
В современном литейном производстве вопросы освоения новых отливок, повышения выхода годного (выход годного — профессиональный металлургический термин. Отношение массы готовых заготовок (изделий) к массе жидкого металла, используемого при их производстве), снижения трудоемкости и материальных затрат решаются с применением программных комплексов, предназначенных для моделирования литейных процессов. Это позволяет снизить затраты на проектирование и доводку литейной технологии, поскольку отработка конструкции литниковопитающей системы (ЛПС) и температурновременных параметров технологического процесса ведется не на реальных дорогостоящих плавках, а в виртуальном пространстве математической модели.
Низкая стоимость и короткие сроки выполнения компьютерного эксперимента, а также большой объем и наглядность полученной информации о ходе технологического процесса и качестве будущей отливки делают компьютерное моделирование важнейшим инструментом опытного производства.
Опыт многолетнего применения коммерческих литейных программ показывает, что наиболее востребованной процедурой является прогнозирование усадочной макро и микропористости в отливке.
Адекватность математических моделей, реализованных в литейных программах, нетрудно оценить по результатам их применения на многочисленных литейных предприятиях. Существуют убедительные доказательства, что результаты моделирования достаточно точно прогнозируют расположение и размеры области, пораженной усадочными дефектами.
На практике обычно довольствуются прогнозом пористости на качественном уровне. Однако разработчики литейных программ, отвечая на растущие требования современного производства, стремятся совершенствовать модели, с тем чтобы получать не только качественную, но и достаточно точную количественную картину пористости.
Модель пористости, применяемая для решения практических задач литейного производства, всегда является упрощенной имитационной моделью. В такой модели процесс образования усадочных дефектов расщеплен на два относительно независимых процесса: процесс образования усадочной раковины и процесс образования микропористости.
Целью настоящего исследования является первая часть модели пористости — процесс образования усадочной раковины при различных скоростях кристаллизации. В работе представлены результаты моделирования усадочных дефектов с применением двух различных программных модулей. Расчеты проводились в стандартном модуле пористости СКМ ЛП «ПолигонСофт» [1] и в новой модели пористости, входящей в программный комплекс на правах альтернативной модели.
Модели пористости СКМ ЛП «ПолигонСофт»
Макроскопическая теория кристаллизации сплавов в ее наиболее общем виде была сформулирована В.А. Журавлевым [2]. В его работах представлена полная система уравнений, описывающая тепловые, диффузионные и гидродинамические процессы в двухфазной зоне отливки.
СКМ ЛП «ПолигонСофт» является одной из наиболее известных российских коммерческих программ для моделирования литейных процессов, модель пористости которой разработана на основе макроскопической теории кристаллизации сплавов.
В стандартной модели пористости коммерческой программы СКМ ЛП «ПолигонСофт» формирование усадочной раковины происходит вследствие опускания зеркала расплава, вызванного кристаллизационной усадкой. Течение расплава происходит под действием сил гравитации. Сценарий формирования усадочной раковины зависит от количества твердой фазы в расплаве вблизи зеркала расплава. С момента образования неподвижного каркаса твердой фазы на течение расплава начинают влиять силы поверхностного натяжения. Когда капиллярный эффект полностью блокирует силы гравитации, прекращается течение расплава и образование усадочной раковины.
Величина опускания зеркала расплава вычисляется на каждом временном шаге расчета, исходя из условия постоянства массы кристаллизующего металла.
В новой модели пористости СКМ ЛП «ПолигонСофт» уточнен механизм образования внутренних усадочных раковин и макропористости, то есть пористости, объемная доля которой соизмерима с коэффициентом кристаллизационной усадки. Предполагается, что для образования поры необходимо совершение работы по образованию новой поверхности раздела. Процесс образования поры — это способ релаксации напряжений, возникающих в расплаве изза деформации жидкого металла вследствие усадки при кристаллизации. Жизнеспособность возникающих пор определяется балансом между отрицательным давлением в расплаве и силой поверхностного натяжения, стремящейся закрыть пору. Место возникновения поры, помимо давления, зависит от дисперсности дендритного каркаса, который ограничивает размеры поры. Важно также то, какой из двух возможных процессов развития пористости является энергетически более выгодным — образование новой поры или рост уже имеющейся [3, 4].
Образование внутренней усадочной раковины в замкнутом тепловом узле начинается с возникновения зеркала расплава. В соответствии с концепцией новой модели пористости, зеркало расплава является границей раздела «расплав — окружающая среда», образование которой возможно при падении давления в тепловом узле до некоторой критической величины Pкрит. Пока критическое давление не достигнуто, происходит рост толщины твердого металла окружающего расплава, то есть рост толщины корки над будущей усадочной раковиной.
