

Павел Бунаков,
д.т.н., заместитель директора, компания «БАЗИС-Центр»

Александр Лопатин, программист, компания
«БАЗИС-Центр»

Михаил Федоров, технический директор, компания
«БАЗИС-Центр»
Программный модуль БАЗИС-ЧПУ является важным элементом комплексной системы автоматизации мебельных предприятий БАЗИС. Он позволяет организовать прямую передачу данных из моделей мебельных изделий в системы управления подавляющего большинства станков с ЧПУ и обрабатывающих центров, присутствующих на российском рынке. Помимо этого в нем реализованы возможности препроцессорной обработки данных для формирования управляющих программ, максимально адаптированных к специфике конкретного оборудования.
Тенденция повышения требований к качеству и индивидуальности изделий, начавшаяся на заре формирования российского мебельного рынка, к настоящему времени стала доминирующей. Мебельное изобилие приучило потребителей скрупулезно оценивать предложения, выбирая лучшее из многих вариантов. Естественно, у мебельных предприятий не осталось иного выбора, как только реагировать на новые реалии, в том числе внедряя новые технологии, поскольку совместить качество с индивидуальностью можно только в условиях высокоавтоматизированного производства. Сегодня уровень автоматизации в мебельной промышленности исключительно высок, при том, что из тысячи с лишним мебельных предприятий в России крупных буквально единицы. Несмотря на то что все они работают без какой-либо государственной поддержки (мебельной отрасли нет, мебельщики относятся к деревообрабатывающей промышленности, хотя это совершенно разные сферы), даже на малых предприятиях установлены форматно-раскроечные, фрезерно-присадочные, сверлильно-присадочные и кромкооблицовочные станки с ЧПУ. Только такой подход позволяет обеспечить высокое качество и оперативную обработку сложных деталей в промышленных масштабах, естественно, при интеграции соответствующего программного обеспечения конструкторскими и технологическими автоматизированными системами.
Использование станков с ЧПУ требует разработки управляющих программ (УП). Этот процесс реализуется по схеме: модель из модуля CAD, извлечение и дополнительная оптимизация геометрии для изготовления на станке, получение технологических параметров станка, формирование УП и передача ее на станок. Последнее действие может выполняться двумя способами: через промежуточный формат обмена данными (чаще всего в этом качестве используется DXF) или напрямую в систему управления станка через постпроцессоры. Очевидно, что второй способ более трудоемкий для разработчиков, но более предпочтительный для пользователей. Именно так и работает модуль БАЗИС-ЧПУ: геометрическая информация из математической модели изделия передается напрямую в систему управления станка посредством интерактивного прикладного модуля. Наличие подобного интерфейса существенно облегчает совмещение требований индивидуальности изделий с промышленной технологией их производства.
При формировании траектории движения инструмента необходимо учитывать технологические требования обработки материала; их несоблюдение может привести к искажению геометрических параметров контура панели, ухудшению качества поверхности реза и даже поломке станка. По этой причине полностью автоматические алгоритмы создания УП не всегда способны гарантировать точное соблюдение всех технологических требований мебельного производства. В модуле БАЗИС-ЧПУ реализован автоматизированный алгоритм проектирования УП, все геометрические вычисления производятся автоматически, но с учетом заданных технологом специфических параметров станка и особенностей его системы ЧПУ.
В состав системы модуля входит набор постпроцессоров для станков с ЧПУ, позволяющих оптимальным образом определить траекторию движения инструмента за счет соблюдения трех основных принципов:
- абсолютное соответствие геометрических моделей на этапах конструкторского и технологического проектирования изделий;
- использование конструкторского модуля для определения технологических особенностей производства в силу того, что многие технологические параметры либо по сути являются геометрическими, либо допускают очевидную геометрическую интерпретацию;
- оптимальное сочетание автоматического, автоматизированного и ручного режимов проектирования УП.
По оценкам мебельщиков, внедрение модуля БАЗИС-ЧПУ обеспечивает увеличение производительности труда, а также высокий и постоянный уровень качества обработки панелей, который в большинстве случаев намного превышает качество традиционной обработки. За 20 лет существования он зарекомендовал себя как очень стабильный продукт, развивающийся с учетом закономерностей рынка станков, что позволяет сделать определенные выводы о существующих тенденциях развития рынка.
