

Сергей Щедрин, тестировщик программного обеспечения, ООО «НТЦ ГеММа»

Григорий Иванец, ведущий инженер техподдержки, ООО «НТЦ ГеММа»
В последних сборках системы ГеММа-3D пользователи могли заметить существенное изменение, касающееся возможностей формирования обработок. Стратегии токарной обработки, которые ранее были представлены только в редакторе 2D, теперь появились и в редакторе 3D.
Данное нововведение сделало более наглядным программирование токарно-фрезерного оборудования и автоматов продольного точения, так как в одном окне редактора можно задавать проходы с помощью опций как токарного, так и фрезерного модулей (рис. 1) с твердотельной визуализацией инструмента при разработке проходов и твердотельной имитацией результата обработки произвольным набором проходов.
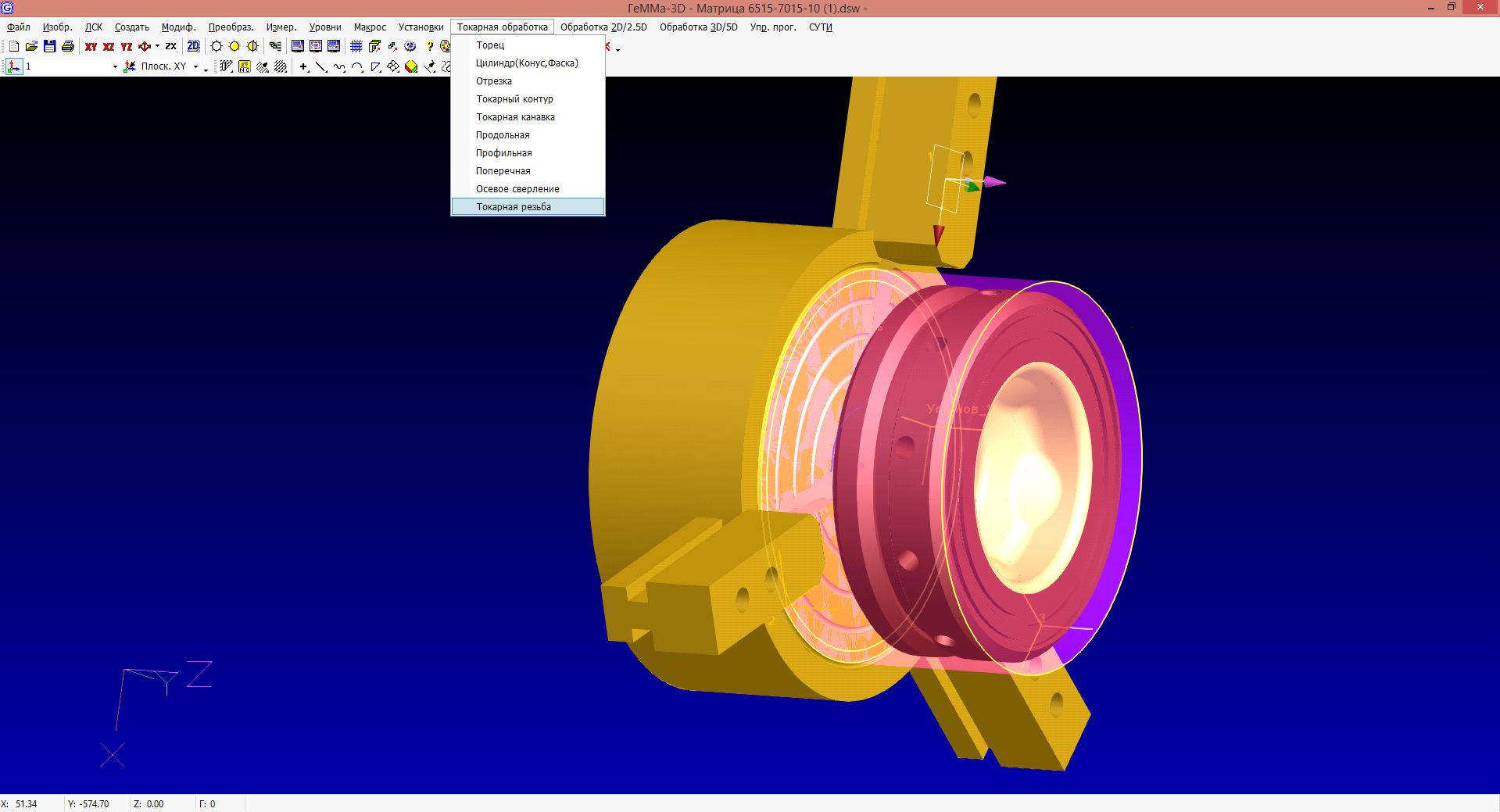
Рис. 1
Токарный модуль системы представлен операциями для чернового и чистового точения профилей, обработки торцов, фасок, цилиндрических, сферических поверхностей, канавок, резьб и сверлильных операций.