Зеркало расплава образуется только в том случае, если в расплаве еще нет непрерывного дендритного каркаса твердой фазы. Если такой каркас уже образовался, образование свободной поверхности расплава, способной свободно перемещаться, невозможно. В этом случае усадка металла приведет к образованию не усадочной раковины, а рассеянной макропористости. Размеры и форма образующихся пор будут определяться конфигурацией междендритного пространства.
Другой особенностью новой модели пористости является учет капиллярного эффекта. Предполагается, что перемещение расплава под действием сил гравитации невозможно. Силы поверхностного натяжения препятствуют осушению междендритного пространства при опускании зеркала расплава.
Технология получения отливок
Оценка адекватности моделей пористости СКМ ЛП «ПолигонСофт» проводилась на отливках из стали 14Х17Н2Л. Металл заливался в керамические оболочковые формы с толщиной стенки 1012 мм, заформованные в стальные опоки. В качестве опорного наполнителя использовался бой шамотного кирпича в смеси с боем керамических форм. Предварительный нагрев форм осуществлялся при температуре 950 °С в течение 1416 ч. Заливка форм производилась в течение 5 мин после выхода опоки из печи. Температура заливаемого металла — 1580 °С. Все операции проводились на воздухе.
По этой технологии были залиты два типа отливок. Первая из них — простейшая отливка, в качестве модели которой был использован цилиндрический стояк диаметром 40 мм и длиной 335 мм, включая чашу. Вес отливки составлял 3,7 кг.
Вторая отливка — серийный литейный блок со стояком прямоугольного сечения 45´55 мм общей длиной 370 мм и весом 9,5 кг.
В опоку устанавливалось по две однотипные отливки. После заполнения формы поверхность металла одной из форм утеплялась слоем теплоизолирующей присыпки. Поверхность металла в другой форме оставалась неутепленной.
Результаты опытных плавок
Полученные отливки фрезеровались по всей длине. Металл удалялся до плоскости симметрии стояка. На рис. 1 показаны усадочные раковины, образовавшиеся в отливках с утепленным зеркалом расплава и в отливках без такого утепления.
 \
\
Рис. 1. Усадочные раковины в отливках из стали 14Х17Н2Л с утепленным (а, в) и с неутепленным зеркалом металла в чаше (б, г);
а, б — стояк прямоугольного сечения; в, г — цилиндрический стояк
В стояках с утепленной поверхностью расплава усадочная раковина получается вследствие роста твердой фазы на стенках литниковой чаши и опускания зеркала расплава изза усадки кристаллизующегося металла. В результате получается усадочная раковина классической воронкообразной формы, как это произошло с отливкой, приведенной на рис. 1а. Формирование усадочной воронки прекращается, когда смыкается твердая фаза, растущая от стенок литниковой чаши. В образовавшемся тепловом узле возникает ряд закрытых усадочных раковин, расположенных в теле стояка. Наибольшая из них расположена вблизи питателей, посредством которых к стояку прикреплялись отливки (на рисунке не показаны).
В отливках, приведенных на рис. 1б и г, изза интенсивного охлаждения поверхности расплава происходит более раннее образование замкнутого теплового узла еще в пределах литниковой чаши. В результате этого внутри теплового узла оказывается значительно большее количество расплава с более высокой температурой. В момент образования зеркала расплава возникает газовая прослойка между расплавом и расположенной выше твердой фазой, что резко снижает интенсивность охлаждения расплава. Кроме того, повидимому, важно, что зеркало расплава занимает незначительную часть поперечного сечения стояка. Это означает, что скорость опускания зеркала расплава оказывается выше, чем в случае утепленной чаши (см. рис. 1а и в). Повидимому, все это и создает условия для формирования одной протяженной усадочной раковины вместо серии мелких раковин.
Интересно отметить, что глубина проникновения усадочных раковин в тело стояка мало зависит от условий теплоотдачи на поверхности металла. Количественный анализ показал, что площадь сечения усадочной раковины на рис. 1а составляет 18,6%, а на рис. 1б — 13,8% от площади отливки, то есть объем, занятый пустотами, приблизительно одинаков. Таким образом, можно предположить, что и объем усадки, компенсируемый за счет расплава из усадочных раковин, в обоих случаях приблизительно одинаков.
Следует отметить, что открытые усадочные раковины наследуют круговую симметрию чаши, в которой они формируются (см. рис. 1а). При закрытых усадочных раковинах признаки симметрии имеет только корка твердого металла, под которым расположена раковина. Начальной точкой образования этой раковины является точка минимального давления в замкнутом тепловом узле. При строго вертикальном расположении отливки, идеальной круговой симметрии чаши и изогнутой вовнутрь корке металла, как на рис. 1б и г, геометрическим местом расположения точек минимального давления является окружность. При несоблюдении этих условий, когда форма не строго вертикальна, а корка изза флуктуации отвода тепла неравномерно искривлена, минимум давления находится в точке, положение которой случайно. Зеркало расплава, образовавшееся в окрестности этой точки, не сразу займет все поперечное сечение теплового узла. Это предопределяет асимметрию усадочной раковины, которую мы видим на рис. 1б и г.