Оборудование и постпроцессоры
Разработка модуля БАЗИС-ЧПУ началась в 2003 году, а первые постпроцессоры появились в 2004-м. В дальнейшем «арсенал» модуля стабильно пополнялся (рис. 1). После относительного «затишья» в 2013-2018 годах наблюдается ускоренный рост количества постпроцессоров, в частности число реализованных в период пандемии постпроцессоров сопоставимо с количеством, разработанным за все предыдущие годы. Этому способствовало множество различных факторов, самыми значимыми из которых стали возросшая потребность мебельных предприятий в автоматизации производства и рост спроса на оборудование из Китая, что естественным образом привело к взрывному росту спроса на постпроцессоры.
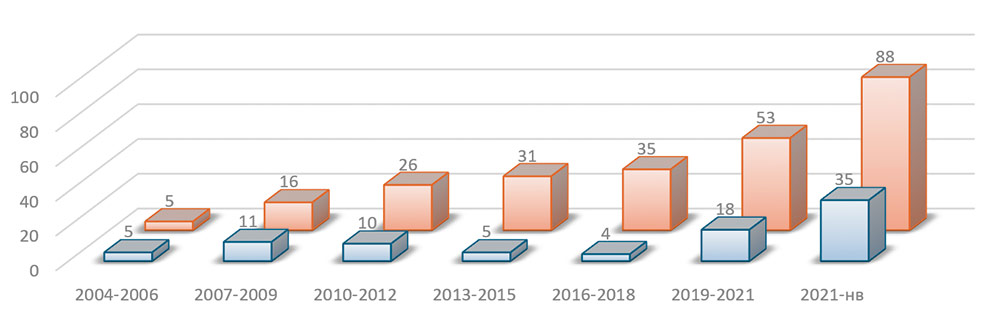
Рис. 1. Динамика развития построцессоров БАЗИС-ЧПУ
Анализируя потребность в постпроцессорах для станков от различных стран-производителей, можно прийти к выводу, что наименее популярными на российском рынке являются станки из США и стран СНГ (рис. 2). Причина в том, что соотношение «цена/качество» соответствующего оборудования не удовлетворяет массового потребителя.
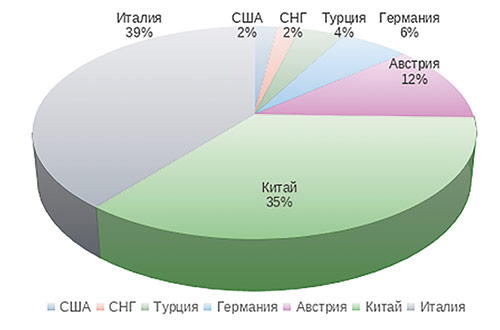
Рис. 2. Структура рынка оборудования РФ для мебельных предприятий
Основными типами станков в мебельной и деревообрабатывающей промышленности являются фрезерно-присадочные и присадочные станки с числовым программным управлением, которые используются для различных операций, связанных с обработкой материалов. При том что они могут выполнять пересекающиеся операции обработки, их функциональность и управляющие программы имеют несколько ключевых различий (см. таблицу).
