

Сергей Айвазов, генеральный директор ООО «НТЦ ГеММа»
В нашей публикации речь пойдет о гравировке на фрезерных станках с ЧПУ и о создании компактного гравировального участка на производстве. Подробно функция Гравировка была описана в статье «Техническая гравировка в системе ГеММа3D» (САПР и графика. 2018. № 3).
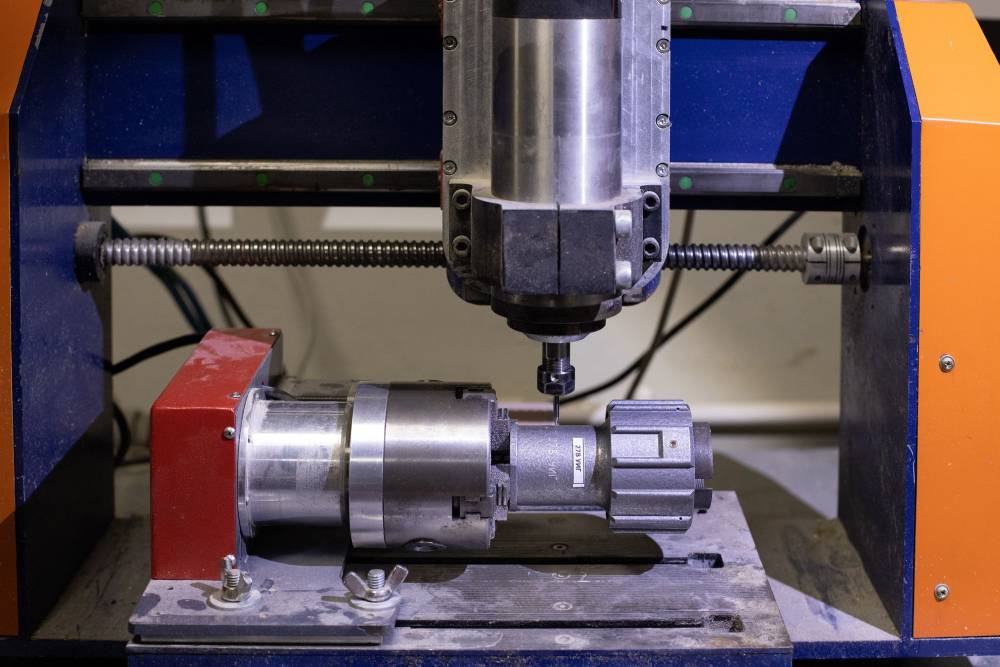
Настольный четырехкоординатный станок с ЧПУ

Рабочий момент
В ряду производственных задач современного предприятия задачи гравировки традиционно стоят особняком. Причин здесь несколько. Независимо от размера и сложности изделий, изготавливаемых на предприятии, гравировка ограничена по размеру поля и зачастую представляет собой чисто двумерную задачу. Гравировка надписей на кольцевых разъемах (цилиндрические и конусные поверхности) с точки зрения программирования также является плоской двумерной задачей и выполняется на станке с использованием оси вращения. Выполнение такой «простой» вспомогательной задачи экономически нецелесообразно на основных станках, в том числе и изза их загруженности.

Гравировка надписи на цилиндрическом разъеме

Гравировка надписи на конусе
Исторически, в эпоху универсальных станков, основная задача «маркировки шильдиков» выполнялась с помощью ударной маркировки (серийного номера изделия и другой индивидуальной информации об изделии) на готовых пластинахшильдиках с последующим приклепыванием их к корпусам. Более сложная задача — выполнение технических надписей и обозначений на панелях управления — решалась вручную по лекалам или на пантографах.

