

Евгений Клюев,
инженер-конструктор,
НИП-Информатика
Из пластика сделано огромное количество предметов вокруг нас: элементы интерьера, мебель, корпуса приборов, детали автомобилей, летательных аппаратов, спортивное снаряжение и т.д. и т.п. Более трети от общего объема пластиковых изделий производится методом литья под давлением.
Литье под давлением используется для производства больших партий деталей, так как при этом каждая деталь изготавливается быстро (обычно менее минуты). Примером применения является производство таких, например, тонкостенных изделий, как корпуса компьютерных мониторов, ноутбуков, мобильных телефонов, элементов внутреннего интерьера автомобилей, с целью снижения веса и экономии материала.
Производство методом литья под давлением осуществляется на специальных машинах — термопластавтоматах. Производственный процесс выглядит следующим образом: материал, в виде гранул или порошка, разогревается и плавится, после чего под давлением впрыскивается в прессформу, заполняя ее, а затем, остывая, образует отливку, то есть продукцию.
Прессформа является сложным устройством, состоящим из собственно формы, толкателей и элементов для извлечения деталей из формы, литниковой системы, системы охлаждения и других систем и компонентов.
Для каждой конкретной детали нужна соответствующая ей прессформа. Таким образом, для массового производства партии деталей, каждая из которых изготавливается быстро и дешево, необходимо разработать и изготовить сложную и дорогую прессформу. Некоторой аналогией здесь является производство электронных чипов, где для массового изготовления электронных устройств предварительно разрабатываются и изготавливаются сложные дорогостоящие и ответственные маски для выращивания слоев интегральной схемы.
Для создания прессформ широко используются цифровые технологии. 3Dмодели, кинематический анализ работы механизмов, выпуск чертежей и спецификаций выполняются в Autodesk Inventor. Задачи прочности и долговечности решаются в Autodesk Nastran. Проектирование обработки на оборудовании с ЧПУ происходит с помощью Autodesk PowerMill, а контроль точности — посредством Autodesk PowerInspect. Существует тенденция объединения CAD/CAE/CAMинструментов в единое решение, например в Коллекцию Autodesk для машиностроения Product Design & Manufacturing Collection. Такой многофункциональной CAD/CAE/CAMсистемой является популярная облачная программа Fusion 360. Коллективная работа над проектом ведется в PDM, например в Autodesk Vault.
Но ни одна из этих систем не дает ответа на важнейшие при производстве пластиковых деталей вопросы: получится ли результат качественным, c требуемой формой, цветом, без дефектов? Для разработки качественной прессформы конструктору необходимо учитывать свойства пластика, особенности формы детали, разрабатывать конфигурации литниковой системы и системы охлаждения и многое другое. Конструктор должен рассмотреть различные варианты решений и на основе квалификации, опыта и интуиции выбрать наиболее эффективное. Затем выбранное решение следует проверить, например, после изготовления прессформы в металле. Такой подход является рискованным и может потребовать дорогостоящих изменений и потери времени.
Для проверки выбранного решения предназначено программное обеспечение Autodesk Moldflow. В Moldflow конструктор импортирует 3Dмодель детали из любой САПР, выбирает материал, конфигурирует литниковую систему и систему охлаждения, назначает другие данные, необходимые для расчета, и проводит анализ проливаемости. Если результаты неудовлетворительные, то необходимо изменить материал, деталь, температуру или иные параметры и снова провести анализ проливаемости — и так до достижения оптимального результата.
Moldflow позволяет не только проанализировать процесс заливки, но и рассмотреть такие эффекты, как появление воздушных пузырей, линий спая и вероятных незаполненных зон. Можно также проверять литниковые системы и системы охлаждения на оптимальность их расположения и качество работы. Одним из важных факторов, который создает проблемы для всех производителей изделий из пластика, является коробление. Этот процесс сложно прогнозировать без какихлибо предварительных испытаний, поскольку и выбор материала, и охлаждение, и усадка могут поразному влиять на итоговую форму детали. Moldflow выполняет расчеты с высокой точностью, и его применение заменяет проверку выбранных решений на реальных образцах в металле.
Рассмотрим на примерах, какие проблемы встречаются при подготовке производства изделий из пластика и как анализ проливаемости с помощью Moldflow позволяет проверить конструкторские и технологические решения.
Обычно в начале проектирования прессформы выбирают точку впрыска. Если точка впрыска выбрана некорректно или количества точек впрыска недостаточно, то в 95% случаев это приведет к появлению дефектов в отливке. На рис. 1 изображены результаты анализа проливаемости корпуса устройства с точкой впрыска по центру и виден дефект — незаполненная зона слева внизу.