Различия фрезерно-присадочных и присадочных станков
| Критерии | Фрезерно-присадочные станки | Присадочные станки |
| Различия в задачах и функциональности | ||
| Назначение | Выполнение сложных операций, таких как фрезерование, сверление и профильная обработка | Сверление отверстий под шканты, болты, шурупы и другие крепежные элементы, а также выполнение отверстий для креплений и соединительных элементов |
| Операции | Обработка различных поверхностей, создание выемок, профилей, пазов и других вырезов сложной формы на деталях | Сверление вертикальных и горизонтальных отверстий, создание пазов и других операций, связанных с соединением частей изделия |
| Инструменты и оснастка | Оснащены сверлильной головой и фрезерным узлом, могут работать по нескольким осям, что позволяет выполнять 3D-обработку | Оснащены сверлами и сверлильными головами, которые могут быстро и точно выполнять большое количество отверстий, а также пазовальной пилой или фрезой |
| Примеры применения | Создание декоративных элементов, резьбы, сложных форм и деталей с профилированными краями | Быстрое и точное сверление отверстий для мебели и других изделий, требующих точного выполнения повторяющихся операций |
| Различия в управляющих программах | ||
| Сложность программы | Более гибкие для выполнения различных типов операций, включая профилирование, вырезание контуров и создание сложных 3D-форм; более сложные из-за необходимости контроля различных осей и типов обработок | В основном фокусируются на точном и повторяющемся сверлении отверстий; включают меньшее количество команд, что упрощает их написание и отладку |
| Типы команд | Включают команды для перемещения инструмента по нескольким осям (X, Y, Z), а также могут включать дополнительные команды для вращения и наклона инструмента | Включают команды для сверления под определенными углами и на заданную глубину с возможностью быстрого переключения между различными сверлильными головами |
Статистика показывает, что наиболее востребованными являются фрезерно-присадочные станки, работающие по технологии Nesting (рис. 3), которая стремительно набирает популярность. Это объясняется тем, что за один рабочий цикл можно выполнить несколько технологических операций над несколькими деталями, размещенными на листе материала, получая, по сути, готовые детали. Nesting не только кратно сокращает время изготовления изделий и повышает качество обработки, но и сводит практически к нулю количество брака.
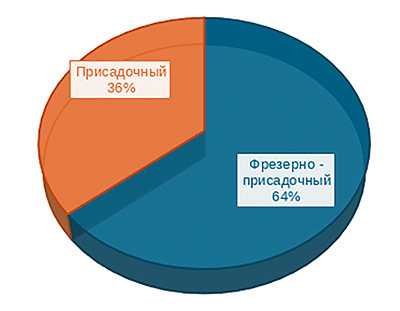
Рис. 3. Соотношение между присадочными и фрезерно-присадочными станками
Возможности БАЗИС-ЧПУ
Модуль БАЗИС-ЧПУ позволяет формировать УП как для сверлильно-присадочного, так и для фрезерно-присадочного оборудования. Входными данными для него могут служить следующие типы файлов:
- модели системы БАЗИС;
- выходные файлы мебельных CAD-систем К3 и bCAD;
- файлы чертежей в формате DXF, полученные из сторонних CAD-систем, таких как КОМПАС и AutoCAD.
Стоит заметить, что файл DXF должен быть сформирован специальным образом так, чтобы информация о контуре детали, отверстиях и пазах размещалась в отдельных слоях. Это объясняется логикой работы модуля: все элементы детали, существенные с точки зрения формирования УП, разбиваются на несколько групп, каждая из которых, в свою очередь, может состоять из одного или нескольких слоев:
- контур детали;
- глухие и сквозные отверстия в пласти панели;
- торцевые отверстия;
- пазы на пласти панели;
- пазы в торце панели;
- выемки.
Главное при формировании УП — не только правильно сформировать порядок операций обработки, но и правильно расположить деталь на станке. Для этого при считывании информации (из файла модели или из чертежа) в модуле БАЗИС-ЧПУ предусмотрены настройки чтения, которые позволяют минимизировать работу технолога и исключить человеческий фактор (рис. 4).
