
Существует несколько факторов, которые влияют на отражения и перекрестные наводки, — это форма и размеры проводников, характеристики изолятора, который находится между трассой и земляным полигоном, близость и геометрия соседних проводников. Другими словами, эти факторы контролируют волновое сопротивление проводников и их взаимные индуктивности и емкости между соседними трассами. Хотя эти факторы и учитываются на этапе проектирования для обеспечения хорошей целостности сигнала, процесс изготовления, который сильно варьируется от производства к производству, также оказывает большое влияние на вышеуказанные факторы. В данной работе рассматривается влияние эффектов травления на волновое сопротивление передающей линии.
До недавнего времени я думал, что люди, которые верят в прямоугольные печатные проводники, примерно столь же нормальны, как те, кто верит в квадратные волны и плоскую землю. Однако когда меня еще раз спросили об этом, я понял, что всё не так очевидно, как мне казалось прежде, — причем не только для новичков, но и для всех остальных. За последние годы я изучил множество книг по проектированию печатных плат и целостности сигналов, но, читая большую часть отраслевой литературы, вы не узнаете, что проводники имеют не прямоугольную, а какую-то иную форму. Интересно, правда?
На рис. 1 представлено поперечное сечение стека печатной платы из инструмента для планирования стека Z-Solver. Среди прочего оно показывает, что основание трассы, обращенное к ядру диэлектрика, шире, чем сторона трассы, обращенная к препрегу. Таким образом, трапециевидные проводники обращены в многослойном стеке как вверх, так и вниз. Нет никакой связи с номером слоя или с тем, находится ли трасса на верхней или нижней половине платы. По этой причине я и другие — но не все — отказываемся от использования терминов «top» и «bot» в отношении трапециевидных трасс.
В параметрах, показанных на рис. 1, значение w1 в основании трапеции — это значение, которым обмениваются команды HW-разработчиков и производства, когда речь идет о ширине трассы и расстоянии (s) между трапециями, но важно знать, что в реальных, изготовленных платах будет не так много меди. Поскольку проводники травятся сверху вниз, протравочное химическое вещество остается в контакте со стороны препрега трассы дольше, чем со стороны ядра. Это делает трассу со стороны препрега более узкой и дает трапециевидное поперечное сечение трассы. В этой статье мы обсудим причины данного феномена изготовления и его последствия для импеданса.
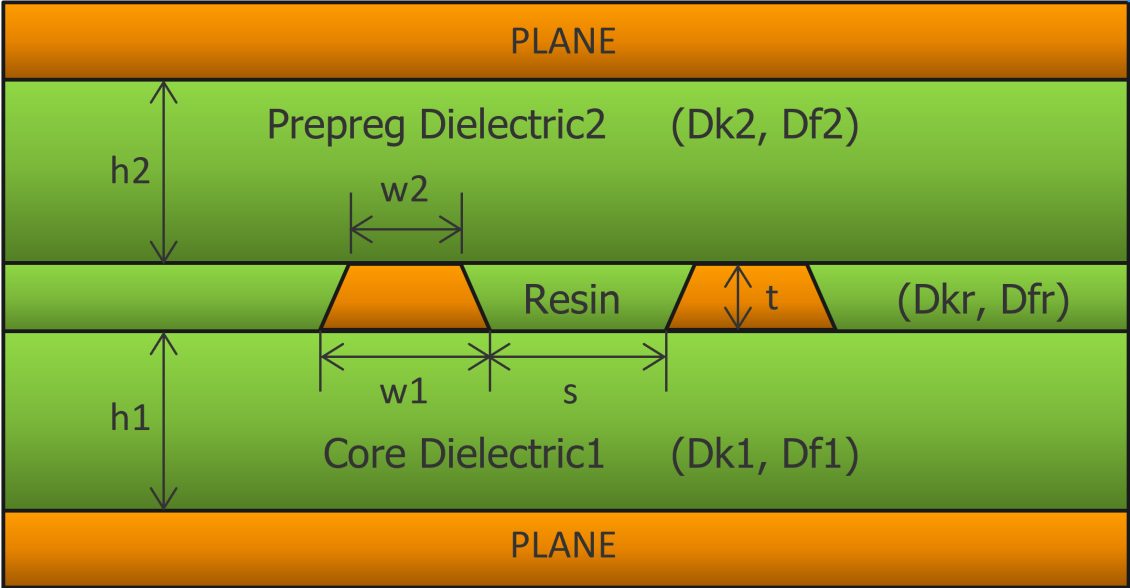
Рис. 1. Трапециевидная форма проводников внутреннего слоя, показанная в поперечном сечении, где w2 меньше, чем w1
Травление на внутренних слоях
Травление внутренних слоев включает удаление меди с обеих сторон листа ламината, нанесение фоторезиста, экспонирование фоторезиста для создания рисунка внутреннего слоя, формирование резиста, травление нежелательной меди и удаление резиста. На большинстве производств этот процесс автоматизирован, в результате точность и воспроизводимость достаточно высоки. С помощью этого процесса можно травить проводники на внутренних слоях с точностью ±0,5 mils. Такой контроль точности помогает сохранять импеданс в пределах допусков, необходимых для линий передач.