Методика моделирования
Моделирование процесса кристаллизации представленных выше отливок проводилось в системе компьютерного моделирования литейных процессов (СКМ ЛП) «ПолигонСофт» 2022, а затем было проведено повторно при аналогичных условиях в системе ProCAST.
Расчеты проводились в два этапа. На первом этапе моделировался процесс остывания опок с керамическими формами, находящихся в цехе в ожидании заливки. Результаты этого расчета дают исходное распределение температуры в форме, необходимое для второго этапа расчета. На втором этапе моделировался процесс кристаллизации металла с момента его заливки в форму до полного затвердевания.
Таблица 1. Химический состав стали марки 14Х17Н2Л
| C | Si | Mn | Ni | Cr | Fe |
| 0,050,1 | 0,81,5 | 0,30,8 | 2,83,8 | 1518 | осн. |
Таблица 2. Теплофизические свойства формы и опорного наполнителя
| Материал | Свойство | ||
| Коэффициент теплопроводности, Вт/(мК) | Удельная теплоемкость, Дж/(кг К) | Плотность, кг/м3 | |
| Керамика | 2,2 | 1200 | 2700 |
| Опорный наполнитель | 0,33 — 20 °С 0,7 — 1200 °С | 880 — 20 °С 1225 — 1500 °С | 1190 |
Таблица 3. Коэффициент теплоотдачи на границе «металл — форма»
| Температура, °С | 100 | 500 | 1000 | 1270 | 1600 |
| α, Вт/(м2К) | 100 | 300 | 800 | 2000 | 2000 |
Теплофизические свойства металла, необходимые для выполнения расчетов, были рассчитаны по химическому составу сплава в термодинамической базе данных, входящей в состав системы ProCAST. Расчеты были выполнены по модели неравновесной кристаллизации Шайла [5, 6]. Химический состав стали 14Х17Н2Л приведен в табл. 1. Теплофизические свойства керамической оболочки и опорного наполнителя представлены в табл. 2.
Условия кристаллизации отливки существенно зависят от условий теплопереноса в контакте отливки с формой, а также на границах всех твердых тел — формы, опорного наполнителя и опоки.
Предполагалось, что коэффициент теплопередачи на границе «металл — форма» достаточно резко падает с момента образования твердой корки на поверхности отливки (табл. 3).
Опорный наполнитель является сыпучим материалом, имеет сложный фракционный состав, состоит из частиц нескольких материалов. Перенос тепла внутри опорного наполнителя осуществляется теплопроводностью по частицам материала, по воздуху, находящемуся между частицами, а также тепловой радиацией [7]. При моделировании опорный наполнитель представляется как сплошная среда с эффективным коэффициентом теплопроводности, учитывающим особенности теплопереноса в сыпучих телах (табл. 2). Однако в расчетах учитывалось, что в контакте наполнителя с твердыми телами тепловая энергия передается двумя путями. Часть тепловой энергии передается через непосредственный контакт частиц сыпучего материала с поверхностью тел, другая часть — тепловым излучением. Предполагалось, что доля поверхности непосредственного контакта частиц опорного наполнителя с другими телами составляет 50%, остальная часть поверхности твердых тел (формы и опоки) участвует в теплообмене излучением. Коэффициент теплоотдачи в контакте был задан равным 100 Вт/(м2К), степень черноты поверхностей, участвующих в теплообмене излучением, равна 0,8.
Настройки модели пористости
В рамках настоящей работы все расчеты в СКМ ЛП «ПолигонСофт» были выполнены в стандартной модели пористости, а затем повторены в новой модели пористости. Расчеты в системе ProCAST были выполнены в стандартной модели пористости, которая в отношении усадочной раковины очень похожа на стандартную модель пористости СКМ ЛП «ПолигонСофт».
Во всех расчетах в СКМ ЛП «ПолигонСофт» применялись настройки моделей пористости по умолчанию. Следует отметить, что для новой модели пористости актуальна та часть настроек стандартной модели, которая касается течения расплава в двухфазной зоне расплава и образования микропористости. Специфическими настройками новой модели, относящимися к формированию усадочной раковины и макропористости, являются модуль сжимаемости расплава E, коэффициент поверхностного натяжения σ и расстояние между вторичными осями дендритов λII. Важным параметром модели пористости является критическое давление Pкрит, при котором происходит образование новой поверхности раздела — зеркала расплава или поры. Как было указано выше, в новой модели пористости Pкрит является отрицательной величиной. В стандартной модели пористости Pкрит — всегда положительная величина, которая имеет значение только для образования микропористости. Значения этих настроек, использованные в расчетах, E = 2000 МПа, σ = 1*10-6 н/м, λII = 30 к??, мк, Pкрит = –0,1 МПа, примерно соответствуют физической картине образования усадочных дефектов стандартной модели.
