
Новый модуль в системе БАЗИС — это масштабная реорганизация всех аспектов автоматизированного раскроя материалов для мебельного производства. В ней реализованы лучшие алгоритмы оптимизации карт раскроя, расширены функциональные возможности, обновлен интерфейс и учтены особенности современных мебельных производств, но при этом сохранено все лучшее, чем отличался модуль БАЗИС-Раскрой.
Основные цели, которые преследуют мебельные компании в своей работе, — это, прежде всего, обеспечение безупречного качества, прочности, надежности и долговечности мебели, а также безукоризненного соблюдения сроков изготовления. Для этого на всех технологических участках даже небольших мебельных предприятий применяется высокопроизводительное и высокоточное автоматизированное оборудование.
Важное место в технологическом процессе изготовления корпусной мебели занимает раскрой плитных материалов. От того, насколько точно, качественно и быстро будет выполнена данная операция, зависит трудоемкость и скорость дальнейшей обработки деталей, качество готовой продукции и время ее изготовления. При этом подходы к оптимизации раскроя мебельных конструкционных материалов с математической точки зрения серьезно отличаются от классических методов решения задачи двумерного раскроя. Дело в том, что плотность укладки заготовок на плите является не единственным критерием оптимальности, а одним из нескольких в ряду других критериев, таких как исполнимость и технологичность карт, учет технологии выполнения операции раскроя, особенности применяемого станочного оборудования и организация производственной деятельности.
В системе БАЗИС оптимизации раскроя материалов всегда уделялось повышенное внимание. Модуль БАЗИСРаскрой широко востребован мебельщиками, независимо от размера предприятия, на котором они работают. К настоящему времени используются около 4500 его локальных и облачных лицензий. Основных причин такой популярности две: удачное соотношение плотности укладки заготовок и технологичности исполнения карт раскроя, а также прямая интеграция со всеми моделями пильного оборудования, популярного у российских мебельщиков, без использования промежуточных форматов. Соответствующие постпроцессоры разрабатывались совместно с поставщиками оборудования, что подтверждается сертификатами о совместимости информации, экспортируемой из БАЗИСРаскрой, с системами управления станков.
За достаточно длительную историю развития модуля накопилось много идей и предложений по его совершенствованию, да и технологии программирования не стояли на месте. Реализация многих необходимых новшеств в рамках существующих моделей, алгоритмов и структур данных стало неэффективной и затратной операцией. Несколько лет назад было принято решение о «заморозке» текущей версии модуля БАЗИСРаскрой и начале разработки принципиально нового модуля оптимизации раскроя материалов. Основное требование заключалось в том, чтобы совместить все преимущества существующего модуля с современными достижениями в области программирования, вычислительной математики и теории оптимизации, а также по максимуму учесть пожелания мебельщиков. В настоящее время новый модуль оптимизации раскроя вышел на стадию бетатестирования. Он информационно полностью совместим с модулем БАЗИСРаскрой и другими модулями системы БАЗИС. На период бетатестирования все желающие могут оценить его возможности в локальном или облачном варианте, а также внести предложения по совершенствованию.
Рассмотрим кратко основные особенности нового модуля.
Конфигуратор материалов
Конфигуратор материалов — это абсолютно новое и оригинальное понятие. Дело в том, что технологу мебельного предприятия приходится работать с множеством различных материалов (ДСтП, ДВП, пластик, стекло и т.д.). Для каждого из них назначается свой набор параметров оптимизации раскроя — конфигурация. Таким образом, под конфигурацией материала понимается совокупность параметров, которые полностью определяют все особенности раскроя того или иного материала. Например, в характеристиках реза (рис. 1) указываются направление первого реза, ширина диска пилы, максимальное количество поворотов плиты, максимальный и минимальный размер полос и т.д. В параметрах оформления карт раскроя полностью определяется внешний вид карт раскроя: как и какие размеры деталей отображать, как выделять обрезки и многое другое (рис. 2). В процессе работы приходится постоянно менять конфигурации, и каждый раз раскраивать материалы по отдельности. Это отнимает немало времени, к тому же есть вероятность возникновения ошибок, связанных с человеческим фактором. Грамотное использование конфигуратора материалов исключает эти проблемы.