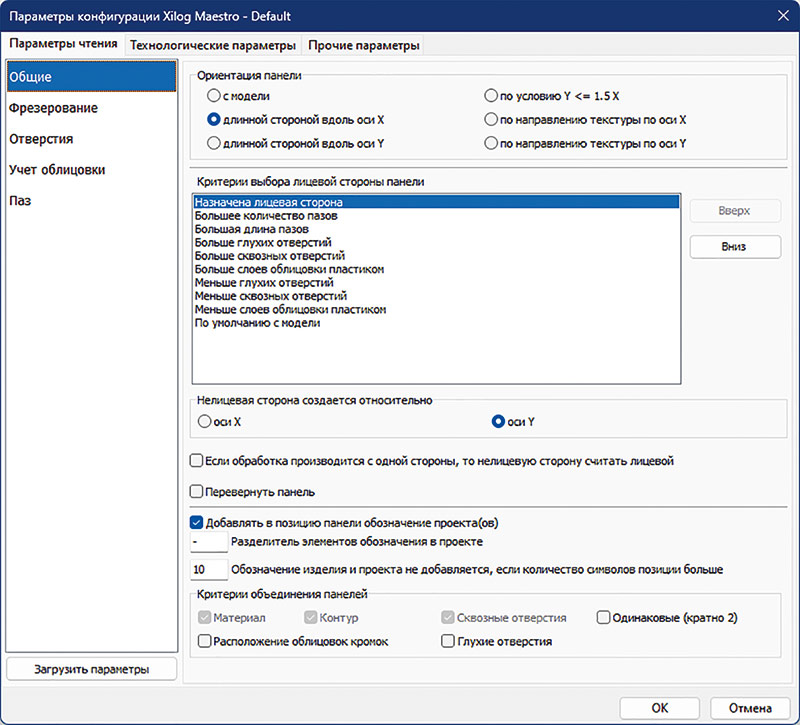
Рис. 4. Окно настройки параметров чтения информации
Настраиваемые параметры чтения делятся на несколько групп:
- Общие. Они позволяют сориентировать деталь, установить критерии выбора лицевой стороны, поскольку установленный конструктором признак лицевой стороны на панели может отличаться из-за технологических особенностей при обработке детали на станке. Для станка лицевой стороной детали принято считать ту, для которой производится большее количество технологических операций. Отдельные станки имеют сверлильные головы сверху и снизу, поэтому могут делать присадку (сверление) с лицевой и не лицевой стороны панели одновременно. Для них дополнительно можно задать критерии объединения панелей, чтобы за одну операцию обработать две детали, положенные друг на друга.
- Фрезерование. Параметры данной группы позволяют предустановить направление обхода фрезы для обработки внешнего и внутреннего контуров, а также задать угол начала обработки или элемент контура. Дополнительно для станков с вертикальной загрузкой деталей пустоты контуров можно преобразовать в операцию обработки выемки, что позволяет избежать повреждения станка в результате падения деталей после обработки фрезой.
- Отверстия. Один из главных параметров в группе — количество установов (файлов) на одну панель. Он используется в том случае, если станок позволяет за одну установку обработать деталь со всех сторон или в станке предусмотрена команда паузы и переворота детали.
- Учет облицовки. Кромки мебельных деталей, изготовленных из плитных материалов, облицовываются (закрываются) различными материалами для защиты изделий от влаги и механических повреждений, снижения выделения токсичных веществ, используемых при производстве плит, и придания изделиям эстетического вида. В зависимости от технологического процесса обработки деталей может быть два варианта облицовки: до присадки отверстий или после присадки. Чаще всего обработка детали на станке производится с уже нанесенной облицовкой кромки, особенно для прямоугольных деталей. В зависимости от выбранного варианта исполнительные координаты всех технологических операций автоматически пересчитываются.
- Паз. Под пазом понимается выемка (углубление) в детали для вставки туда выступа другой детали, или для декоративных целей. Данный параметр позволяет предустановить направление обработки прямолинейных пазов, поскольку пазовальная пила в станке двигается в одном направлении. Помимо этого можно указать способ расположения панели с прямолинейным горизонтальным пазом: ближе к верхнему или нижнему краям. Дело в том, что станки с вертикальной загрузкой, как правило, имеют прижимы снизу и тем самым налагают ограничение на возможную работу пазовальной пилы.
Раздел Технологические параметры (рис. 5) состоит из специфических настроек, предназначенных для конкретной системы управления станком. Как правило, для всех систем управления есть общие параметры, такие как тип входа и выхода фрезы в операции фрезерования, коррекция инструмента, направление обхода фрезерования внешнего контура, тип сверла для глухих и сквозных отверстий и т.д. Однако есть и специфические настройки, в частности для станков, работающих по технологии Nesting. Например, параметр Обработка смежных деталей за один проход позволяет проанализировать полученные траектории обработки деталей на листе материала, а если траектории совпадают на некоторых участках, то объединить их и оставить одну. Тем самым при обработке листа материала за один рез станок позволяет обработать сразу несколько деталей, а не каждую по отдельности.