Партия отгравированных изделий
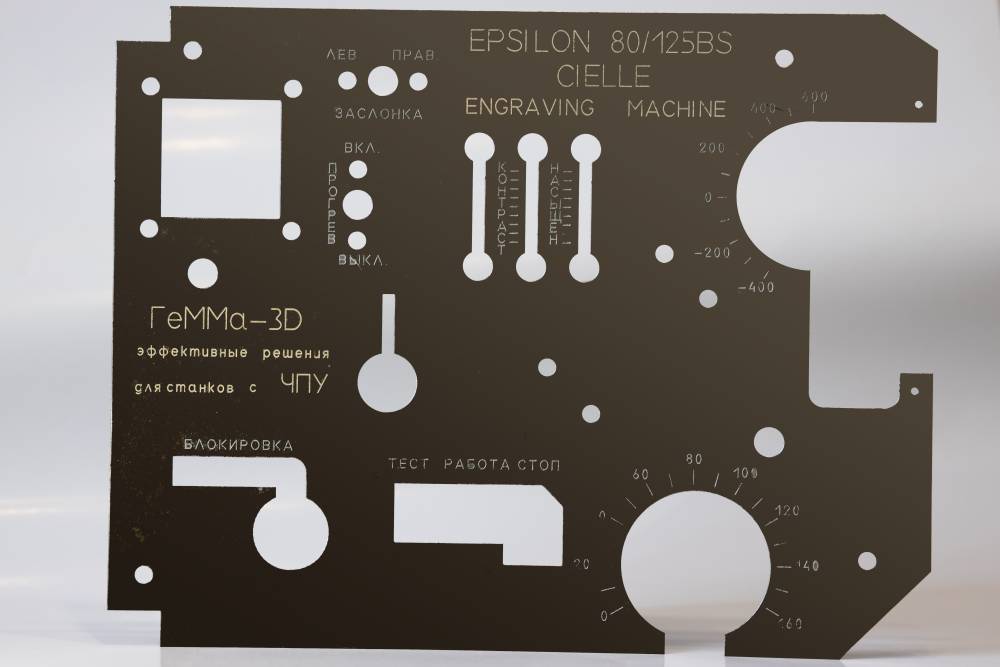
Гравировка приборной панели
Времена изменились, появились станки с ЧПУ, но сохранились требования (ГОСТ62, ГОСТ85, ГОСТ92 и др.). Саму гравировку, безусловно, можно выполнять в специализированных компаниях, но сроки реализации очень зависят от тиража изделий. Поэтому наличие собственного производственного оборудования является важным даже для маленьких компаний и стартапов. Кроме того, на небольших гравировальных станках можно эффективно решать задачи фрезерования некрупных деталей (панелей, кронштейнов и др.) и даже печатных плат. В этом случае изготовление деталей и их гравировка совмещаются в рамках одной технологической операции, что, безусловно, сокращает сроки производства.
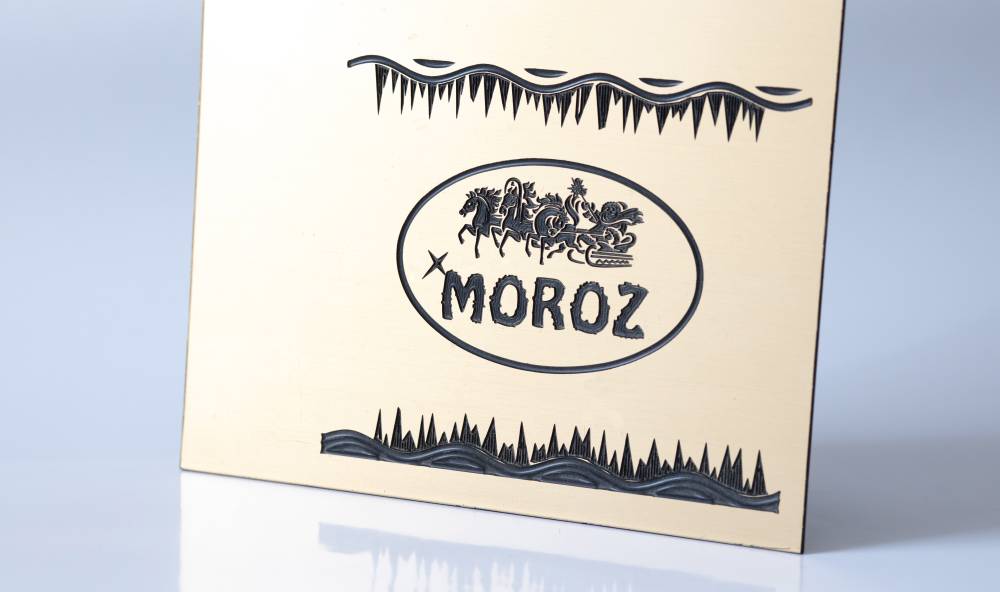
Плоская художественная гравировка, двухслойный пластик