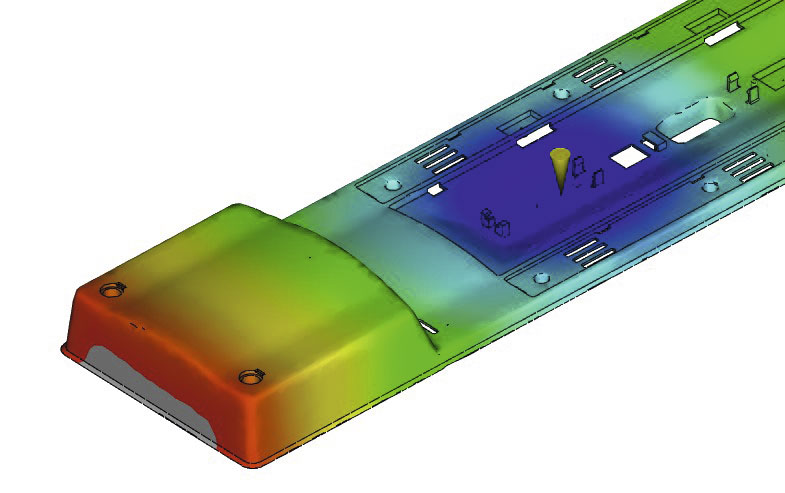
Рис. 1. Дефект при расчете с одной точкой впрыска
Используем систему с двумя точками впрыска и выполним анализ снова. Результаты на рис. 2 показывают, что данное решение обеспечило корректную заполняемость.
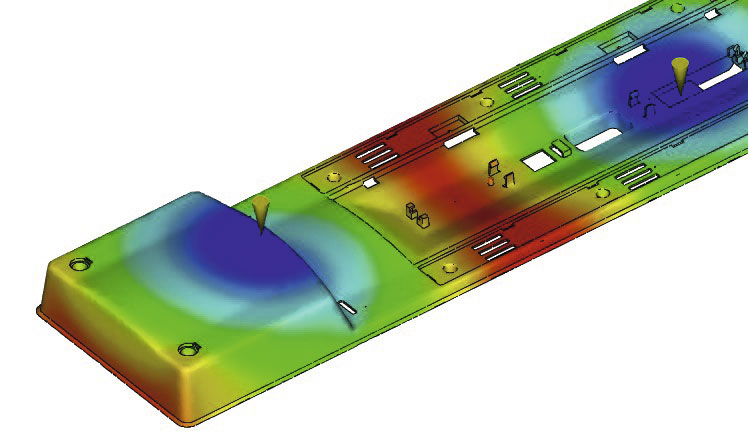
Рис. 2. Расчет с двумя точками впрыска без дефектов
Moldflow позволяет находить до десяти точек на одной детали и показывать оптимальные области для их расположения.
Однако проблема может оказаться не только в неверном выборе точек впрыска. Часто дефекты в отливке являются следствием некорректно разработанной формы детали. На рис. 3 показано, что на самом тонком участке (паз слева внизу) пластик застывает раньше, чем успевает занять всё свободное пространство, и вместо части паза образуется отверстие.
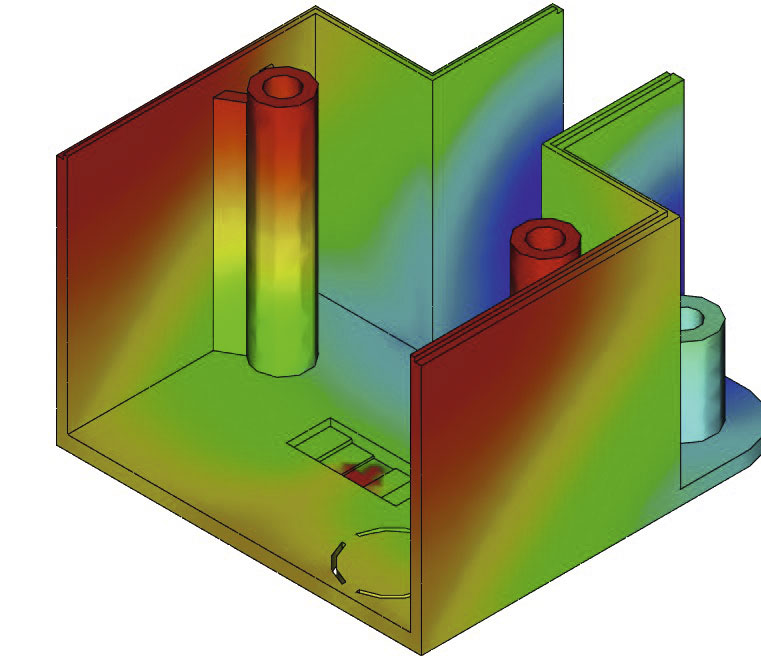
Рис. 3. Дефект при заливке — отверстие в пазу
Дефект был исправлен путем изменения паза в 3D САПР — результат проведения повторного анализа в Moldflow показан на рис. 4.