Все проходы токарной обработки строятся в рабочей плоскости ZX локальной системы координат. Оси Z и Х совпадают с осями системы координат (СК) наладки на станке. Для обработки справа и слева (или в разных шпинделях) могут применяться разные СК. Чтобы реализовать токарные операции, в редакторе 3D необходимо относительно 3D-модели сделать сечение, которое образует токарный контур. Данный контур будет выступать в роли обрабатываемой геометрии. Для опций обработки зон строятся также контур заготовки и контур ограничения (рис. 2).
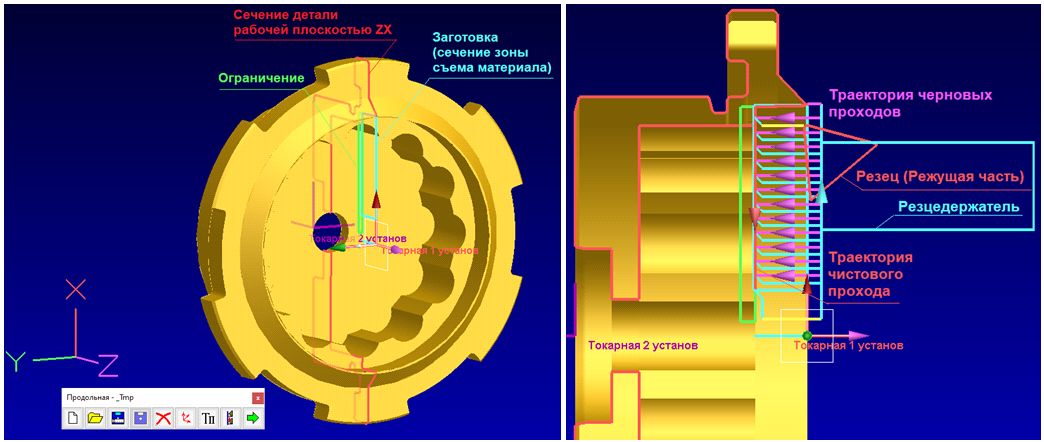
Рис. 2
В системе реализована работа в 3D-редакторе с токарными циклами точения, растачивания, нарезания резьбы для ЧПУ Fanuc, Sinumeric, «БалтСистем» (NC-100/400) — рис. 3.