Настройки стандартной модели пористости СКМ ЛП «ПолигонСофт», ответственные за образование усадочной раковины, имели следующие значения: Pl1 = 0,7, Pl2 = 0,4, Pl3 = 0,3. Аналогичные по смыслу параметры стандартной модели пористости ProCAST были равны MACROFS = 0,7 и PIPEFS = 0,3.
Результаты моделирования
Результаты моделирования усадочных дефектов в отливках прямоугольного и цилиндрического сечения представлены на рис. 2 и 3 и рис. 4 и 5 соответственно. На рис. 2а5а представлены результаты, полученные по стандартной модели пористости, на рис. 2б5б показаны результаты моделирования в новой модели пористости СКМ ЛП «ПолигонСофт». На рис. 2в5в для полноты сравнения представлены результаты в стандартной модели пористости системы ProCAST. На всех рисунках показано продольное сечение отливки плоскостью, как на рис. 1.
Для расчетов, выполненных в СКМ ЛП «ПолигонСофт», усадочные дефекты показаны двумя способами. Левые рисунки даны в режиме показа только усадочной раковины, правые — в режиме показа полей всей имеющейся в отливке макро и микропористости.
Отливки с утепленным зеркалом расплава
В случае утепленного зеркала расплава (см. рис. 2 и 3) результаты моделирования усадочной раковины в целом соответствуют натурному эксперименту (см. рис. 1а, в). Расчеты по стандартной модели пористости СКМ ЛП «ПолигонСофт» дают коническую