

Георгий Погребняк,
руководитель направления
T-FLEX CAM, АО «Топ Системы»
В первой части статьи* мы начали рассказывать о новом приложении комплекса T-FLEX PLM — системе T-FLEX CAM. Во второй части более подробно описаны другие возможности нашего нового продукта.
Траектория обработки в T-FLEX CAM
Теперь можно перейти непосредственно к процессу получения самой траектории, которая будет формироваться на основании заданных ресурсов (исходных данных) и параметров самой обработки. Следует отметить, что обработки имеют свою типизацию, которая демонстрирует их различия между собой не только составом параметров и настроек, но и логикой применения. Сначала стоит сказать, что все типы разделены изначально на базовые виды, которые характеризуют основу механической обработки: токарная, фрезерная и обработка отверстий. У каждого вида есть свои типы, но при этом жесткого разделения между видами или типами обработки нет, то есть при создании фрезерной обработки мы можем в процессе работы переключиться на другой не только между фрезерными типами, но и даже между токарными. Конечно, некоторые данные нужно будет явно перезадать, но исходные ресурсы менять не надо. Ограничения на смену типа возникают только после создания, когда пользователь переходит в режим редактирования. Важной особенностью обработки является то, что она не требует обязательного наличия траектории при попытке сохранения изменений ее параметров, то есть пользователь может производить настройки итерационно и в нужный ему момент выполнить расчет траектории. Отсюда мы подошли к тому, что для получения траекторий нам необходимо выполнить их расчет или генерацию на основе всех данных и параметров обработки. Расчет является осознанным действием пользователя, так как именно в этот момент он подготовил первичную структуру и набор данных, после чего готов запустить процесс для получения желаемого результата. Сам процесс расчета является весьма непростым, так как включает в себя несколько основных этапов:
- проверка на корректность введенных данных;
- конвертация или преобразование геометрических данных, например триангуляция твердых тел или поверхностей;
- формирование опорной геометрии, которая является базовой или ведущей в зависимости от применяемого расчетчика;
- различные операции по определению границ и областей обработки;
- формирование проходов и/или слоев;
- формирование вспомогательных перемещений;
- финальная постобработка траектории и генерация ее в сцену.
Состав и количество этапов может сильно отличаться в зависимости от типа обработки и набора задаваемых параметров и настроек.
Параметры обработок
Теперь рассмотрим сами параметры обработок. Для каждой из них предусмотрен одинаковый состав вкладок (групп) параметров, которые определяют привычный порядок подготовки и задания параметров для обработки (рис. 1):
- «Общие параметры» — определение типа и задание ресурсов (исходные данные); одинаковая для всех типов.
- «Параметры геометрии» — определение целевой геометрии, которую необходимо обработать в рамках текущей траектории обработки (траектории); уникальная для большинства.
- «Параметры обработки» — определение параметров, влияющих непосредственно на формирование проходов траектории, а также управление стратегией и порядком обработки; уникальная для большинства.
- «Вспомогательные перемещения» — настройка вспомогательных (дополнительных) перемещений (подходы, заходы и т.д.); уникальная для большинства.
- «Режимы обработки» — задание параметров режимов работы оборудования в рамках текущей обработки; одинаковая для большинства.
- «Параметры визуализации траектории» — определение формата и стиля отображения секций траектории текущей обработки; одинаковая для всех типов.
