

Алексей Монастырский, к.т.н., заместитель руководителя отдела машиностроения АО «СиСофт»

Юрий Власов, специалист
отдела
машиностроения АО «СиСофт»
Металлургия в СССР, а затем и в России всегда считалась одной из наиболее значимых отраслей экономики. При этом особая роль всегда отводилась литейному производству — ключевому и жизнеобеспечивающему для отечественного машиностроения, энергетики, авиации, космоса и транспорта. Одним из трендов развития в металлургии стала цифровизация. Она развивается по нескольким направлениям, ряд которых удалось внедрить на предприятиях практически любого масштаба. Например, произошел достаточно решительный переход на цифровое проектирование. Преимущества применения CADсистем оказались настолько очевидны, что сегодня этот вопрос можно считать закрытым. Немного медленнее, но все равно достаточно интенсивно идет переход на электронный документооборот и внедрение систем технологической подготовки производства. Гораздо сложнее продвигается внедрение направления «Индустрия 4.0», которое предусматривает оснащение производств цифровым оборудованием. Такое оборудование сначала нужно приобрести и установить, а это доступно уже не всем литейным цехам. И наконец, цифровизация производственных процессов, предполагающая в том числе и инженерный анализ литейных технологий, и его связь с другими технологическими направлениями (изготовление оснастки, ковка, термическая обработка и т.д.). Крупные предприятия в той или иной мере внедряют это направление, но масса средних и мелких производств продолжают работать по старинке в прямом смысле этого слова.
Для решения проблемы конкурентоспособности руководители предприятий сконцентрировали свое внимание на закупке современного высокотехнологичного оборудования, полагая, что благодаря ему производство изменится в лучшую сторону. Это действительно помогает стабилизировать процесс, снизить простои изза поломок, но не всегда решает проблему качества продукции. Сегодня популярной становится покупка технологии «под ключ»: это кажется удобным для предприятия, так как все проблемы по ее внедрению ложатся на исполнителя — как правило, производителя литейной оснастки. Но, как показывает практика, спустя некоторое время любые отлаженные технологии могут начать давать брак по самым разнообразным причинам. И разбираться с этим приходится уже технологам литейного цеха.
В этой статье рассказывается о современном и необходимом в каждом литейном цехе инструменте — системе компьютерного моделирования литейных процессов (СКМ ЛП) «ПолигонСофт» (PoligonSoft).
Общие сведения о PoligonSoft
Система компьютерного моделирования литейных процессов (СКМ ЛП) «ПолигонСофт» (PoligonSoft) была разработана в конце 80х годов прошлого века в Центральном научноисследовательском институте материалов (ЦНИИМ, СанктПетербург). Это система инженерного анализа методом конечных элементов, ориентированная на инженератехнолога литейного производства. С помощью PoligonSoft можно моделировать практически все литейные технологии, применяемые на российских предприятиях:
- литье в песчаную форму с любым связующим и без него;
- литье в кокиль (в том числе подогреваемый и охлаждаемый);
- литье по выплавляемым моделям (в том числе в вакууме);
- направленная кристаллизация по разным методам;
- центробежное литье;
- литье под высоким давлением;
- литье под низким давлением;
- непрерывное и полунепрерывное литье.
На разных стадиях разработки и внедрения находятся математические модели термической обработки сталей, конкурентного роста зерен для литейных и аддитивных технологий, тепловых и фильтрационных свойств формовочных материалов, газового режима литейной формы и др.