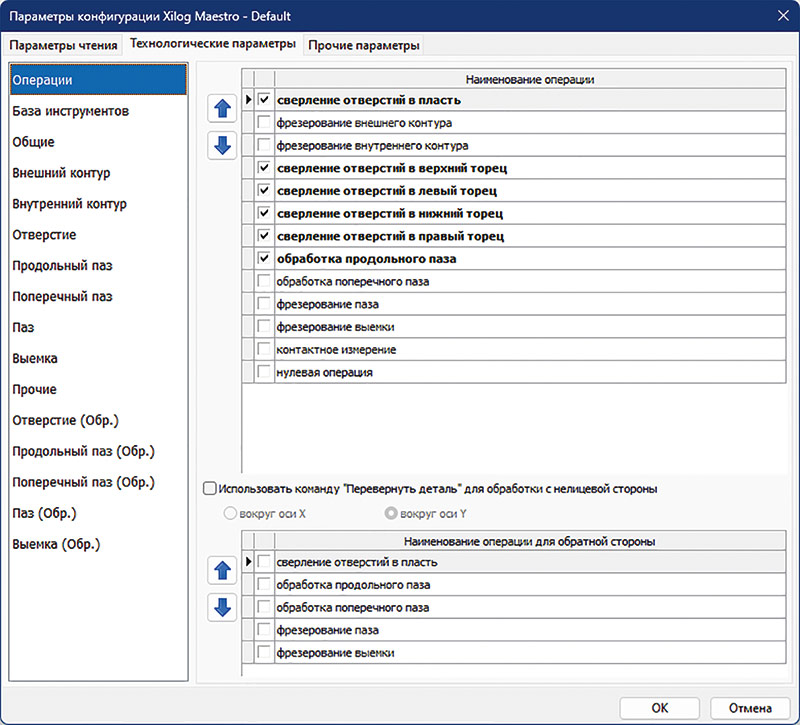
Рис. 5. Окно настроек технологических параметров
Другой параметр — Полный цикл обработки каждого контура по глубине. В том случае, когда количество проходов обработки детали больше одного, его установка позволяет полностью обработать деталь по глубине на листе материала, а затем перейти к обработке следующей детали.
Нередко одна и та же система управления может использоваться на разных типах оборудования производителя. Например, система управления Xilog Maestro на станках итальянского производителя SCM применяется как на сверлильно-присадочном оборудовании, так и на фрезерно-присадочных станках. Модуль БАЗИС-ЧПУ позволяет в конфигурации постпроцессора задавать порядок сохраняемых операций и отключать операции, не поддерживаемые на конкретном станке.
Раздел Прочие параметры (рис. 6) позволяет настроить проверку выполнимости тех или иных операций на конкретном оборудовании. Это информационная часть для пользователя, которая никак не влияет на формирование УП. Дополнительно можно сформировать файл изображения детали с информацией о ней для оперативного информирования оператора на станке.
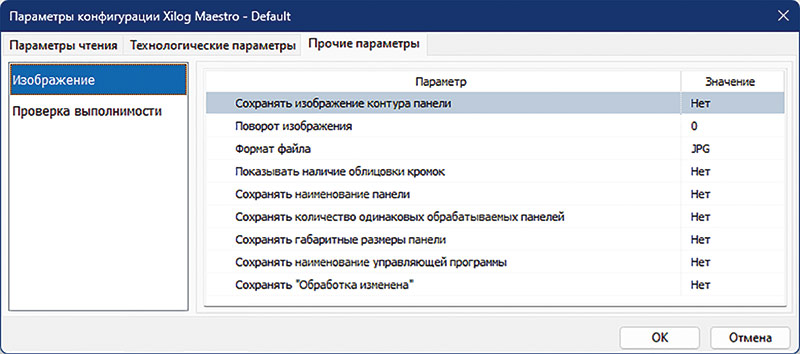
Рис. 6. Окно раздела Прочие параметры
Если на мебельном производстве установлено несколько станков с одной системой управления, в модуле БАЗИС-ЧПУ есть возможность сформировать несколько конфигураций с уникальными параметрами под конкретные станки (рис. 7). Наименование выходного файла УП можно настроить в соответствии с принятыми на производстве требованиями.