усадочную раковину, на дне которой есть зона макро и микропористости. Общие размеры зоны усадочных дефектов в литниковой чаше соответствуют натурному эксперименту. Однако усадочная раковина, полученная в расчете, оказывается более мелкой, чем в реальной отливке. Расчеты в ProCAST дают в литниковой чаше мелкую усадочную раковину, практически такую же, как на рис. 2а.
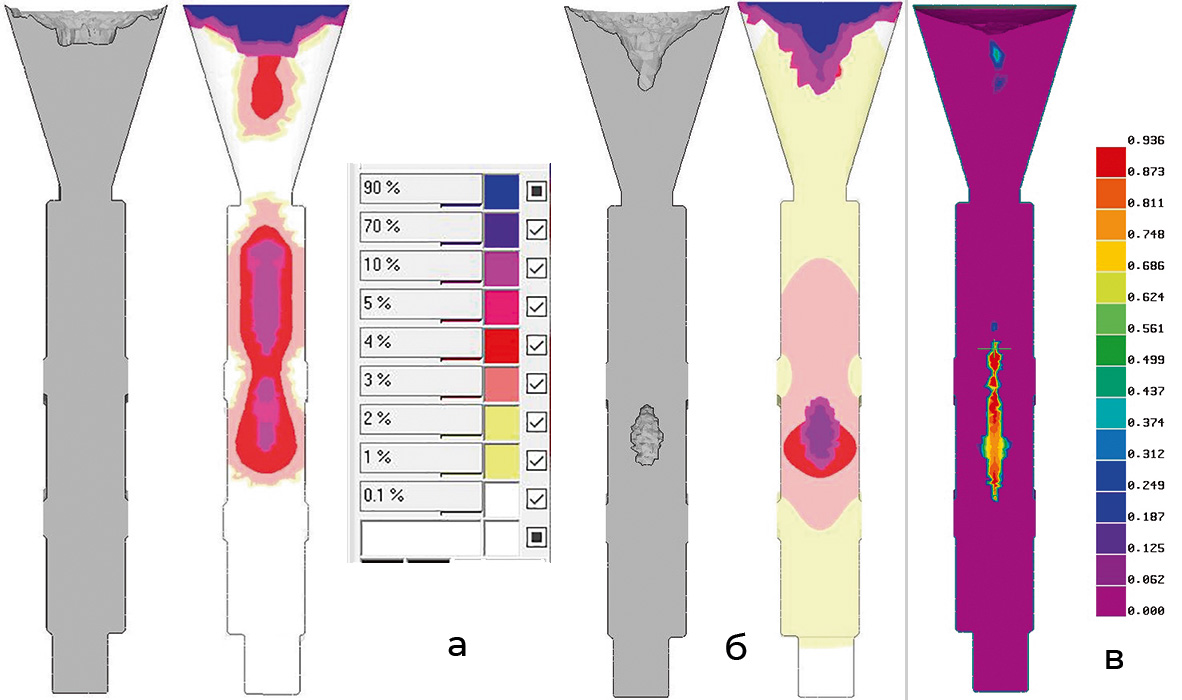
Рис. 2. Усадочные раковины в отливке прямоугольного сечения с утепленным зеркалом расплава: а — стандартная модель пористости; б — новая модель пористости; в — модель пористости ProCAST
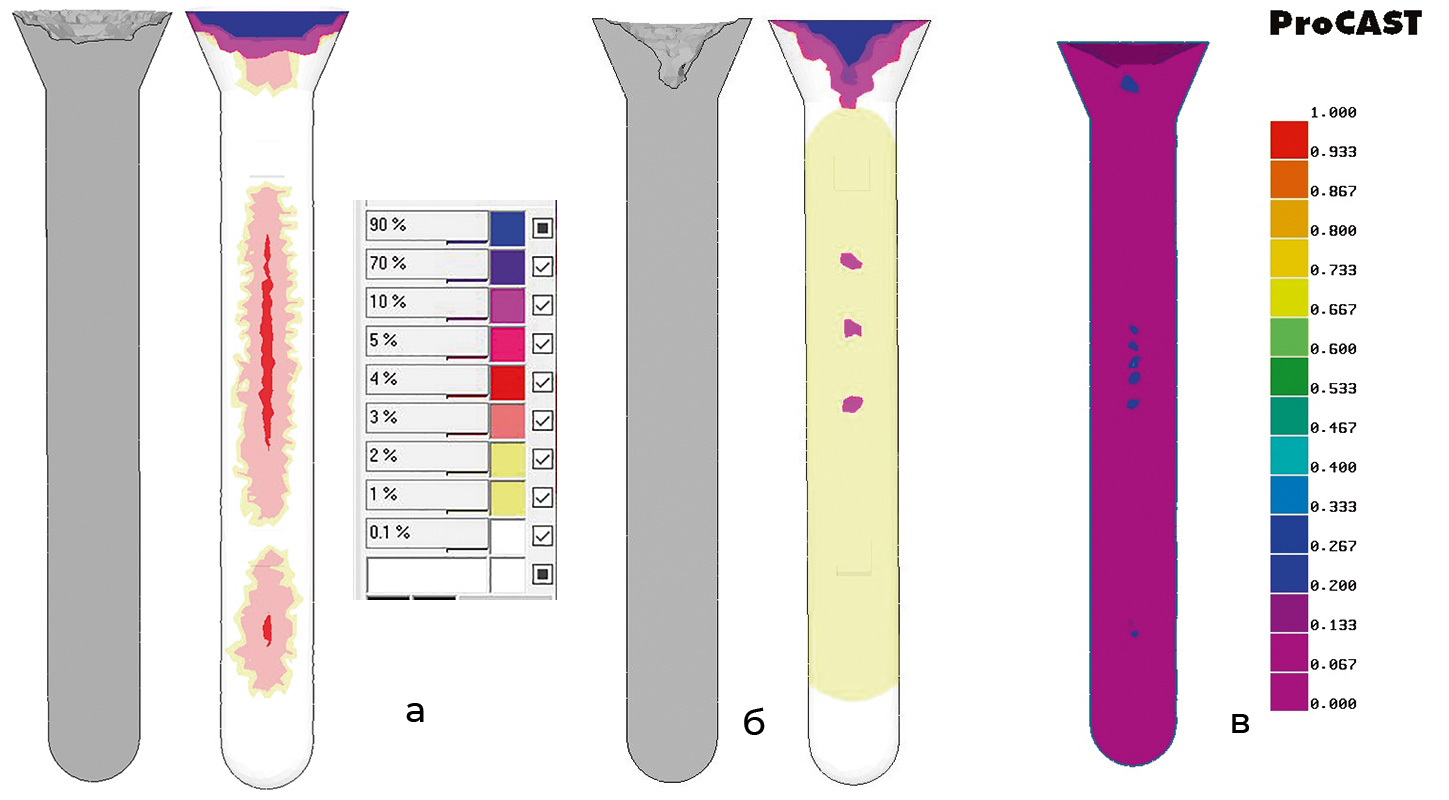
Рис. 3. Усадочные раковины в цилиндрической отливке с утепленным зеркалом расплава: а — стандартная модель пористости; б — новая модель пористости
Е = 2000 МПа, Ркрит = –0,1 МПа; в — модель пористости ProCAST
Ниже усадочной раковины, в теле отливки, расчеты показывают наличие усадочных дефектов. Стандартная модель пористости СКМ ЛП «ПолигонСофт» (рис. 2а) показывает обширную зону усадочных дефектов, площадь которой больше, чем на рис. 1а, а протяженность и положение в отливке вполне соответствуют реальной отливке. Объемная доля пористости в этой зоне составляет только 510% и не является усадочной раковиной, однако в пересчете на объем усадки, возможно, дает величину, близкую к эксперименту.