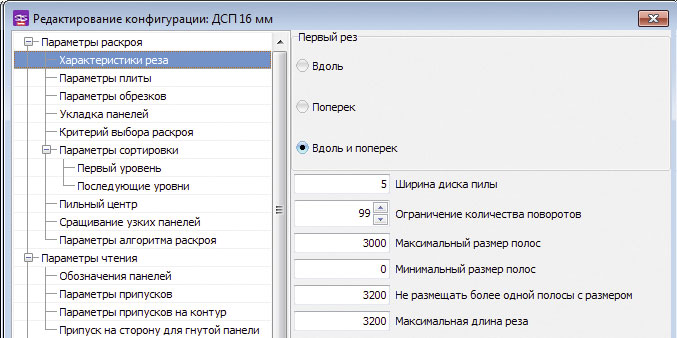
Рис. 1. Характеристики реза
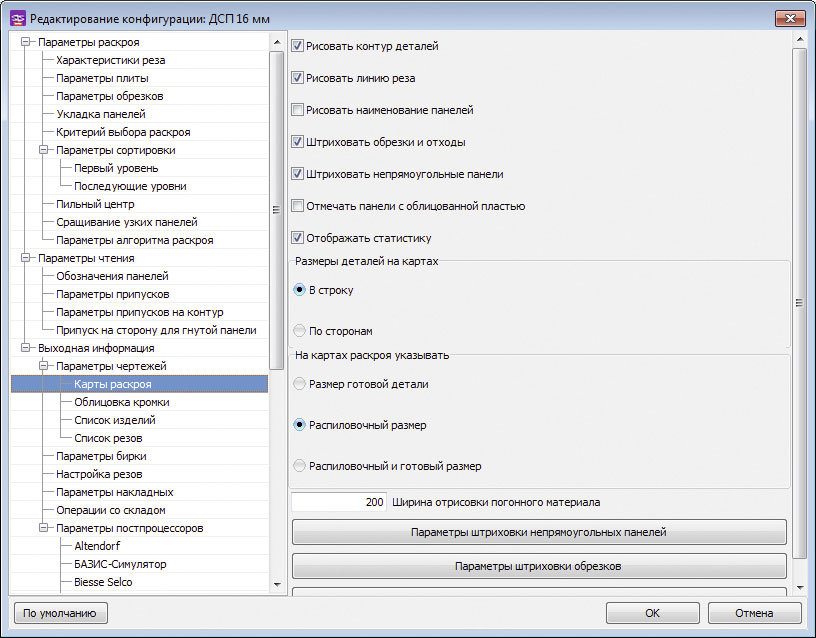
Рис. 2. Параметры оформления карт раскроя. Окно конфигуратора материалов
Предварительная настройка конфигураций заключается в том, что технолог создает иерархическую структуру групп материалов, которые можно раскраивать с одинаковыми параметрами. Затем он распределяет материалы, находящиеся в базе данных, по соответствующим группам. Пример структуры групп материалов показан на рис. 3.
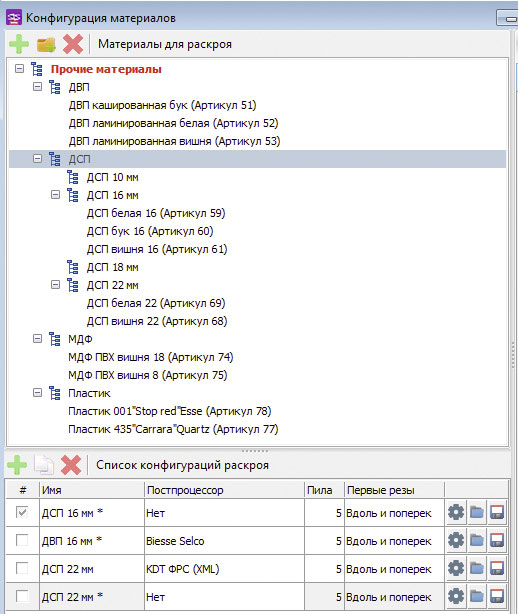
Рис. 3. Назначение параметров конфигурации
Конфигуратор материалов автоматически распределяет импортируемые из 3Dмоделей или вводимые вручную материалы по ранее созданным группам, а новые материалы помещает в специальную абстрактную группу «Прочие материалы». Технолог, получив сведения о том, что в конкретном случае появились материалы в этой группе, перемещает их в соответствующие реальные группы. В следующий раз они попадут в нужные группы уже автоматически.
На каждую группу материалов или на тот или иной материал в отдельности можно назначать несколько конфигураций и типоразмеров плит. При грамотно настроенной базе материалов технолог просто открывает задание на раскрой с множеством различных материалов и одновременно формирует карты раскроя по каждому материалу. Автоматически для всех групп будут применяться нужные настройки.
Группы настроек
Как уже было сказано, раскрой в мебельном производстве выполняется по нескольким критериям оптимизации и требует большого количества настроек для учета специфики определенного предприятия или цеха. Самый простой пример: карты раскроя одного и того же заказа для исполнения на форматнораскройном станке и пильном центре могут быть абсолютно разными. Это приводит к необходимости указания множества параметров, причем с течением времени в силу объективных причин (появление новых станков, материалов, технологий и т.д.) их количество только возрастает. В новом модуле они структурированы и представлены в виде иерархической структуры, благодаря чему значительно ускоряется настройка нужных режимов раскроя.
Все настройки разделены на три основные группы:
- Раскрой — параметры, которые непосредственно влияют на реализацию алгоритма, например ширина пилы, выбор стратегии подбора плит, параметры оптимизации и т.д.
- Загрузка данных — параметры, отвечающие за загрузку списка деталей из моделей изделий и назначение припусков.