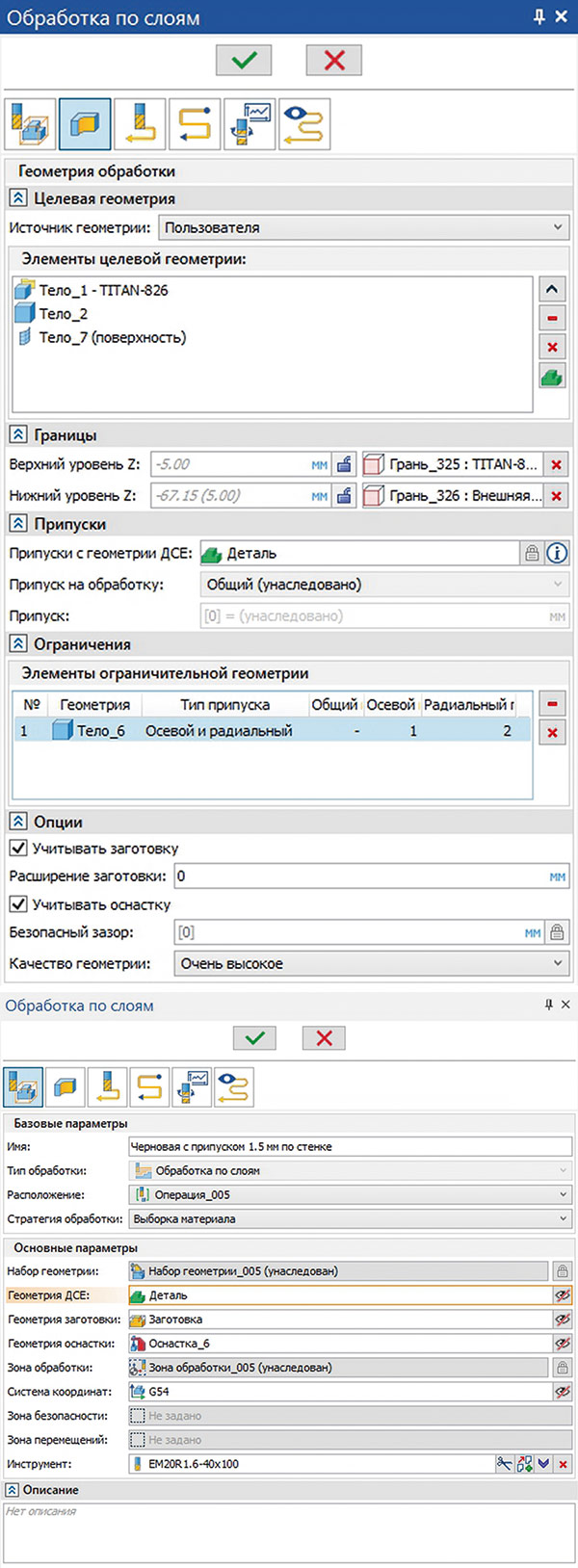
Рис. 1. Параметры обработок
На основании всех параметров, заданных в этих группах, путем расчета генерируется траектория обработки, которая представляет собой не просто криволинейную геометрию, но и содержит в себе различные геометрические и технологические свойства. В основном вся траектория делится на два основных типа данных: «стадия» и «секция». Стадия определяет текущее событие для отдельных сегментов (участков) траектории. Например, линейное перемещение с рабочей подачей будет состоять из двух частей. Секция состоит из совокупности стадий, которые образуют разновидность движений с точки зрения обработки, например «Резание» или «Ускоренное», подход или отход, заход или выход и др. Каждый тип секции может иметь свои отличительные индивидуальные визуальные свойства: можно настроить цвет, стиль или толщину сегментов секции, что, в свою очередь, позволяет управлять визуальными свойствами для отдельных проектов, групп и даже обработок, если необходимо выделить их индивидуальность на фоне остальных. Помимо этого можно получить доступ к составу траектории на более глубоком уровне, то есть состав представлен в виде последовательного списка стадий и секций, которые включают в себя описание всех сегментов и технологических событий (активация шпинделя или СОЖ). В дополнение к этому можно получить доступ и к упрощенному режиму редактирования траектории на основе геометрических данных (координаты и ориентация) сегментов траектории.
Теперь перейдем непосредственно к возможностям типов обработки. Перечислим их для фиксации. Фрезерный блок включает в себя следующий перечень типов обработки:
- обработка по слоям;
- обработка контура;
- обработка по плоскости;
- обработка по кривой;
- обработка поверхности;
- обработка погружением по вертикали.