Новая модель пористости СКМ ЛП «ПолигонСофт» и расчеты в системе ProCAST дают близкую картину усадочных дефектов в цилиндрической отливке (см. рис. 3б, в). Пористость в теле этой отливки представлена либо серией локальных зон с объемной долей пор около 4050% (см. рис. 3б, в), что неплохо согласуется с реальной отливкой (см. рис. 1в).
Применительно к отливке прямоугольного сечения новая модель пористости СКМ ЛП «ПолигонСофт» и стандартная модель ProCAST уверенно предсказывают наличие внутренней раковины в центре стояка (см. рис. 2б, в), однако ее размеры меньше, чем на рис. 1а. Кроме того, отсутствуют более мелкие усадочные раковины, имеющиеся в реальной отливке.
Отливки с неутепленным зеркалом расплава
При непосредственном контакте расплава с окружающей средой происходит более интенсивное охлаждение поверхности расплава. Это приводит к образованию корки металла и, соответственно, закрытой усадочной раковины (см. рис. 1б, г). Результаты моделирования усадочной раковины для случая прямого контакта расплава с окружающей средой существенно отличаются от натурного эксперимента (см. рис. 1б, г). В стандартной модели пористости СКМ ЛП «ПолигонСофт» в обоих типах отливок образуется открытая усадочная раковина, что противоречит натурному эксперименту. Незначительная корка твердого металла (пористость 1070%) появляется только в новой модели пористости в отливках прямоугольного сечения. Стандартная модель пористости ProCAST прогнозирует появление корки металла, толщина которой соответствует реальной отливке.
В теле отливки все модели прогнозируют появление усадочных дефектов, однако новая модель пористости СКМ ЛП «ПолигонСофт» и ProCAST оказываются значительно ближе к реальности, хотя и в этих прогнозах нет сплошной усадочной раковины, как в центре стояка на рис. 1б.
Обсуждение результатов
Как видно из полученных результатов, рассмотренные модели пористости в целом успешно решают практическую задачу определения размеров и местоположения усадочных дефектов в отливке. Несовпадение результатов моделирования с дефектами в реальных отливках имеет несколько причин. Главная из них состоит в том, что абсолютно все модели пористости являются детерминированными, то есть результат моделирования полностью определен алгоритмом, значениями входных переменных и начальным состоянием системы. Образование усадочной поры связано с падением давления в двухфазной зоне отливки или в замкнутом тепловом узле и происходит во всех узлах расчетной сетки, где давление достигло критической величины. Симметрия отливки и, как следствие, симметрия граничных условий тепловой задачи неизбежно приводит к симметрии зоны усадочных дефектов. Единственным источником случайностей при моделировании является асимметрия конечноэлементной сетки.
В реальности существует множество случайных факторов, учесть которые не представляется возможным. К ним относятся невертикальное расположение отливки, неравномерная толщина формы, неравномерный состав опорного наполнителя. Отклонение от вертикальной оси хорошо видно на всех отливках, представленных на рис. 1. Отклонение от вертикали приводит к образованию корки металла с несимметричным прогибом (см. рис. 1б, г). Образование замкнутой усадочной раковины начинается с образования зеркала расплава в области минимального давления, то есть в наивысшей точке существования расплава. Если твердая корка несимметрична, а отливка распложена невертикально, область минимального давления сводится в точку. Это приводит к образованию протяженной и узкой усадочной раковины.
На рис. 1б хорошо виден выход усадочной раковины на боковую стенку литниковой чаши. Естественно предположить, что неодинаковая толщина корки металла свидетельствует о флуктуациях теплопереноса на границе «металл — форма». Они могут возникнуть изза частиц горючего материала в опорном наполнителе или расплава, вылитого мимо чаши.
Другой причиной несовпадения результатов моделирования и эксперимента являются особенности построения алгоритма модели пористости. Модели пористости коммерческих программных продуктов содержат упрощения, которые резко уменьшают время счета, что важно для инженерных расчетов. Один из приемов упрощения задачи относится к течению расплава при образовании усадочной раковины. Поскольку на каждом временном шаге некоторое количество расплава переходит в твердое состояние, происходит формальное увеличение веса отливки, поскольку ее объем, заданный неизменной конечноэлементной сеткой, остается постоянным. Одним из способов изменения объема отливки, для того чтобы привести вес в норму, является опускание уровня металла в форме. Понижение уровня металла в форме формально выглядит как «выключение» из расчета узлов расчетной сетки над зеркалом расплава. Этот алгоритм легко обеспечивает постоянство массы, однако, как показывает сравнение с экспериментом, допускает ошибки в определении объема кристаллизующейся отливки. Одним из видимых последствий этой ошибки является слишком тонкая корка металла над усадочной раковиной (рис. 4) или ее отсутствие (рис. 5), что не соответствует виду реальных отливок (см. рис. 1б, г).