PoligonSoft (https://poligonsoft.ru/) — инструмент технолога, а по существу пакет программ, с помощью которого дорогостоящие натурные эксперименты можно полностью заменить на вычисления, производимые на настольном компьютере или ноутбуке. При этом пользователь получит о тестируемой технологии много информации, недоступной при проведении опытов в литейном цехе. При традиционном подходе технолог видит лишь конечный результат исследования причин брака в отливке и строит предположения об их появлении на основе своих знаний и опыта. Чтобы проверить эти предположения, требуется изготовить еще одну партию опытных отливок, а потом еще одну, и еще одну… Каждый раз может потребоваться доработка литейной оснастки, а это время и деньги. Моделирование заполнения литейной формы и затвердевания отливки позволяет не только получить информацию о размерах и расположении дефектов, но и узнать причины их возникновения. Это поможет принять правильные решения по их устранению и снова проверить их в PoligonSoft на рабочем столе, а не в цехе.
Подготовка к расчету: сеточной генератор
Использование метода конечных элементов подразумевает решение задач, связанных с подготовкой конечноэлементной (КЭ) модели. Инженер создает в любой доступной CADсистеме 3Dмодель литейного блока и формы со всеми необходимыми элементами (холодильники, утепление, экзотермические вставки и т.п.). Некоторые задачи требуют построения элементов оборудования, таких как ковш или вакуумная плавильная установка. Построенная модель передается в сеточный генератор PoligonSoft в формате STEP для преобразования в сеточную модель, состоящую из конечных элементовтетраэдров (рис. 1).
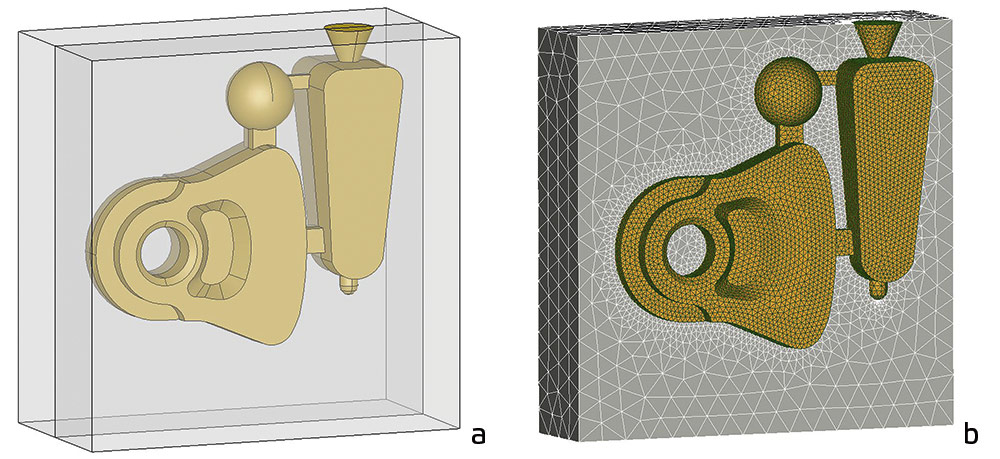
Рис. 1. Отливка «Молоток»: а — 3D-модель литейного блока в песчаной форме, построенная в CAD; б — конечно-элементная модель, используемая в PoligonSoft
Сеточный генератор создан на базе opensource решения Salome, которое имеет все необходимые инструменты для подготовки CADмодели и построения сеток высокого качества. Генератор русифицирован, умеет работать со сборками, многие рутинные операции в части подготовки CADмодели автоматизированы. При построении КЭсетки пользователь может гибко управлять ее размером и создавать более точную сетку в отливке и менее точную (грубую) — в массивных элементах литниковопитающей системы (ЛПС). В объеме песчаной формы сетка может иметь наибольший размер, так как в нем обычно решается только задача нахождения температурного поля. Сеточный генератор из комплекта PoligonSoft не лицензируется и может использоваться без ограничений.
При желании пользователь может применять другие сеточные генераторы. Например, многие CADсистемы предоставляют собственные модули инженерного анализа, в том числе и средства построения сеточных моделей. PoligonSoft импортирует тетраэдральные 3Dсетки из NX, SOLIDWORKS, а также из других пакетов в форматах ANSYS и NASTRAN.