- Выходная информация — параметры настройки внешнего вида графического изображения карт раскроя, накладных и бирок, а также параметры постпроцессоров.
Задание списка панелей
Задание списка панелей для раскроя выполняется двумя способами. Если модуль работает совместно с системой БАЗИС, то модели просто импортируются. Отметим одну особенность. В таблице указываются как размеры готовых деталей, так и распиловочные размеры для различных способов раскроя. Например, при наличии облицованных кромок может производиться подрезка на толщину облицовочного материала. Распиловочные размеры не редактируются, они автоматически пересчитываются при редактировании размеров деталей на основании настроек раскроя. На картах раскроя отображаются именно распиловочные размеры.
Задания на раскрой можно формировать и вручную. Для этого в специальном окне задаются размеры каждой детали, материал и их количество в заказе (рис. 4). При необходимости указываются варианты облицовки каждой кромки (рис. 5). Выбор облицовочного материала приводит к автоматической коррекции и отображению в соответствующих колонках распиловочных размеров, если выбран режим облицовки с подрезом. При добавлении очередной детали для ускорения ввода копируется материал предыдущей детали.
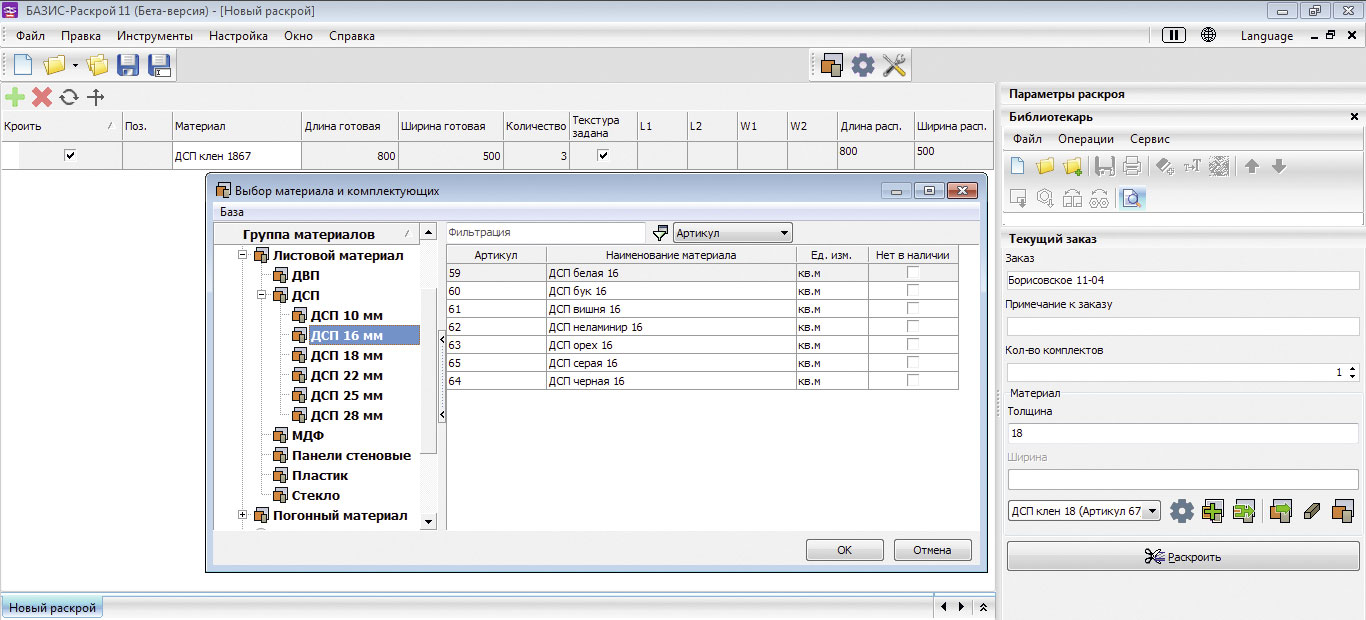
Рис. 4. Задание списка деталей для раскроя
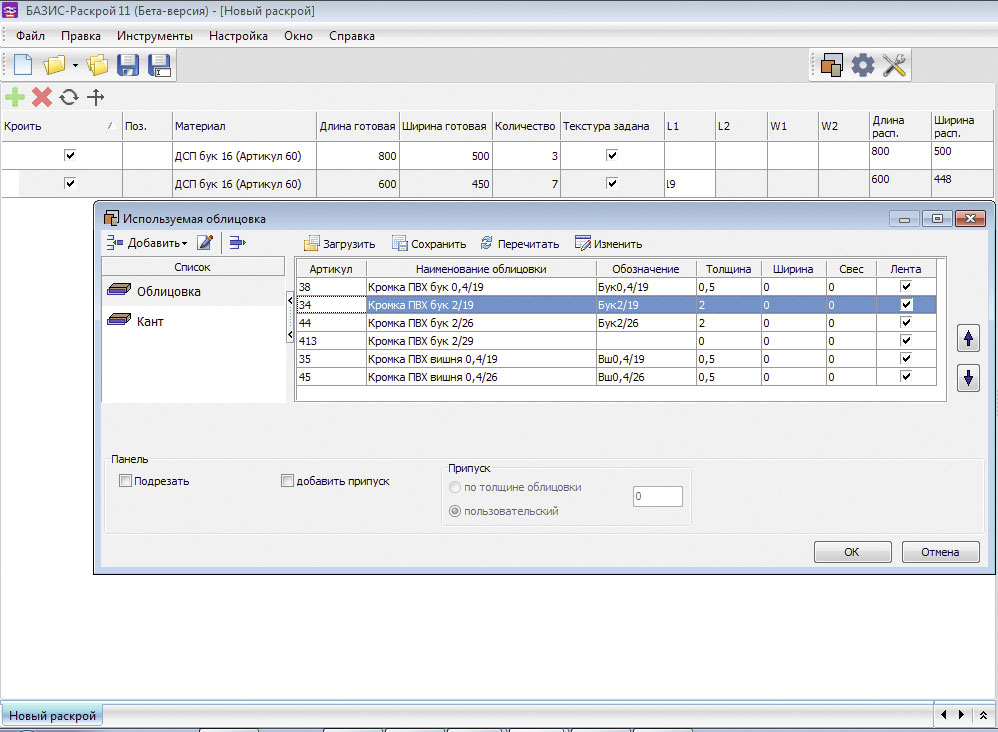
Рис. 5. Указание облицовочных материалов
Если добавляется деталь из другого материала, то автоматически формируется новый подсписок, и соответствующий материал заносится в перечень раскраиваемых материалов. В задании на раскрой можно отображать как отдельные списки деталей по каждому материалу, так и общие списки, например, всех деталей из площадных материалов.