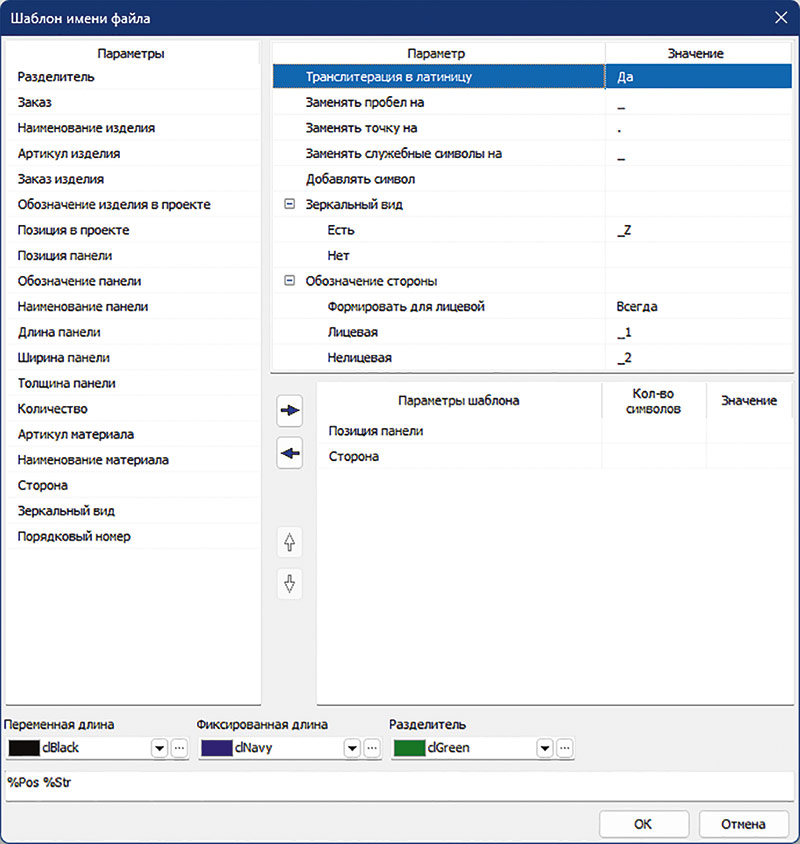
Рис. 7. Окно настройки конфигураций
Для автоматизации производства в настоящее время широко используется штрихкодирование деталей. В системе БАЗИС есть специальный модуль — редактор бирок. Он позволяет формировать шаблоны, указывая, какую информацию и в каком виде следует отображать на них. В соответствии с шаблонами на участке раскроя параллельно с получением деталей для них формируются бирки со штрихкодами (рис. 8) или QR-кодами (рис. 9). В дальнейшем при считывании кодов сканером на фрезерно-присадочных и/или сверлильно-присадочных станках нужные УП будут загружаться автоматически.