Текущий состав покрывает базовые возможности 2.5D- и 3D-фрезерной обработки, то есть применение не более трех осей оборудования. Каждая из перечисленных обработок обладает уникальными для себя параметрами и работает с определенными источниками геометрии. Например, обработка по слоям использует сеточные (полигональные) тела, которые получаются при помощи триангуляции твердого тела. Обработка по слоям поддерживает различные стратегии обработки, такие как выборка материалов, обработка пола, обработка стенок и комплексная обработка, то есть включает в себя как черновую, так и получистовую технологию обработки. В зависимости от выбранной стратегии обработки доступны различные формы проходов, такие как параллельные проходы, проходы по эквидистанте и спирали. Дополнительно присутствуют также адаптивная и циклоидальная (трохоидная) формы проходов, направленные на обеспечение равномерной нагрузки на инструмент при удалении материала с ориентиром на высокоскоростную обработку (рис. 2).
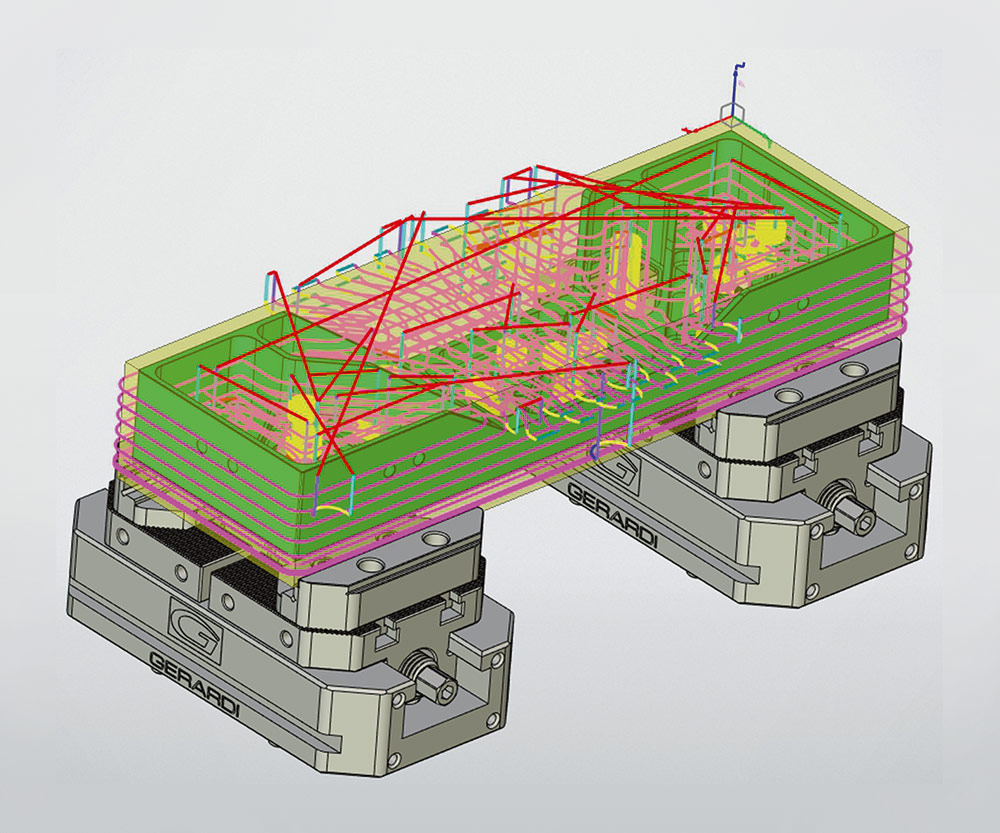
Рис. 2. Пример обработок в T-FLEX CAM
Обработка контура, в отличие от обработки по слоям, работает уже с проволочной геометрией, то есть в качестве исходной геометрии используются кривые или 3D-профили, или, проще говоря, — контуры. Учитывая, что в основном компоненты набора геометрии содержат твердые тела, для пользователя предусмотрена возможность получать контуры как вручную, так и автоматически. Для этого достаточно указать уровень сечения, где будет получен очерк геометрии ДСЕ, который будет учитывать все выступы или уступы выше заданного уровня в направлении оси Z системы координат обработки. Тем самым реализованный подход позволяет контролировать формирование слоев с гарантией отсутствия зарезов ДСЕ. Обработка контура включает в себя режимы черновой и чистовой обработки, поддерживающие все формы проходов по аналогии с обработкой по слоям (рис. 3).