При выполнении раскроя формируется тот набор карт раскроя, который соответствует предварительным настройкам. Например, можно одновременно выполнить раскрой деталей из всех материалов с формированием карт раскроя деталей из ДСтП в двух вариантах: для форматнораскройного станка и для некоего пильного центра. Пример отображения карт раскроя приведен на рис. 6. Отметим, что полученный вариант раскроя не является окончательным, его можно редактировать.
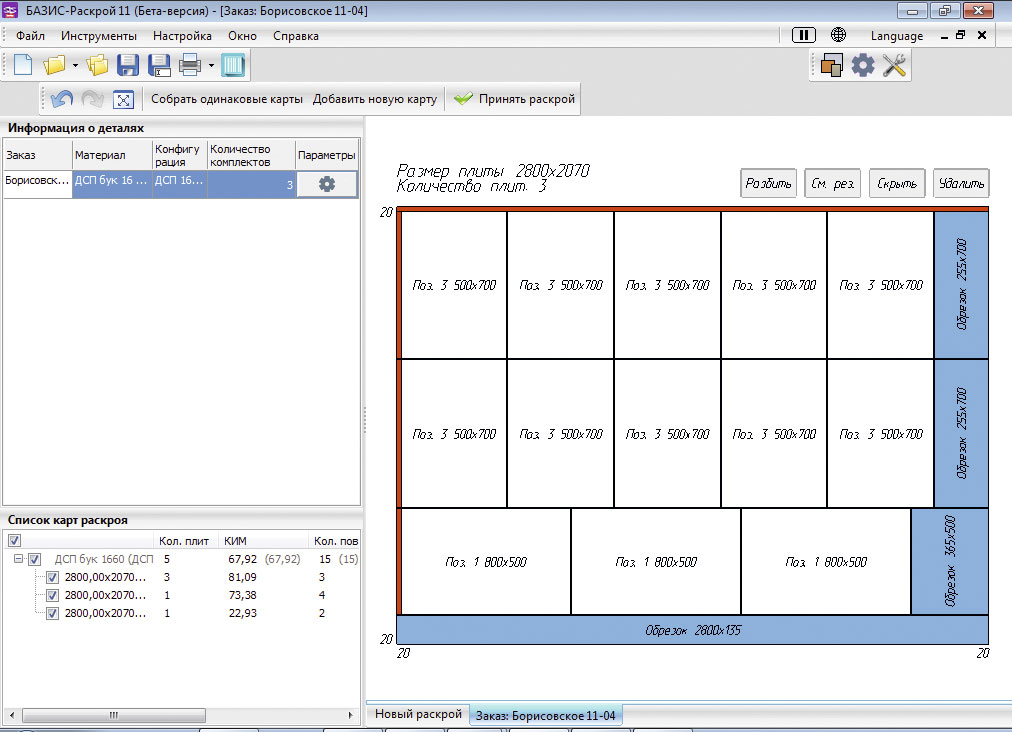
Рис. 6. Отображение карт раскроя
Редактирование карт раскроя
Карты раскроя, формируемые в автоматическом режиме, в абсолютном большинстве оптимальны по всей совокупности заданных критериев и параметров раскроя и не требуют последующей доработки. Однако при небольшой глубине перебора и в некоторых других случаях может возникнуть необходимость ручного редактирования карт. Для этого в модуль добавлен промежуточный этап — просмотр и редактирование результатов раскроя. В специальном окне для анализа отображаются результаты раскроя всех деталей из всех материалов. Редактирование заключается в визуальном «перетаскивании» отдельных деталей или целых полос. При этом доступные для размещения области выделяются цветом. Кроме того, есть возможность увеличения ширины полосы для того, чтобы на нее поместилась выбранная деталь. Каждая выполняемая операция автоматически анализируется на допустимость, поэтому ошибки при редактировании карт раскроя исключены.