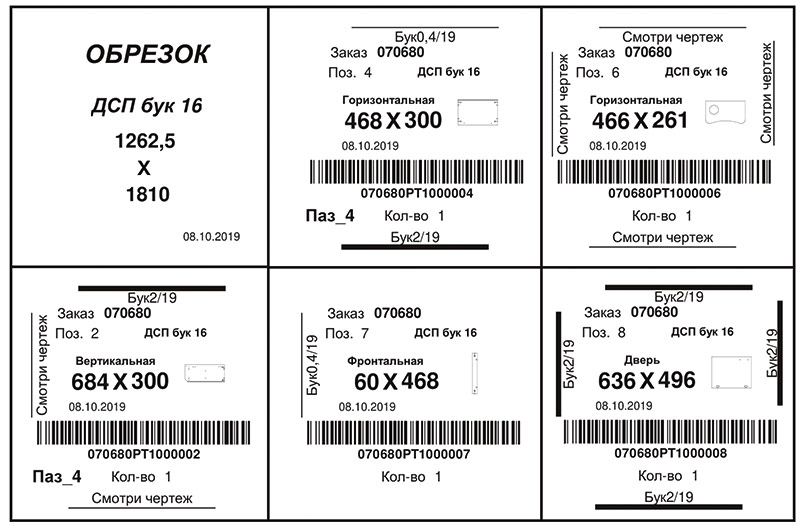
Рис. 8. Пример бирки со штриховым кодом
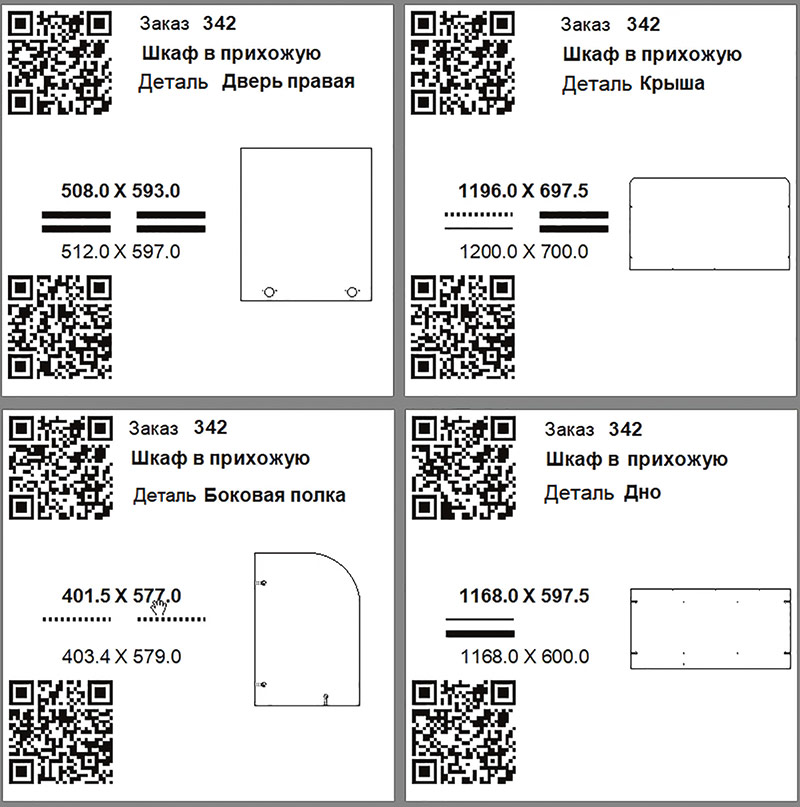
Рис. 9. Пример бирки с QR-кодом
В данный момент начинают набирать популярность автоматические линии, которые с участка раскроя либо с участка Nesting по линии перенаправляют детали на сверлильно-присадочные станки с автоматическим считыванием УП и правильным расположением деталей для загрузки в станок. Для поддержки станков с технологией Nesting в модуле БАЗИС-ЧПУ реализуется автоматическое формирование файлов для печати бирок на листе материала.
Перспективы развития
Массовое распространение станков с технологией Nesting отчасти определяет тенденции развития модуля БАЗИС-ЧПУ. В частности, расширяется спрос на интеллектуальную предварительную обработку деталей, например анализ геометрии деталей на листе и их взаимного расположения или влияния этих параметров на параметры работы станка. Одним из позитивных моментов при такой обработке является минимизация смещений малых деталей при фрезеровании.
Другим перспективным направлением развития считается модификация механизма обработки выемок с целью сокращения количества операций подъема инструмента, а также разработка интеллектуального алгоритма выборки материала, автоматически адаптируемого к произвольной форме детали.
Естественно, будет продолжена оперативная совместная работа с поставщиками оборудования — как с теми, кто уже завоевал определенные позиции на российском рынке, так и с теми, кто выходит на него впервые. В обоих случаях есть серьезная заинтересованность с их стороны в тесной интеграции с системой БАЗИС, поскольку для российских мебельщиков это важный фактор при выборе поставщика.