Подготовка к расчету: препроцессор
Препроцессор «Мастер» — это основной инструмент пользователя PoligonSoft для подготовки КЭмодели к расчету (рис. 2). Здесь задаются все параметры и условия технологического процесса, определяется перечень математических моделей, которые нужно использовать при расчете. Математическая модель литейного процесса представляет собой большой набор физических и геометрических параметров, которые управляют работой алгоритмов решателей и влияют на точность получаемого результата. Однако это не означает, что для использования PoligonSoft необходимо быть экспертом в физике, гидродинамике или механике сплошных сред. Интерфейсы, терминология меню и команд максимально адаптированы к литейной тематике, что прямо указывает на целевую аудиторию — технологов литейного производства. Но при желании пользователь может глубоко погрузиться в настройку параметров моделей, граничных и начальных условий задачи.
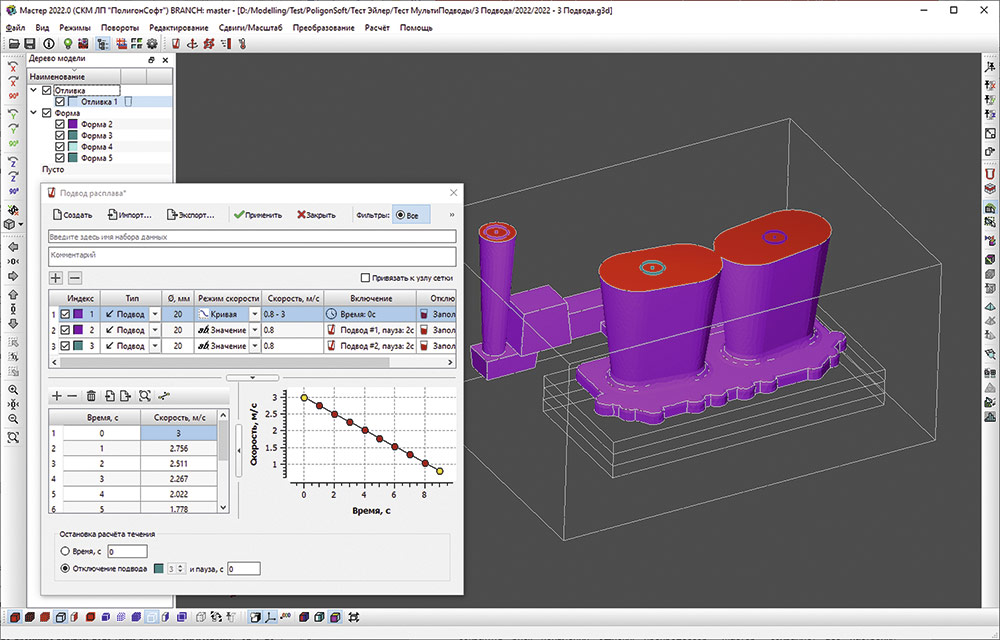
Рис. 2. Препроцессор «Мастер»
При разработке или оптимизации технологии, как правило, меняется только конструкция ЛПС, а остальные параметры определяются технологией и оборудованием цеха. Например, для цеха (или участка) литья в песчаные формы заранее определены формовочные материалы, возможность применения холодильников, экзотермических и изотермических материалов, плавильное и разливочное оборудование. Эти данные, в свою очередь, предопределяют температурные и скоростные параметры расчета, задают граничные условия теплообмена. Ввод многочисленных параметров, управляющих работой решателей, может стать рутиной при разработке технологического процесса. Технолог в поиске оптимальной конструкции литниковопитающей системы проводит множество однотипных расчетов, в которых большинство данных остаются неизменными, меняется только сеточная модель отливки и формы.