Дополнительно в режиме редактирования возможно:
- добавлять, удалять, скрывать и изменять резы внутри карты;
- добавлять новые карты раскроя с возможностью применения плит других размеров;
- скрывать неиспользуемые при редактировании карты раскроя;
- сохранять результаты раскроя и применять их в дальнейшей работе;
- выполнять откат и возврат изменений.
Рассмотрим два примера редактирования карт раскроя (рис. 7). Первый пример — изменение направления резов. В этом случае выдается предупреждающее сообщение, что детали, которые не смогут быть размещены на листе, будут отправлены в специальный буфер. До принятия раскроя все детали из буфера обязательно должны быть размещены на картах. На рис. 8 показан результат изменения резов для обеих карт.
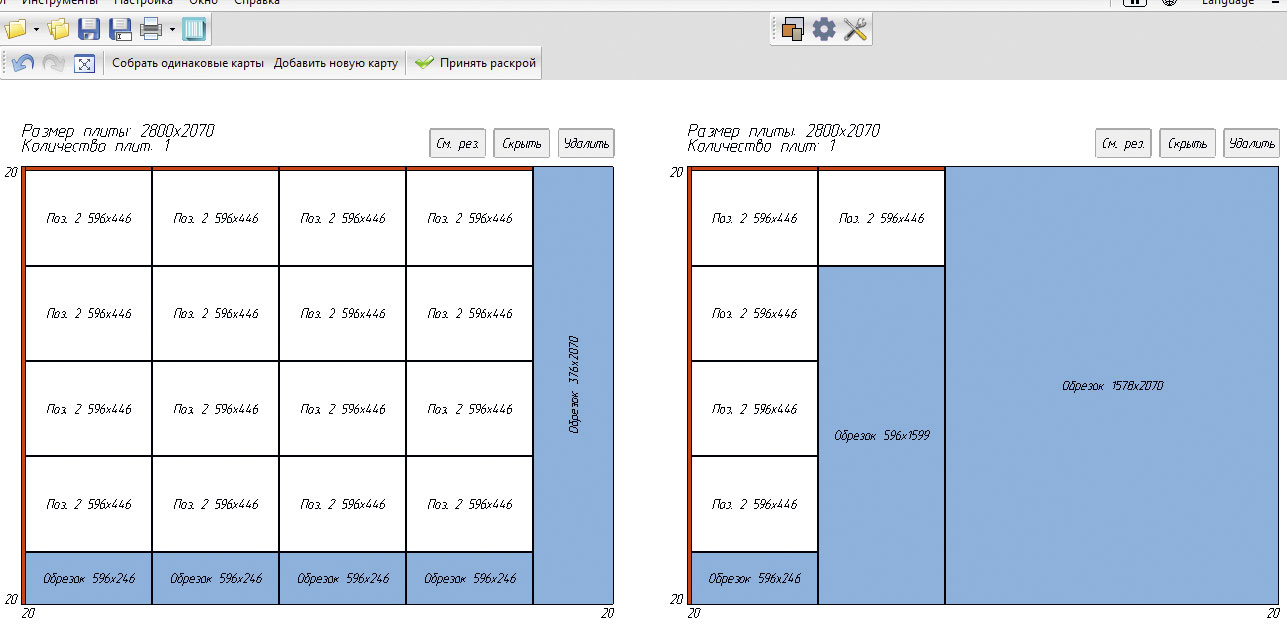
Рис. 7. Пример карт раскроя
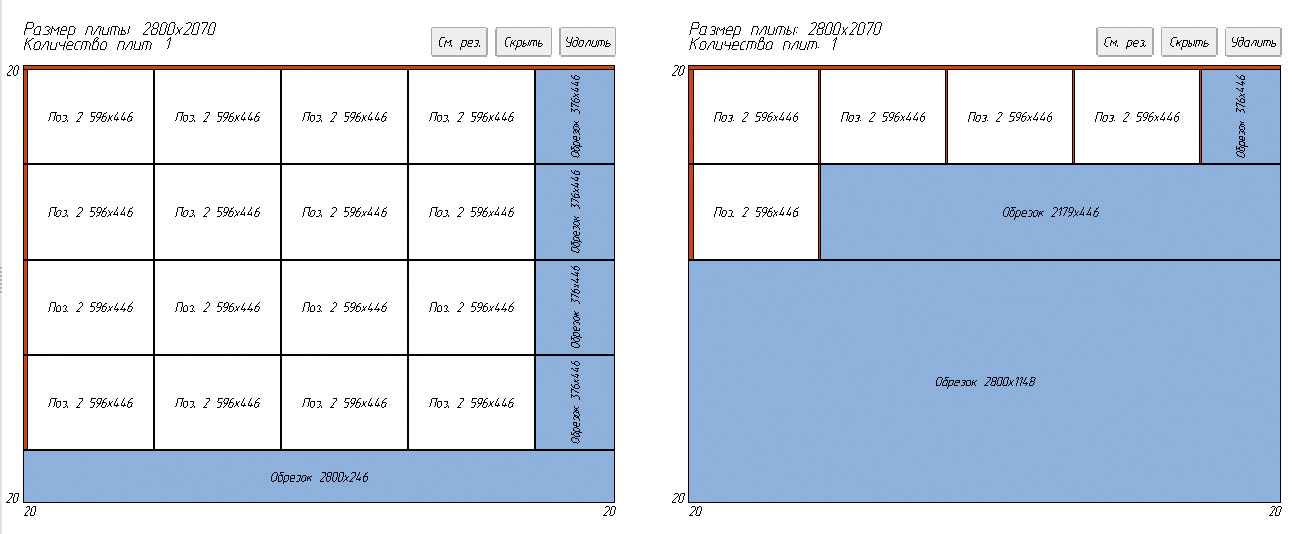
Рис. 8. Результат изменения направления резов
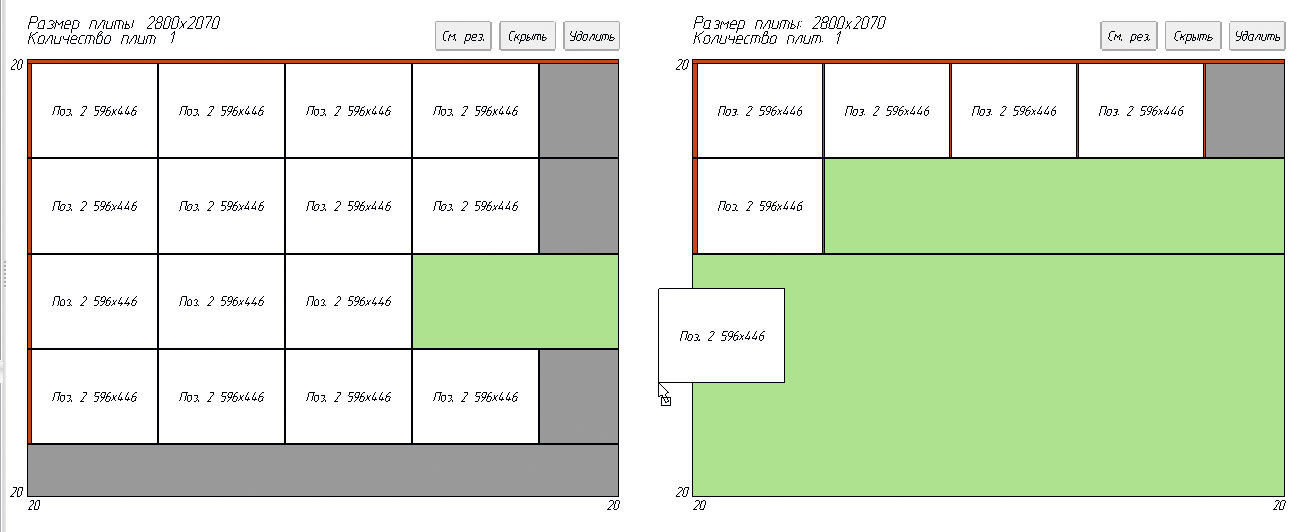
Рис. 9. Индикация доступных и недоступных областей
Второй пример редактирования — перемещение отдельных деталей. Как только выбрана перемещаемая деталь, выполняется цветовая индикация областей на картах (рис. 9):
- зеленым цветом выделяются области, на которых может быть размещена выбранная деталь;
- серым цветом отмечаются области, недоступные для размещения.
При размещении редактируемой детали в доступной области производится перекомпоновка всех затронутых редактированием карт.