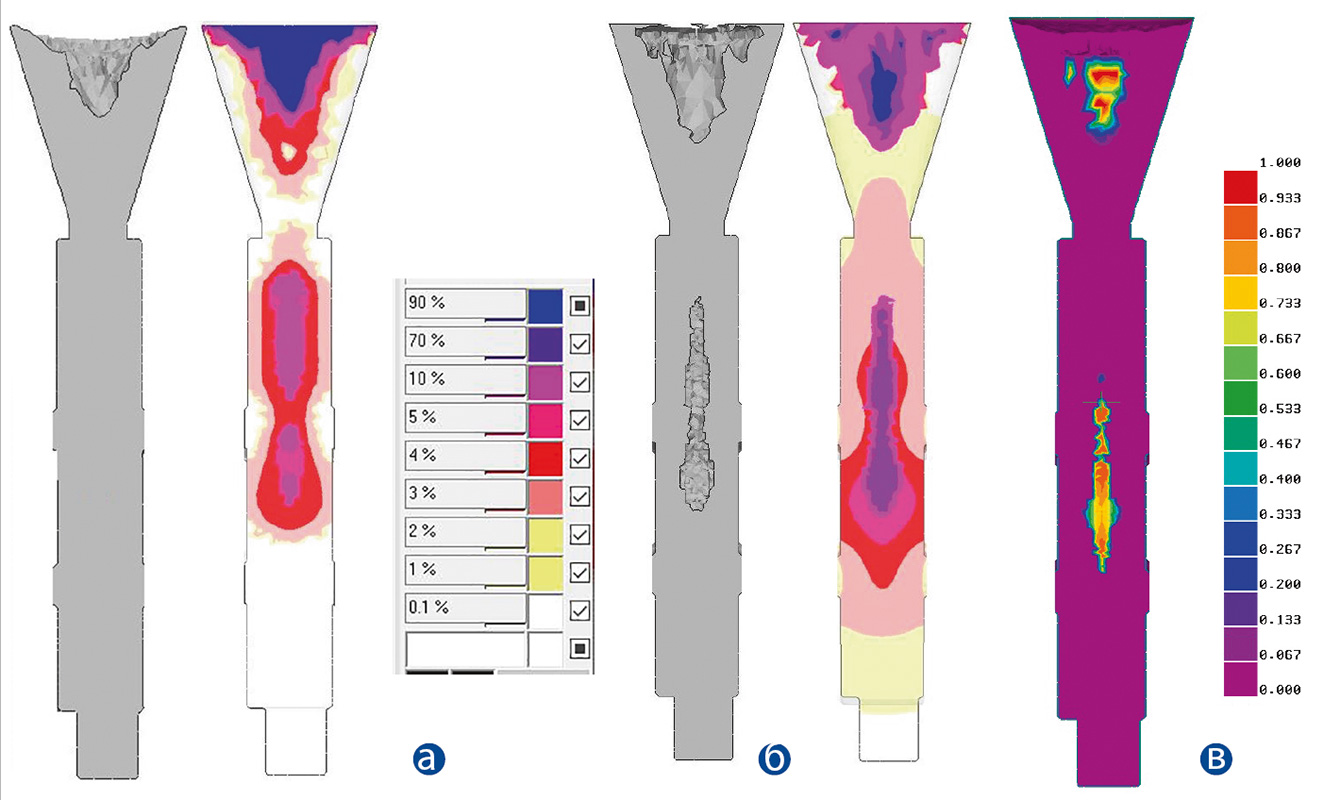
Рис. 4. Усадочные раковины в отливке прямоугольного сечения с неутепленным зеркалом расплава: а — стандартная модель пористости; б — новая модель пористости, Е = 2000 МПа, Ркрит = –0,1 МПа; в — модель пористости ProCAST
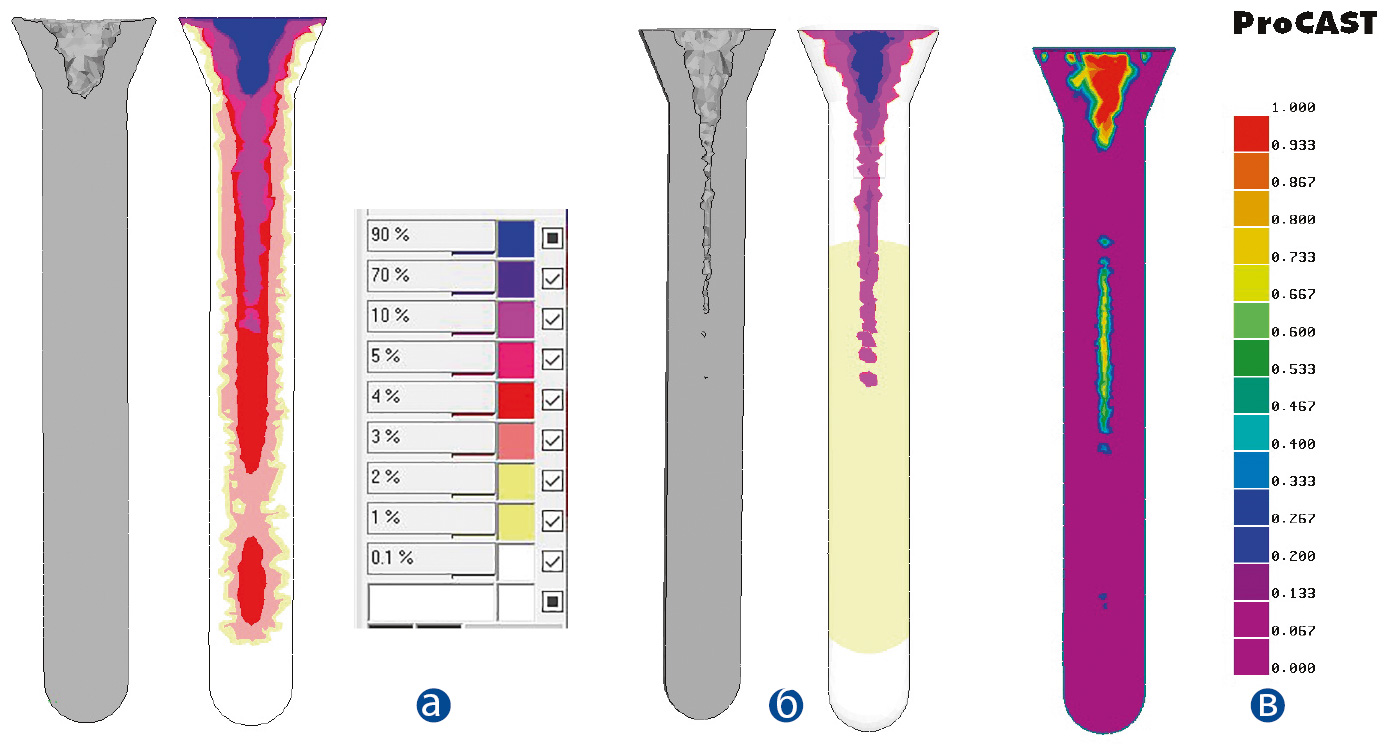
Рис. 5. Усадочные раковины в цилиндрической отливке с неутепленным зеркалом расплава: а — стандартная модель пористости; б — новая модель пористости; в — модель пористости ProCAST
Заключение
Модели пористости СКМ ЛП «ПолигонСофт» с высокой вероятностью позволяют достоверно определить расположение и размеры зон усадочной пористости в отливке. Как правило, такая качественная оценка дефектов является достаточной для решения инженерных задач.
Прогнозирование дефектов на количественном уровне, когда сравнению с реальной отливкой поддается не только расположение зон усадочных дефектов, но и объемная доля дефекта в данной точке отливки, требует совершенствования алгоритмов имитационного моделирования. Достижение этого уровня прогнозирования является актуальной задачей, имеющей большое практическое значение.
В новой модели пористости СКМ ЛП «ПолигонСофт» уточнены механизмы образования закрытой усадочной раковины и зарождения усадочной макропоры. Представленные результаты показывают, что прогноз усадочных дефектов в новой модели имеет большее сходство с реальными отливками.