Чтобы избежать необходимости ввода повторяющихся параметров и тем самым сократить риск появления ошибки, препроцессор «Мастер» сохраняет все настройки предыдущего расчета и предлагает использовать их при загрузке новой модели. Применяемая в PoligonSoft технология «шаблона технологического процесса» позволяет «упаковать» все необходимые данные о технологии в набор файлов, который описывает используемые материалы формы, параметры теплопередачи и температурные режимы. При установке PoligonSoft пользователь получает доступ к шаблонам наиболее распространенных литейных процессов, которые позволяют быстро и без грубых ошибок начать проводить расчеты (рис. 3). Большая пополняемая база материалов дает возможность составлять шаблоны самостоятельно, настраивая их на свое производство и добиваясь максимальной точности.
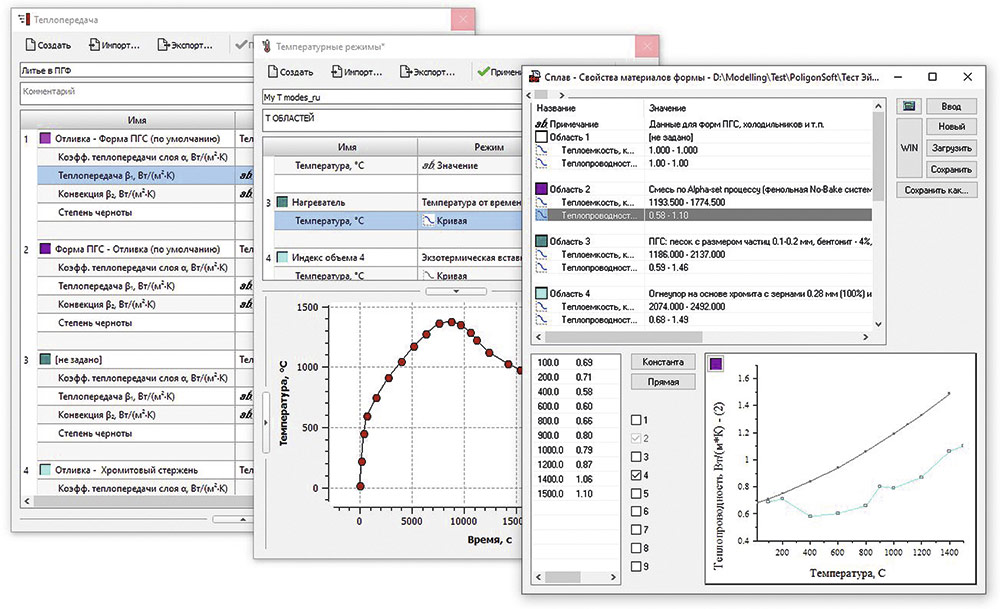
Рис. 3. Шаблон литейного процесса: материалы формы, параметры теплопередачи и температурные режимы
PoligonSoft обладает всем необходимым функционалом для анализа так называемого точного литья или литья по выплавляемым моделям. Точное моделирование усадочных дефектов, включая микропористость, делает PoligonSoft незаменимым инструментом при создании технологий литья лопаток ГТД в вакууме, в том числе методами направленной кристаллизации. При литье по выплавляемым моделям расплав заливают в форму, изготовленную путем поочередного смачивания мастермодели связующим веществом и обсыпания ее сыпучим материалом. Получается литейная форма, имеющая снаружи произвольные очертания и внутреннюю полость, точно повторяющую геометрию мастермодели. Построение таких оболочек в CADсистеме — трудоемкий процесс, поэтому в модуле «Мастер» есть специальный инструмент для их автоматического создания. С его помощью можно сформировать модель керамической формы заданной толщины, слои теплоизоляции или опорный наполнитель (рис. 4).