Реализованный в новом модуле режим ручного редактирования является уникальным инструментом, позволяющим дополнительно сократить отходы материалов.
Раскрой по разным алгоритмам
В новом модуле появилась возможность раскроя списка деталей по разным алгоритмам и с различными настройками параметров. Рассмотрим эту возможность на примере. Пусть есть список деталей некоторого изделия. Для наглядности будем считать, что текстура у них не назначена. Выполним раскрой этих деталей для форматнораскройного станка и пильного центра, например, от компании KDT1. Полученные карты раскроя показаны на рис. 10 (форматнораскройный станок) и рис. 11 (пильный центр). Видно, что для раскроя на форматнораскройном станке требуется один лист материала, а для раскроя на пильном центре с ЧПУ — два листа и, соответственно, две карты раскроя. В чем причина? В первом случае количество поворотов плиты неограниченно и ширина пропила меньше, а во втором — задано максимум четыре поворота плиты при большей ширине пропила. Анализируя первую карту раскроя для станка KDT, можно увидеть, что на ней имеются обрезки большой площади, на которых можно разместить детали со второй карты раскроя. Однако при попытке сделать это в ручном режиме выдается сообщение о превышении максимального количества поворотов плиты. Исходя из этого можно сделать вывод, что в данном случае раскрой на форматнораскройном станке более предпочтителен.
