для оптимизации раскроя в мебельных САПР.
Модуль БАЗИС-Раскрой представляет собой многофункциональный программный комплекс. Помимо своей основной задачи — оптимального размещения заготовок на листах согласно комплексному критерию оптимизации, он решает целый ряд задач, связанных с загрузкой оборудования в цехе, работой склада деловых обрезков материалов, формированием управляющих программ для станков с ЧПУ и другими аспектами организации ритмичной работы мебельного цеха. Отметим, что понятие комплексного критерия является уникальной особенностью модуля. Оно означает, что технолог самостоятельно, в зависимости от текущих задач, выбирает алгоритм оптимизации размещения заготовок, то есть указывает, к примеру, что ему актуальнее при раскрое конкретного заказа: минимизация количества отходов или получение максимально технологичных карт для пильного центра.
Одной из задач модуля БАЗИС-Раскрой является формирование бирок, которые будут печататься синхронно выходу заготовок с раскройного станка. Это не такой простой процесс, как кажется на первый взгляд. Операторы станка работают практически «на автомате». Карта раскроя — это подробная инструкция, предписывающая однозначный порядок действий. Соответственно, наклейка бирки на заготовку должна выполняться также «на автомате», при этом во многих случаях ориентация бирки относительно кромок заготовки является важным моментом. Ее нарушение чревато браком. Эта задача также решается в модуле БАЗИС-Раскрой.
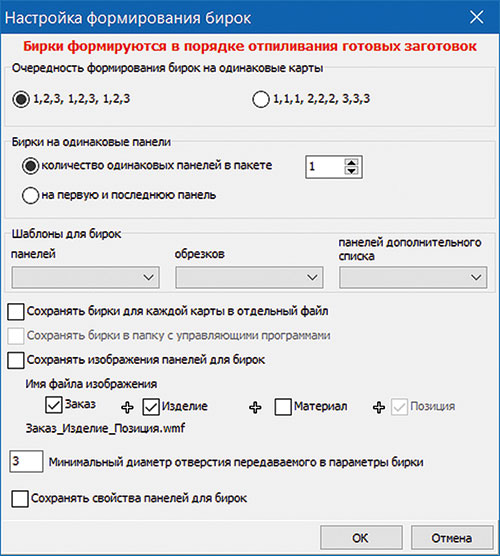
Рис. 9. Окно настройки бирок в модуле БАЗИС-Раскрой
Окно настройки бирок показано на рис. 9. Первым варьируемым параметром является очередность формирования бирок на одинаковые карты. По умолчанию бирки на листе располагаются в порядке появления панелей при раскрое, то есть первая готовая заготовка — первая напечатанная бирка. Если последовательно появляются несколько одинаковых заготовок, то печатаются, соответственно, одинаковые бирки. Такой порядок отражает принцип работы круглопильных станков, раскраивающих по одной плите. Иное дело — пильные центры, на которые для раскроя одновременно устанавливается пакет листов. Это означает, что бирки должны печататься уже в другом порядке, поскольку сразу же отпиливается несколько одинаковых заготовок, на которые надо наклеить одинаковые бирки. Кроме того, для такой «стопки» заготовок совсем не обязательно печатать все бирки. В зависимости от принятого порядка работы на предприятии можно, например, напечатать одну бирку на все заготовки и передать их на следующий этап обработки. Как вариант, можно напечатать две бирки: на верхнюю и нижнюю заготовки, или разбить заготовки на стопки, допустим, по три штуки и каждую стопку снабдить биркой. Одним словом, технолог сам выбирает, как печатать бирки.
В модуле БАЗИС-Раскрой реализовано несколько оригинальных решений, позволяющих уменьшить количество отходов без ущерба для технологичности карт. Два из них, имеющих отношение к биркам, — это ведение базы обрезков и использование дополнительного списка. Последнее понятие представляет собой перечень заготовок будущих периодов, то есть тех, которые будут использоваться в других заказах, но при этом раскраиваются в текущем заказе. Типичным примером являются заготовки для серийно выпускаемых малых мебельных изделий: навесных полок, тумбочек для компьютерных столов и т.п. Соответственно, технолог имеет возможность выбора, для каких групп формировать бирки: заготовок, обрезков или элементов дополнительного списка. Отметим, что эта настройка интеллектуальная. Например, при формировании бирок для заготовок и обрезков по единому шаблону информация на них будет разная, для каждого объекта своя, актуальная именно для него. По умолчанию все бирки записываются в один файл, но при необходимости бирки для каждой карты можно сохранять в отдельном файле.
Примеры бирок приведены на рис. 10. Все они предоставлены мебельными предприятиями, использующими систему БАЗИС.
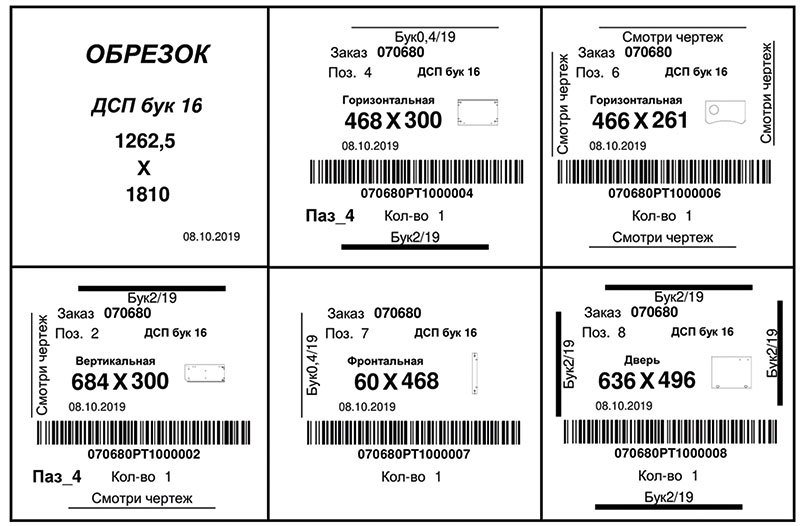
Рис. 10. Примеры бирок
Заключение
Многие организационные и производственные проблемы мебельного производства могут быть эффективно решены за счет внедрения специализированной комплексной САПР, в частности безбумажная технология. Она предполагает, что вся конструкторская и технологическая документация хранится и используется исключительно в электронном виде. Основой безбумажной технологии является внедрение штрихового кодирования как подсистемы, интегрированной с конструкторскими, технологическими, экономическими и логистическими автоматизированными подсистемами в едином информационном пространстве. Именно такая идеология реализована в системе БАЗИС. Более того, она получила практическое воплощение на большом количестве мебельных предприятий, уже сегодня работающих по безбумажной технологии.
Литература:
- Стариков А.В. и др. Автоматизация идентификации и учета деталей мебельного производства с использованием системы штрихового кодирования / Стариков А.В., Стородубцева Т.Н., Батурин К.В., Поляков С.Ю. // Лесотехнический журнал. 2013. № 2. С. 138-149.
- Бунаков П.Ю., Каскевич Н.В. Новые технологии автоматизированного раскроя материалов для мебельного производства. Коломна: Московский государственный областной социально-гуманитарный институт, 2013. 278 с.
- Килинг К.В. Автоматизированное проектирование схем упаковки корпусной мебели в САПР БАЗИС // САПР и графика. 2015. № 5. С. 70-73.
- Бунаков П.Ю., Килинг К.В. Оптимизация упаковки деталей мебельных изделий в САПР БАЗИС // САПР и графика. 2018. № 10. С.