Рис. 4. Создание оболочек формы и теплоизоляции
для моделирования ЛВМ: а — отливка; б — керамическая форма;
в — теплоизоляция, 1-й слой; г — теплоизоляция, 2-й слой
Решатели PoligonSoft
Решатели PoligonSoft — это пакет математических моделей, позволяющий моделировать заполнение формы расплавом, перенос тепла (теплопроводностью, конвекцией и излучением), затвердевание отливки, образование усадочных дефектов (раковины, макро и микропористость), напряжения, деформации, коробление, горячие и холодные трещины и многое другое. Моделирование большинства физических процессов ведется методом конечных элементов, который обеспечивает возможность использования наиболее близких к реальности физических и геометрических моделей.
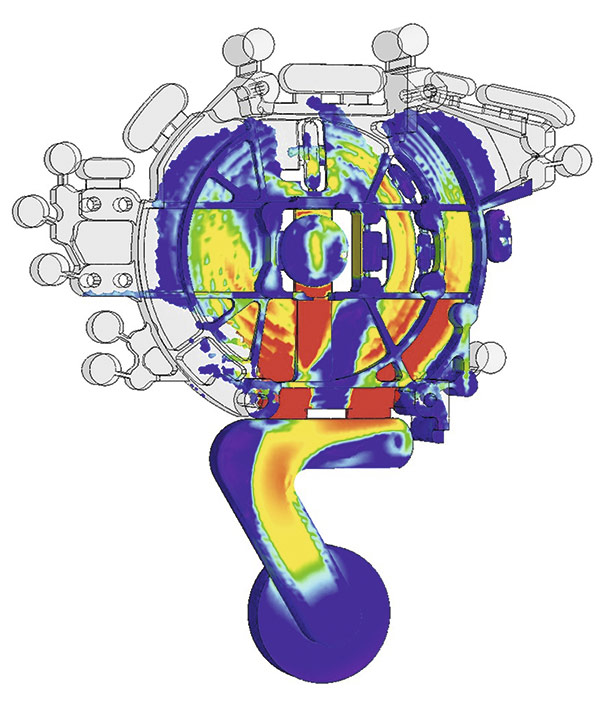
Рис. 5. Скорость течения алюминиевого сплава в пресс-форме при литье под давлением
Решатель «Эйлер» отвечает за моделирование течения металла и процесс заполнения формы при разных способах литья (рис. 5). Моделировать течение можно как в больших объемах, так и в узких каналах, в том числе под действием центробежных сил. Также предусмотрен специальный алгоритм, позволяющий исследовать пропускную способность литниковой системы; он помогает выявить ее узкие места и найти оптимальные размеры, расположение и число питателей. Решатель может моделировать заполнение формы разными способами:
- из поворотного или стопорного ковша;
- в один или несколько стояков;
- с доливом в стояк или прибыли;
- с постоянной или переменной скоростью течения (падение напора).
Одновременно с течением расплава рассчитывается падение его температуры при контакте со стенками формы и теплоотдаче в среду, а также выделение твердой фазы, которое может привести к остановке течения и непроливу (рис. 6). Все модели постоянно совершенствуются и верифицируются по данным реальных производств.
![Рис. 6. Моделирование непролива при заливке алюминиевого сплава
в песчаную форму: а — экспериментальные данные [1]; б — результат моделирования при аналогичных условиях](/archive/sg/2022/5/4/006_1.jpg)
Рис. 6. Моделирование непролива при заливке алюминиевого сплава
в песчаную форму: а — экспериментальные данные [1]; б — результат моделирования при аналогичных условиях
Решатель затвердевания и пористости «Фурье» выполняет расчет температурных и фазовых полей с учетом переноса тепла (теплопроводностью, конвекцией, излучением) и выделения тепла при затвердевании. Это основной процессор PoligonSoft, так как он решает одну из важнейших задач моделирования — поиск тепловых узлов в отливке и прогноз усадочных дефектов: раковин, макро и микропористости. Начиная с выхода первых версий, PoligonSoft обеспечивает самый точный расчет пористости для отливок любой номенклатуры, размеров и массы, а также для слитков. Даже при настройках «по умолчанию» пользователь получит разумный результат, который поможет понять причины брака и принять меры по его устранению. Используя более тонкую корректировку параметров с учетом габаритов отливки, сплава и технологии, можно получить результат, максимально приближенный к реальности (рис. 7). Специальная модель фильтрационного течения позволяет выявлять скрытые микродефекты для ответственных отливок, таких как лопатки ГТД. Не так давно в PoligonSoft была внедрена еще одна, так называемая новая модель пористости, которая обеспечивает возможность учесть больше физических явлений, например поверхностное натяжение на свободной поверхности расплава и капиллярный эффект при течении в междендритных каналах. Значительного повышения точности расчета новая модель позволяет добиться при затвердевании тепловых узлов без связи с атмосферным давлением, например при использовании закрытых прибылей.