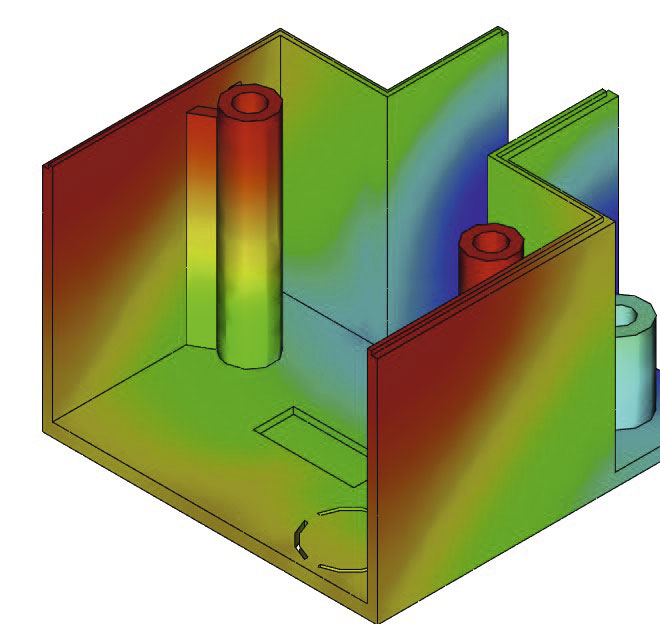
Рис. 4. Паз без дефектов
Другие затруднения могут возникать при таком типе дефектов, как коробление, то есть изменения формы детали при литье. Прогнозировать коробление очень трудно, но при этом оно может существенно влиять на функционал изделия, особенно если изделие составное. Собрать изделие из деталей с искаженными формами будет просто невозможно. Как пример, рассмотрим изображение представленной на рис. 5 крышки, выполненной в 3D САПР. Видно, что крышка искажений не имеет.

Рис. 5. Крышка, выполненная в 3D САПР и не имеющая искажений
На рис. 6 показано изображение отливки крышки с видимыми вогнутостями в правой части.
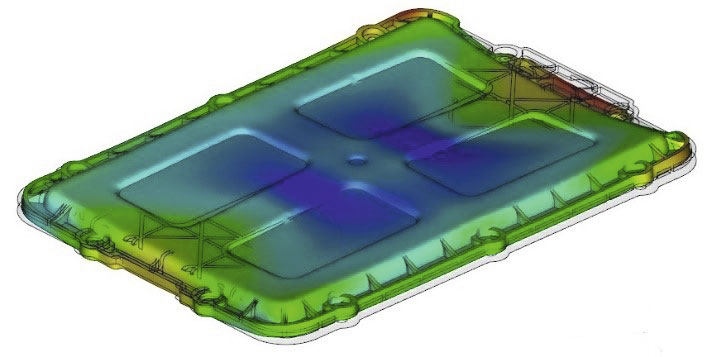
Рис. 6. Форма крышки в результате коробления
Выявление величины отклонения отливки от первоначальной 3Dмодели с помощью критериев оценки в Moldflow поможет понять, насколько существенно отличие, что его могло вызвать — усадка, охлаждение или свойства материала, и внести изменения для того, чтобы избежать этих дефектов.
Коробление может вызывать не только деформацию изделия, но и изменение цвета, которое можно выявить с помощью компьютерного моделирования. На рис. 7 показан элемент мебели с дефектом цвета посередине.
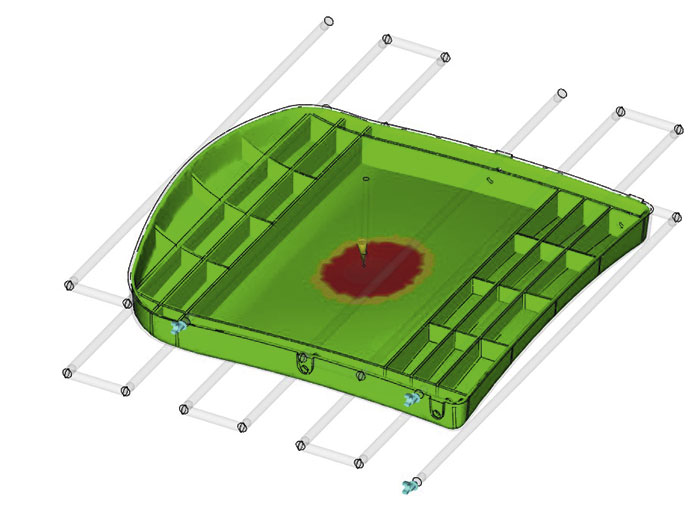
Рис. 7. Коробление изделия в зоне впрыска
Подобный дефект может возникать при больших сдвиговых скоростях во время процесса заливки, а следовательно, нужно знать, как значение давление впрыска может на это влиять. Используя Moldflow, можно провести ряд испытаний, варьируя и давление, и сам материал, чтобы в итоге выбрать то их сочетание, которое не будет приводить к дефектам.