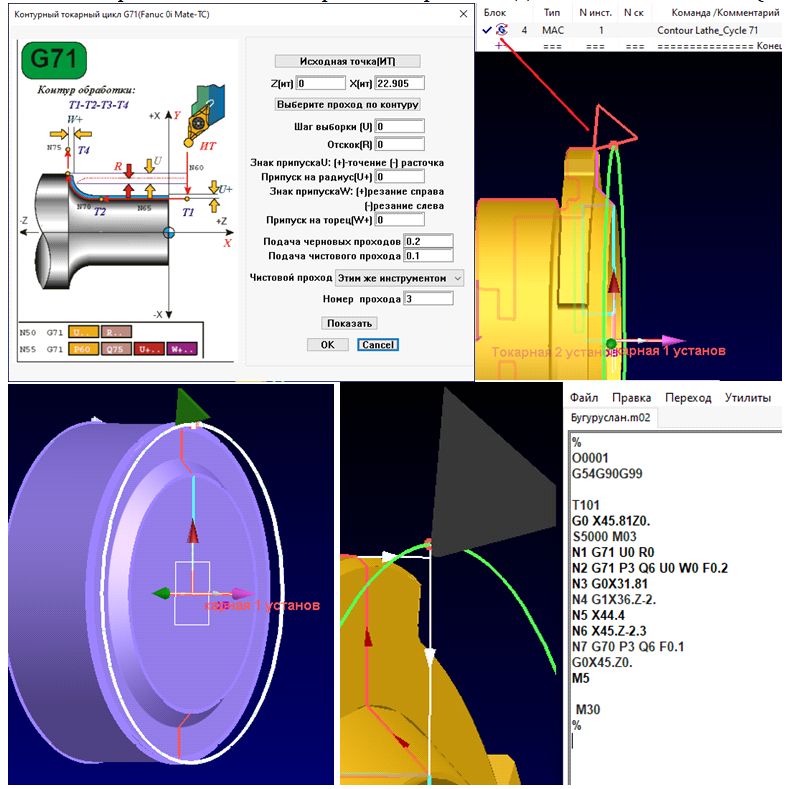
Рис. 3
Перед вызовом макроцикла точения или растачивания создается проход обработки контура. Он используется для задания контура обработки в макроцикле. Это позволяет включать макроциклы в твердотельную имитацию обработки, реализуемую одной из опций работы с проходами редактора 3D.
За счет специализированных технологических команд, поддерживаемых постпроцессором, осуществляется перехват детали с основного шпинделя на вспомогательный, управление упором, люнетом, задней бабкой, барфидером, а также поддерживается работа с автоматами продольного точения (станки швейцарского типа) и режим многоканальной синхронизации обработки.
При необходимости могут быть добавлены стратегии непрерывной 4-/5-осевой обработки для работы с станками типа DMG CTX gamma (рис. 4).
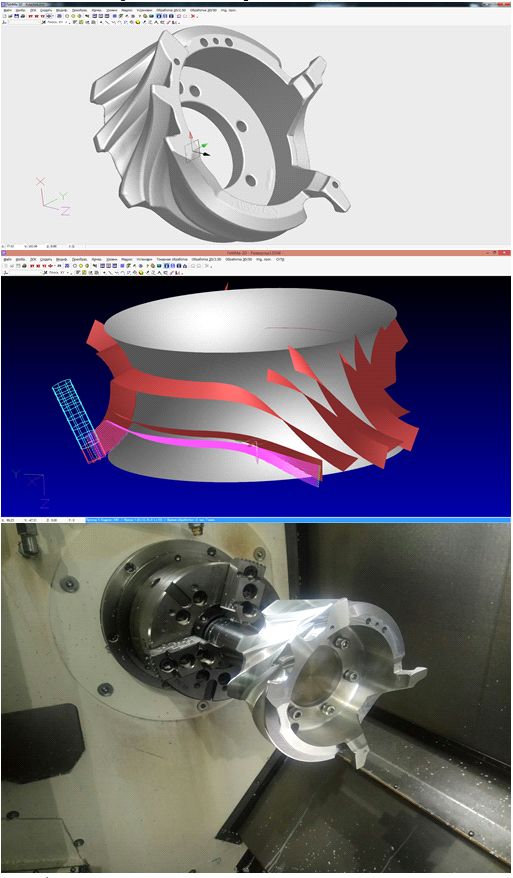
Рис. 4
Кроме того, система поддерживает работу с автоматами продольного точения (станки швейцарского типа) и режим многоканальной синхронизации обработки (в программе ГеММа.Верификатор) — рис. 5.