![Рис. 7. Пористость и раковины в отливках: а — микропористость в лопатке ГТД [2]; б — раковины в слитке](/archive/sg/2022/5/4/007_1.jpg)
Рис. 7. Пористость и раковины в отливках: а — микропористость в лопатке ГТД [2]; б — раковины в слитке
В процессе моделирования технолог узнает:
- как меняется температура в отливке и форме;
- как происходит затвердевание отливки;
- где и почему формируются тепловые узлы;
- размер и расположение усадочных раковин;
- зоны макро и микропористости;
- какова эффективность прибылей, холодильников, экзотермических вставок и т.д.
Решатель напряжений «Гук» предназначен для расчета остаточных напряжений и деформаций, возникающих в отливке в процессе остывания и взаимодействия с формой. В зависимости от цели и задачи моделирования отливка может быть задана как линейноупругое или упругопластическое тело (второй вариант наиболее распространен при моделировании литья). Форма может оказывать сильное влияние на размеры и напряжения отливки, особенно при ее остывании после затвердевания. Кроме того, затрудненная усадка может приводить к горячим и холодным трещинам, поэтому решатель дает возможность моделировать механический контакт отливки с формой. В зависимости от материала формы, ее температурного режима и литейного сплава пользователь может выбрать контакт с абсолютно жесткой, линейноупругой или упругопластической формой (рис. 8).
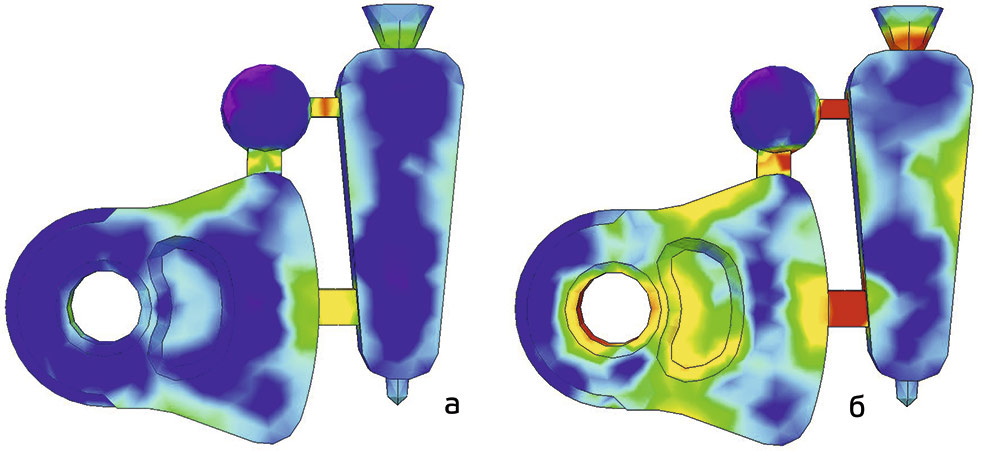
Рис. 8. Напряжения в отливке при расчете с разными моделями поведения формы: а — форма — абсолютно жесткое тело;
б — форма — линейно-упругое тело
Одна из причин, по которой обычно запускают расчет напряжений, — возникновение горячих и холодных трещин в отливке. Чтобы понять причины и выбрать меры по их устранению, в PoligonSoft есть несколько вариантов прогноза образования трещин в зависимости от их природы: по уровню пластических деформаций (рис. 9), по уровню временного сопротивления (рис. 10), специальный индикатор горячих трещин. Другая причина — коробление отливки и ее размерная точность. Доработка литейной оснастки по замерам опытных отливок может длиться долгое время, но расчет коробления отливки позволяет указать правильное направление для таких изменений. Специальные алгоритмы решателя рассчитают окончательные размеры отливки после извлечения из формы и удаления литниковой системы при заданных температурах.