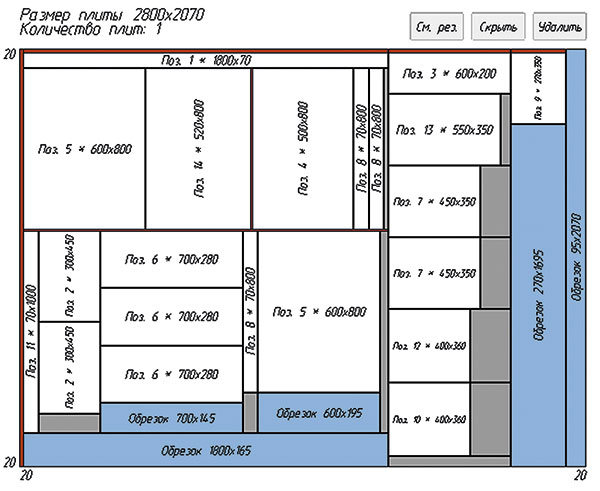
Рис. 10. Карта раскроя для форматно-раскройного станка
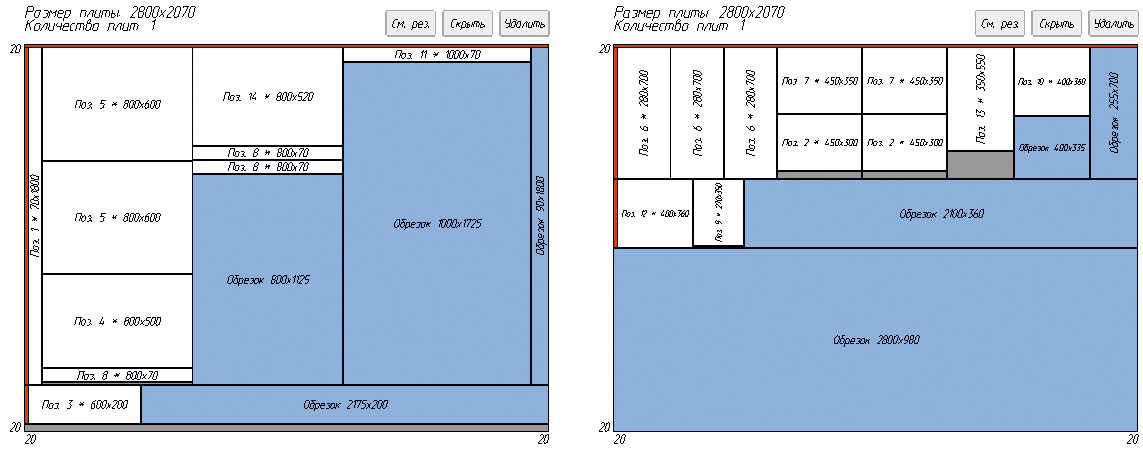
Рис. 11. Карта раскроя для пильного центра
Рассмотрим другой вариант. Раскроим тот же список деталей при тех же настройках, только для комплекта из 10 изделий, и проведем сравнительный анализ результатов. На рис. 12 показаны карты раскроя комплекта из 10 изделий на форматнораскройном станке, а на рис. 13 — на пильном центре. В окне, размещенном левее карт раскроя, приводится статистика по каждой карте раскроя и по всему раскрою в целом. Для наглядности сведем статистику обоих вариантов раскроя в таблицу (рис. 14).