После очищения ядер (рис. 2) появляется синяя светочувствительная пленка или фоточувствительный резист, который наносится под действием тепла и давления на металлические поверхности ядра. Пленка чувствительна к ультрафиолетовому излучению. Если вы когда-либо посещали производственный цех, то наверняка обратили внимание, что в помещении, где обрабатывается фоторезист, используется «желтый свет», предотвращающий непреднамеренную экспозицию резиста. Фильтры удаляют длину волны света, которая может повлиять на покрытие резиста.
Рис. 2. Синяя резистивная пленка наносится с обеих сторон на внутренний слой ядра перед экспонированием и последующим травлением
Данные GERBER или ODB++ для компонентов используются при создании пленки, на которой изображены трассы и контактные площадки. Эта пленка используется для нанесения изображения на резист.
Пленка на внутреннем слое является «негативным» изображением меди — таким образом, медные рисунки, оставшиеся после обработки ядра, соответствуют прозрачным областям на пленке. Ядра подвергаются воздействию высокоинтенсивного ультрафиолетового света, который способствует затвердеванию или «полимеризации» пленки резиста, создавая медный рисунок.
Затем экспонированное ядро обрабатывается с помощью химического «проявителя», который удаляет резист из областей, не затвердевших под воздействием ультрафиолета. Далее медь химически вытравливается из ядра во всех областях, не покрытых оставшимся сухим пленочным резистом. После травления полученный сухой резист химически удаляется с панели, оставляя только медные элементы, экспонированные на панели.
Здесь даже немного больше нюансов, чем мы упоминали ранее. Как показано на рис. 3, реальные стороны проводника будут изогнуты, а под синим резистом находится срез травления. Помните, что w1 — это тот размер, который инженеры-проектировщики и изготовители используют для описания ширины трассы. R — это ширина резиста, используемого изготовителем. А уступ под резистом — это подрез (u). В идеале R, w2 и w1 были бы равны. Чем ближе к такому идеалу может подойти изготовитель, тем лучше, и хорошие производители постоянно работают над этим.
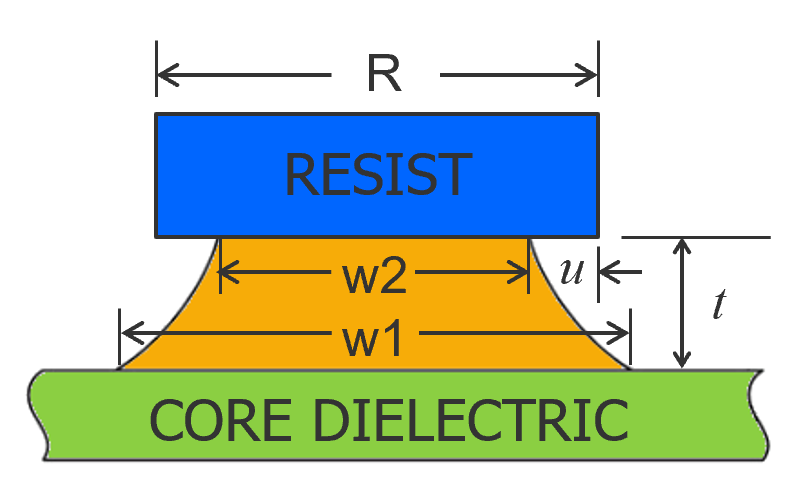
Рис. 3. Реальные стороны проводника будут изогнуты, а под синим резистом находится стравленный уступ
Зазор между областями резиста сначала удаляется равномерно, а затем в чашеобразной форме — до тех пор, пока центральная область между трассами не будет доведена до диэлектрика ядра, который расширяется по мере того как протравитель работает внутри и под резистом, поскольку боковая стенка постепенно удаляется за счет увеличения экспозиции. Время, в течение которого медь подвергается воздействию протравителя, определяет ее окончательную форму (рис. 4).