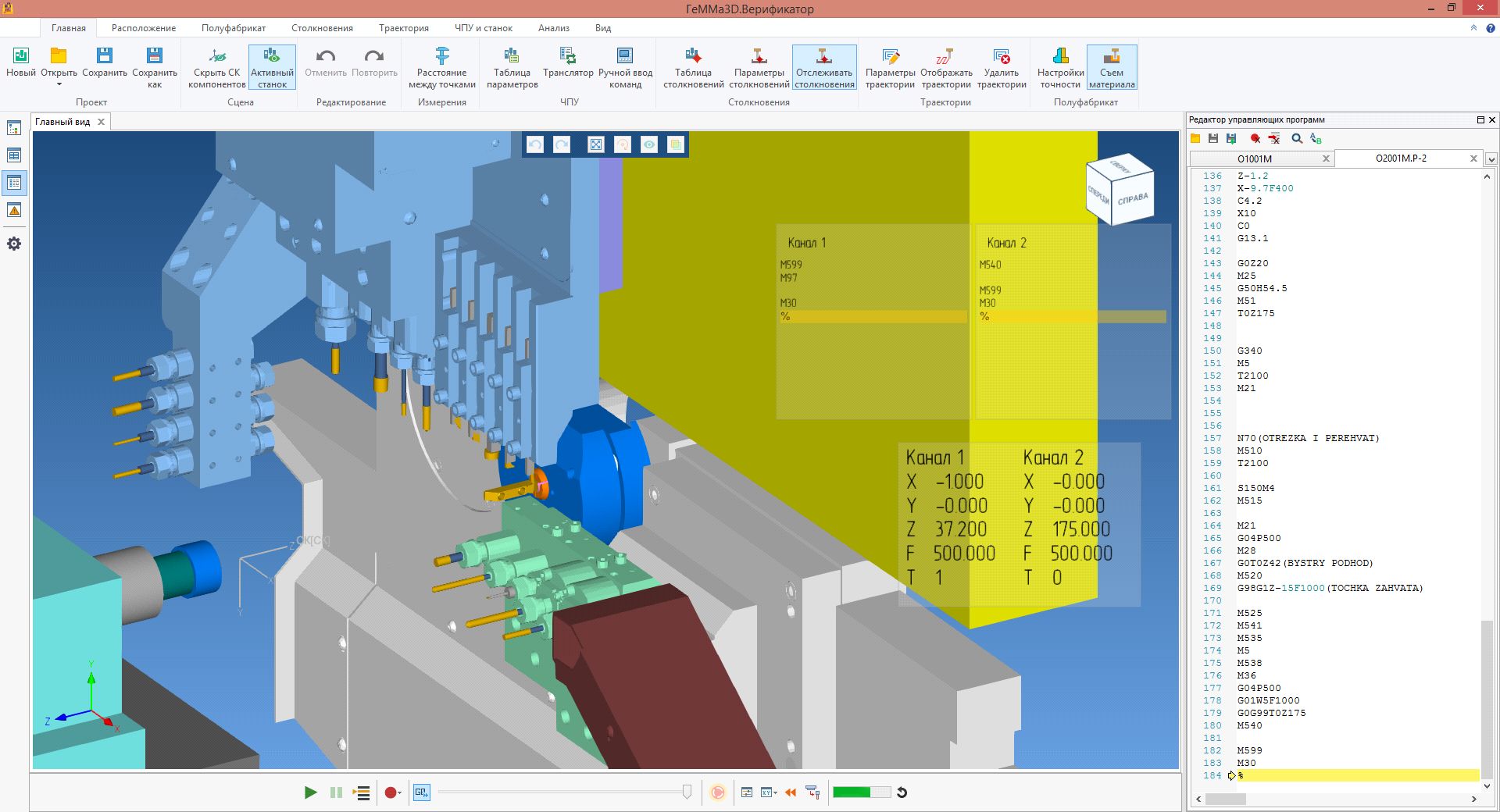
Рис. 5
Для проверки созданных программ используется пакет ГеММа-3D.Верификатор, который позволяет верифицировать и проверять созданные программы, в том числе сложные токарно-фрезерные проекты (рис. 6).