Однако следует учитывать, что высокое качество прогнозирования, достигнутое на лабораторных отливках, бывает трудно подтвердить на отливках, полученных в промышленных условиях. Случайные факторы, присущие промышленной литейной технологии, могут оказывать существенное влияние на форму и тип усадочных дефектов.
Литература:
- Торговая марка АО «СиСофт Девелопмент», Москва, http://csdev.ru.
- Журавлев В.А. О макроскопической теории кристаллизации сплавов // Известия АН СССР. Металлы. 1975. № 5. С. 9399.
- Монастырский В.П., Ершов М.Ю. Имитационная модель образования усадочной раковины и макропористости // Литейщик России. 2014. № 8. С. 4145.
- Монастырский В.П. Моделирование микропористости в отливках, затвердевающих в условиях направленного теплоотвода // Тепловые процессы в технике. Т. 3. 2011. № 1. С. 2027.
- Thermodynamic Database for NickelBased Superalloys: PanNickel 5.0, CompuTerm, LLC, USA.
- ProCAST, торговая марка ESI Group, France, www.esigroup.com.
- Монастырский В.П., Монастырская Е.В., Зуев А.В. Теплофизические особенности направленной кристаллизации с применением опорного наполнителя // ФХОМ. 2004. № 5. С. 79-87.