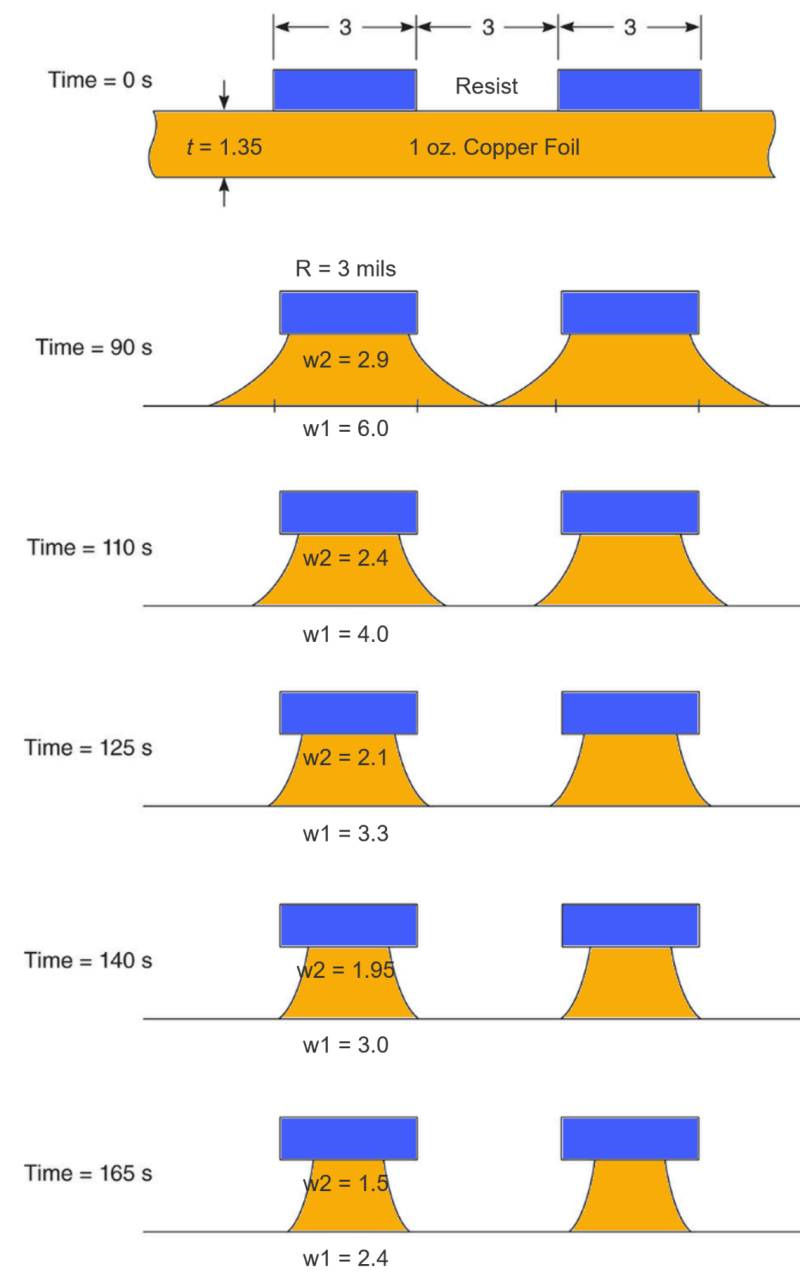
Рис. 4. Применение 3 mil резиста с целью получения 3 mil для w1. Эти изображения показывают, что время, в течение которого медь подвергается протравливанию, определяет окончательную форму и ширину медных рисунков
Если ширина резиста (R) равна ширине основания трапеции (w1), это было бы идеальным травлением. На рис. 4 такой вариант соответствует 140-секундному сценарию травления. Обратите внимание, что если R меньше w1, как и в случаях до 125 секунд, проводники окажутся недотравленными. В случае, когда медь подвергается протравливанию на протяжении 165 секунд, она перетравливается. Время здесь приведено для данного конкретного примера, когда в качестве протравителя использовался хлорид меди, для проводника шириной 3 mil, зазор 3 mil и 3 mil резист на 1,35 mil (одна унция) медной фольги.