Брелок «Герб», латунь
Выбор оптимального станка для гравирования может потребовать значительного времени. Наша компания, являясь производителем и поставщиком CAMрешений, реализует комплексные запросы, поступающие от заказчиков, на создание участков гравировки на предприятиях. Наработанный нами опыт выполнения подобных проектов позволяет уверенно заявить, что мы готовы осуществить такие проекты по запросу, со сроком ввода участка в эксплуатацию от одного рабочего дня (при наличии действующего станка с ЧПУ). В случае отсутствия такового у заказчика мы можем оперативно подобрать станок с необходимыми параметрами у наших партнеров — производителей станков с ЧПУ. Отметим, что самый простой станок и шпиндель минимальной мощности позволят выполнять гравировку практически по любому материалу. В конечном счете, параметры станка при его приобретении имеет смысл выбирать исходя из объемов гравировальных работ.

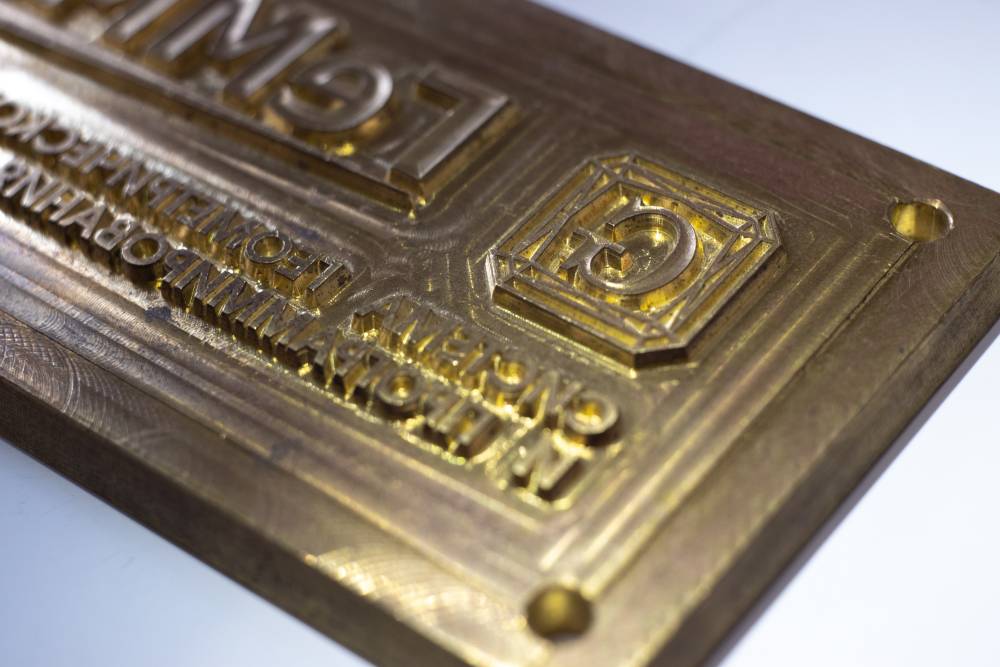
Клише, латунь
На базовое освоение функции гравировки в системе ГеММа3D при внедрении гравировального комплекса даже новичку потребуется всего 24 часа. Наши специалисты дополнительно дают необходимые минимальные знания для выполнения на станке с ЧПУ созданных программ гравировки. В сложных случаях при возникновении вопросов специалисты технической поддержки готовы прийти на помощь.

Мастер-форма для печенья, дюралюминий
Стоит отметить, что станок с ЧПУ, находящийся на участке гравировки, может быть использован специалистом и для выполнения других работ. Полученная сотрудником в результате экспрессобучения стартовая квалификация и доступность удаленной технической поддержки, предоставляемой нашей компанией, позволяет выполнять как программирование обработки, так и выполнение раскроя, гравировки и фрезерной обработки деталей.

Штамп, 30ХГСА
Кроме того, использование САМсистемы ГеММа3D для различных видов технической и художественной гравировки, в том числе на фасонных поверхностях прессформ и штампов, возможно на другом имеющемся на производстве оборудовании (трех, четырех, пятикоординатных станках и токарнофрезерных обрабатывающих центрах). Это достигается за счет гибкой системы постпроцессирования, позволяющей учесть особенности каждой единицы технологического оборудования.
Найти нас легко — мы ждем ваших звонков и запросов!