![Рис. 9. Моделирование горячих трещин в алюминиевом образце [3]:
а — горячая трещина в левой части отливки; б — пластические деформации в модели](/archive/sg/2022/5/4/009_1.jpg)
Рис. 9. Моделирование горячих трещин в алюминиевом образце [3]:
а — горячая трещина в левой части отливки; б — пластические деформации в модели
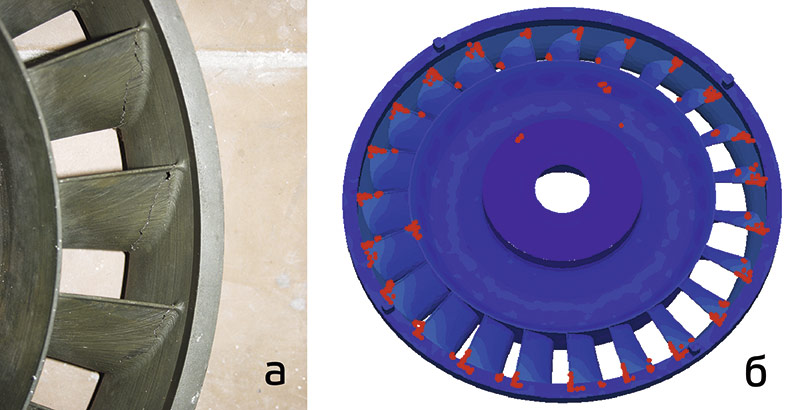
Рис. 10. Моделирование холодных трещин в отливке: а — трещины в моноколесе ГТД; б — моделирование трещин
Надежность и устойчивость алгоритмов позволяют использовать решатель даже для моделирования процессов термообработки (закалки в различных средах, отжиг, отпуск и т.п.) с целью определения остаточных напряжений, деформаций, коробления и возможного разрушения.
В процессе моделирования напряжений технолог узнает:
- величину и распределение остаточных напряжений в отливке;
- величину и распределение деформаций напряжений в отливке;
- коробление отливки в целом и по осям;
- зоны вероятных горячих и холодных трещин.
Пока текущая версия PoligonSoft 2021 помогает литейщикам выпускать качественные отливки, разработчики уже готовят следующую версию. Мы считаем крайне важным учитывать реальные потребности наших пользователей: постоянно собираем информацию о применении PoligonSoft на предприятиях, поддерживаем контакты с технологами и таким образом планируем стратегию развития и состав будущей версии. Надеемся, что результатом наших усилий будут новые технологии и качественная конкурентоспособная продукция.
Список литературы:
- V.E. Bazhenov, A.V. Petrova, and A.V. Koltygin. Simulation of fluidity and misrun prediction for the casting of 356.0 aluminum alloy into sand molds. International Journal of Metalcasting. 2018. Т. 12. № 3. С. 514522.
- Монастырский В.П., Монастырский А.В., Левитан Е.М. Разработка технологии литья крупногабаритных лопаток ГТД для энергетических установок с применением систем «Полигон» и ProCAST // Литейное производство. 2007. № 9. С. 2934.
- Илюхин В.Д., Монастырский А.В. Компьютерное моделирование рассредоточения деформаций в методе борьбы с горячими трещинами // Литейное производство. 2