Etch-фактор
На рис. 3 приведены две описательные меры процесса травления: подпротравливание и фактор травления (Etch-фактор). Подпротравливание четко определено — это среднее значение нависания резиста после уменьшения ширины верхней части. На самом деле инженерам-проектировщикам не нужно беспокоиться о ширине резиста, но термин и концепция «подрезание» (undercut) полезны. Очевидно, что целью является минимизация параметра u.
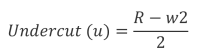
Etch-фактор довольно сложен для понимания. Некоторые определяют его как пропорциональный толщине меди (t) и обратно пропорциональный разнице между w1 и w2, разнице в ширине трапеции. Но в зависимости от того, с кем вы говорите, эти отношения могут инвертироваться или использовать различные параметры.
Отношение, которое я нахожу интуитивно правильным, показано на рис. 5. Было бы неплохо, если бы мы смогли договориться о таком определении, где x — это разница между w1 и w2, а Etch-фактор определяется как отношение x к толщине.
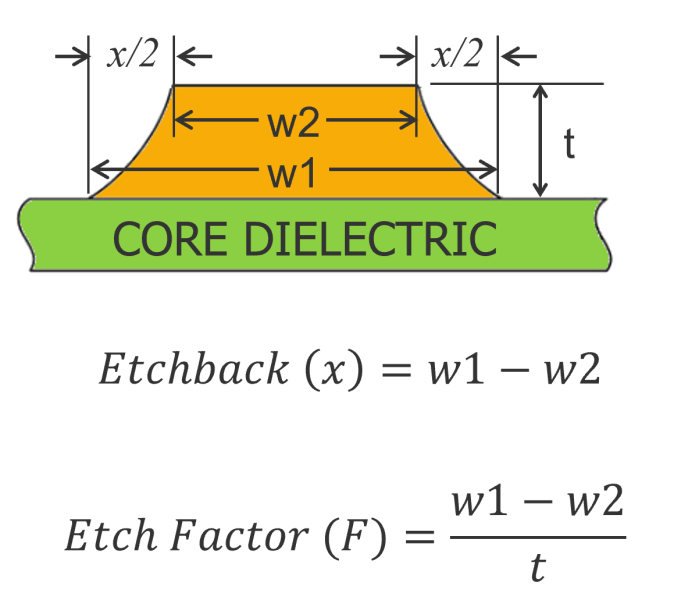
Рис. 5. Предлагаемые определения травления и коэффициента травления, где x (травление) — это разница между w1 и w2, а коэффициент травления определяется как отношение травления к его толщине
Данные производства
Типовые производства обеспечивают около 0,25 mils протравки для меди в половину унции и 0,5 mils протравки для меди в одну унцию соответственно.
Продвинутые производители печатных плат могут довести эти цифры до 0,17 mils для меди в половину унции и 0,45 mils для одноунциевой меди.
Во избежание трудностей, связанных с противоречивыми определениями, я работал в процентах — в частности, это касалось соотношения между w2 и w1 (с целью максимально приблизиться к 1,0).