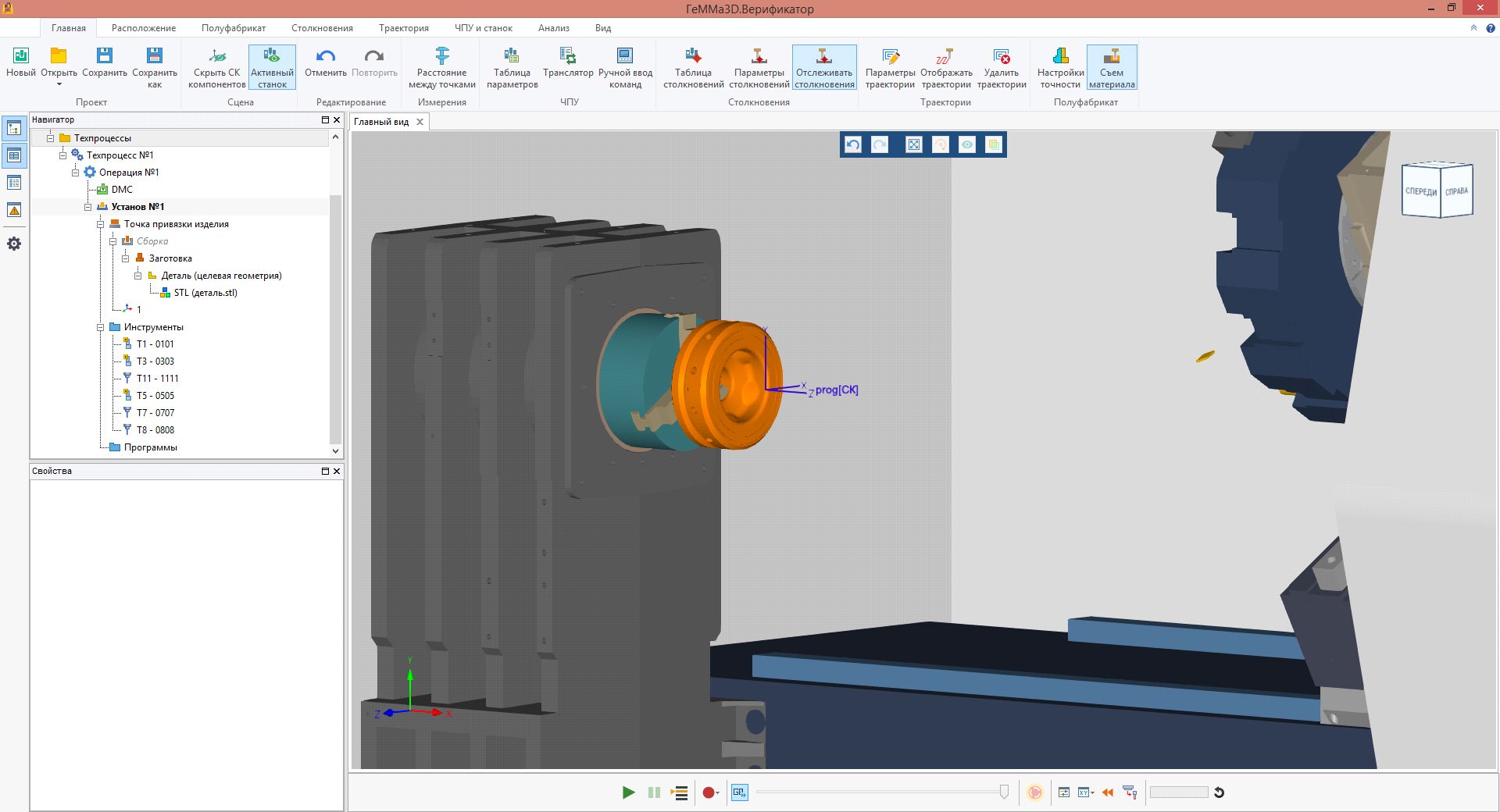
Рис. 6
Таким образом, для отечественных пользователей токарно-фрезерного оборудования реализован функциональный САМ-модуль в системе ГеММа-3D, предназначенный для разработки и проверки управляющих программ.