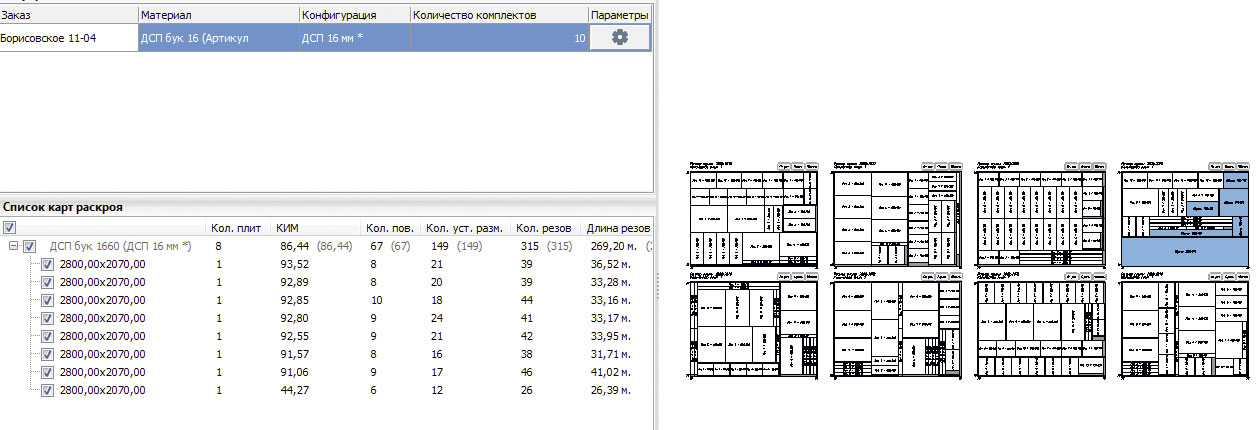
Рис. 12. Карты раскроя комплекта на форматно-раскройном станке
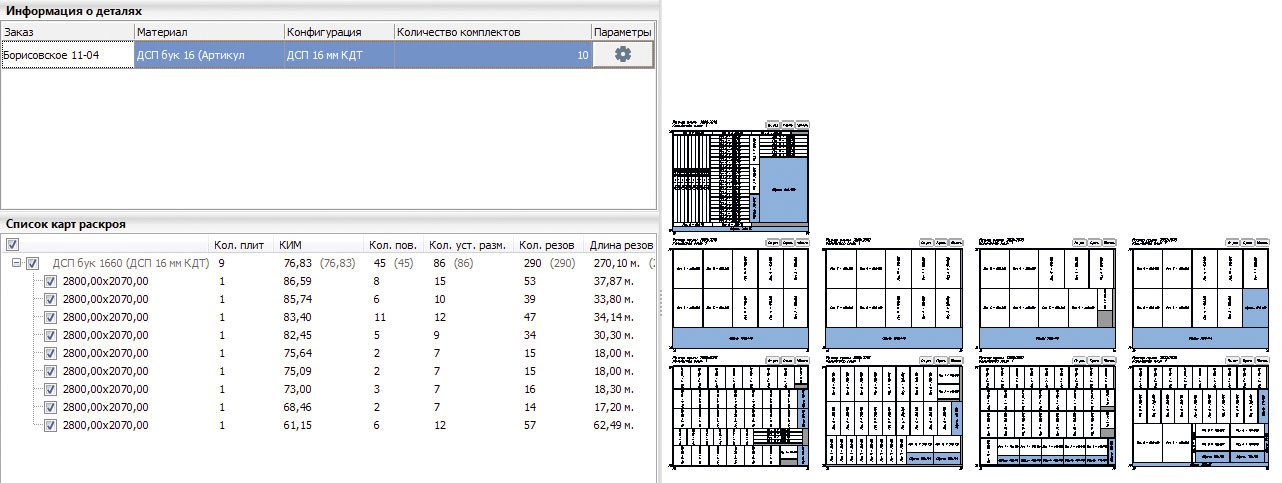
Рис. 13. Карты раскроя комплекта на пильном центре
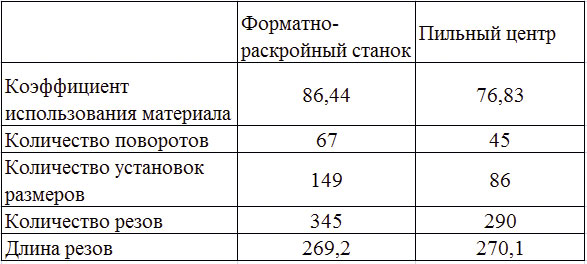
Рис. 14. Сравнительная статистика раскроев
Видно, что коэффициент использования материала при раскрое на пильном центре ниже, поскольку требуется на одну плиту больше: девять плит против восьми. Однако при этом количество поворотов плиты почти в полтора раза меньше (45 против 67), а количество установок размеров меньше почти в два раза (86 против 149). Общее количество резов тоже меньше, хотя и незначительно — примерно в 1,2 раза. Длины резов сопоставимы. В отличие от первого примера здесь технологу есть о чем задуматься. Можно сэкономить один лист, но при этом значительно проиграть в трудоемкости и времени, которое будет затрачено на гораздо большее количество поворотов плиты и установок размеров, а можно, «пожертвовав» одной плитой, быстро получить заготовки, а следовательно, оперативно выполнить заказ. Заметим, что реализация карт раскроя для пильного центра на форматнораскройном станке также будет выполнена существенно быстрее.
Даже на таком достаточно простом примере видно, что новый модуль раскроя предоставляет технологу множество возможностей для организации эффективной работы раскройного участка.
Заключение
Анализ результатов эксплуатации нового модуля раскроя в режиме бетатестирования показал, что он отвечает современным запросам мебельщиков и, что очень важно, в нем заложен хороший потенциал развития. Это обеспечит возможность оперативно реагировать на запросы мебельщиков, развивая и дополняя его функциональность в плане экономии материалов, сокращения времени выполнения раскроя, повышения технологичности исполнения и эффективности работы всех участков мебельного производства.