Кроме того, функционал Moldflow позволяет решать следующие задачи: литье реактопластов, порошковых материалов с металлическим наполнением, а также добавление газа в поток пластика. Для изделий, в которых используется больше одного вида пластика, существует широкий диапазон вариантов по настройке впрыска: использование двух материалов с независимыми друг от друга параметрами литья, последовательная заливка, когда одна из залитых в прессформу частей детали используется в качестве вставки для заливки другой; последовательная и параллельные заливки нескольких материалов.
Одним из примеров применения подобных специализированных функций является изготовление изделий методом горячего штампования. В силу специфики аэрокосмической отрасли деталь должна быть достаточно прочной, чтобы выдерживать ударные нагрузки. В связи с этим при ее штамповке используется пластик с армирующим наполнителем. Моделирование проливаемости подобных изделий является сложной задачей, которую, однако, можно успешно решить с помощью Moldflow. На рис. 8 изображены дефекты, найденные Moldflow для данной детали.
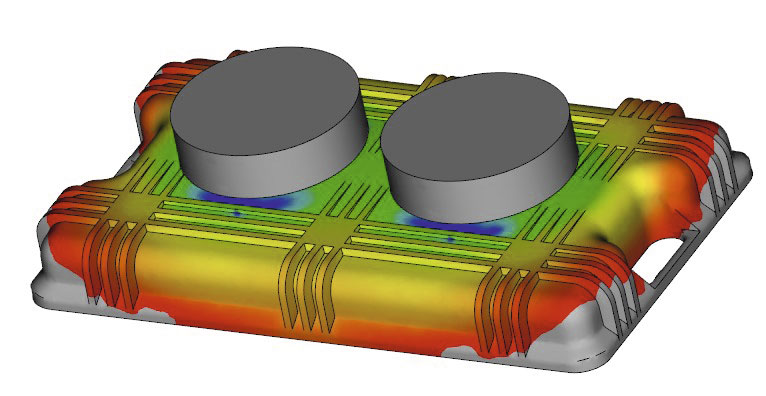
Рис. 8. Недолив в результате моделирования горячей штамповки
На рис. 9 приведены фотографии проливки этой детали в реальных условиях, подтверждающие результаты моделирования в Moldflow. Как видно, на поверхности изделия отсутствуют части материала, что вызвано недоливом в результате изготовления детали.
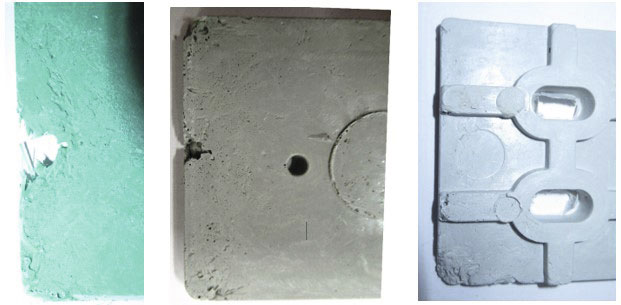
Рис. 9. Недолив при натуральном изготовлении
Изза анизотропии данного армирующего наполнителя изделие может иметь ряд дефектов: недоливы, коробление, воздушные полости. Все это существенно влияет на форму изделия и его прочностные характеристики. Экспорт результатов из Moldflow в сторонние CAEсистемы позволяет проверить, насколько может измениться прочность детали.
Ранее были приведены примеры, демонстрирующие, что применение Moldflow снижает риски появления дефектов при подготовке производства новых изделий, риски выйти за рамки бюджета и сроков, и, как следствие, дорогостоящих изменений уже выполненной в металле прессформы.
Другой областью применения Moldflow является оптимизация выпуска старых изделий на используемых прессформах. Моделирование полного цикла изготовления по времени, задавая по секундам фазы впрыска, выдержки, охлаждения и раскрытия прессформы, поможет понять, как можно сократить время цикла. Снижение времени изготовления изделия даже на несколько секунд в рамках больших партий обеспечит сокращение времени производства, а следовательно, снизит себестоимость.
Проекты анализа проливаемости, выполненные в Moldflow, могут быть представлены широкому кругу специалистов, участвующих в создании нового изделия или оптимизации старого изделия: поставщиков, партнеров, заказчиков. Все они имеют возможность с помощью бесплатной программы Autodesk Moldflow Communicator детально ознакомиться с результатами моделирования с целью принятия оптимальных решений.
Для эффективного использования Moldflow необходимо не только изучить интерфейс программы и методологию ее применения, но и получить навыки успешной самостоятельной работы. Начать можно со скачивания бесплатной версии на один месяц и опробования на собственных примерах или на прилагаемых учебных проектах