Используя этот подход, продвинутые производители печатных плат могут достичь w2/w1=0,972 — например, для меди в половину унции. Аналогичным образом, как показывают исследования, такие производители могут достичь w2/w1=0,925. Ограничение этого подхода состоит в том, что он предполагает определенное значение для w1 — в данном случае 6 mils.
Слои с покрытием
Не особо хотел бы углубляться в обсуждение внешних слоев, но для полноты картины коснусь и этой темы. Коротко говоря, внешние слои еще более сложны — в частности, при многоступенчатом нанесении покрытия и при использовании методов восстановления меди для снижения ее толщины. Иногда микрополосковые трассы имеют форму наковальни, а не трапеции, при этом верхнее сечение трапеции почти вертикально, а к низу становится трапециевидным (то есть выглядят как прямоугольник поверх трапеции, где прямоугольник представляет собой покрытие меди). Для создания такой модели некоторые используют травление в 1 mils для покрытого микрополоска. Похоже, что это лучше всего описывает «большинство» внешних слоев, хотя все еще неверно описывает поперечное сечение как трапецию.
Покрытие слоев часто связано и с другими сложностями, включая тот факт, что могут быть один, два или даже три прохода для нанесения покрытия. Некоторые конструкции имеют покрытие 1x и в итоге толщину ровно 1 mils, тогда как другие имеют покрытие 1x и обладают значительно большей толщиной.
Влияние на импеданс
Рассмотрим типичного изготовителя плат, у которого полосок в одну унцию имеет 0,5 mils протравливания, и сравним результаты импеданса с трассой, где протравливание игнорируется. На рис. 6 левое изображение с синей рамкой предполагает прямоугольное сечение трассы. Изображение справа включает 0,5 mils протравки для single-ended линии передачи, ориентированной на 50 Ом, и дифференциальную пару, ориентированную на 100 Ом. Как видно, разница импеданса single-ended линии составляет 1,25 Ом, а разница дифференциального импеданса — около 2,5 Ом. Может ли ваша плата работать с такой разницей? Это зависит от множества факторов, часть которых вы контролируете, а другие случайны. Вы не контролируете напрямую изменение Dk или изменение толщины меди, например, от номинальной, но вы можете указать импеданс с допуском ±10%. Разница, которую мы показываем здесь, будет складываться с изменением Dk, вариациями толщины меди и любыми другими изменениями в производстве. Короче говоря, вы теряете импеданс сразу, как только плата покинет производство, что не является хорошей практикой проектирования.
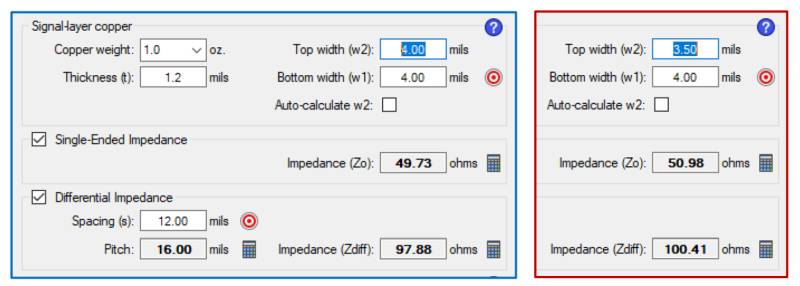
Рис. 6. Левое изображение с синей рамкой предполагает прямоугольное сечение трассы. Изображение справа включает 0,5 mils травления для односторонней линии передачи, ориентированной на 50 Ом, и дифференциальную пару, ориентированную на 100 Ом (смоделировано в Z-zero Z-solver с использованием полевого решателя HyperLynx)
Литература:
- Gareth Parry, Chapter 37, Printed Circuits Handbook, Seventh Edition, McGraw-Hill Education, editors Clyde Coombs and Happy Holden, 2016.
- HyperLynx SI/PI User Guide VX.2.8, Siemens 2020.
- Lee Ritchey, Right the First Time, Vol. 1, 2003.
Опубликовано: Билл Харгин (Bill Hargin) «Etch Effects Explained», журнал «Printed Circuit Design & FAB» (2 декабря 2020 г.).|
Перевод с английского: Богдан Филипов,
продакт-менеджер АО «Нанософт».