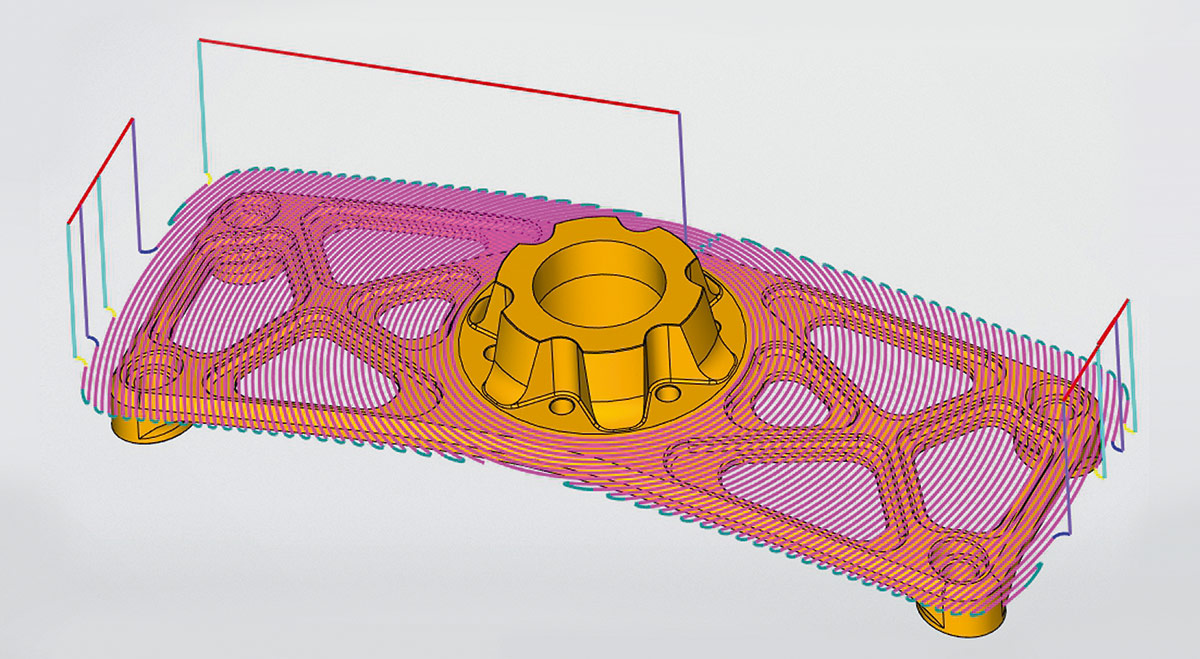
Рис. 3. Обработка контура в T-FLEX CAM
Стоит сказать несколько слов и про обработку по плоскости, которая представляет собой торцовку плоскости, ориентированную на черновые предварительные операции обработки заготовки. Основные возможности заложены в различные опции работы с одиночным контуром, которые и выделяют ее на фоне остальных обработок. Следующая обработка по кривой является более упрощенным представлением обработки контура. Она работает только непосредственно с ручным указанием кривой или 3D-профиля, которые могут быть смоделированы инструментами T-FLEX CAD или посредством последовательного выбора ребер или целой грани (внешнего цикла) напрямую на поверхности геометрии ДСЕ. В отличие от обработки контура, которая работает только с плоскими контурами (с 2D), обработка по кривой позиционирует себя как полноценная 3D-обработка.
Более обширными возможностями в плане 3D-обработки является обработка по поверхности, которая может воспринимать в качестве целевой геометрии как все тело, так и набор отдельных поверхностей. При этом можно задавать различные варианты управляющей геометрии, которая позволяет формировать движение (направление) проходов по заданным поверхностям. Среди вариантов управления формы проходов возможны следующие комбинации: вдоль кривой, параллельно поверхности или множеству кривых, между двумя кривыми или поверхностями. Дополнительно следует отметить функцию по выбору уровня границ обработки с опциями выхода инструмента на эти границы. Данная обработка также поддерживает режимы черновой и чистовой обработки и различные формы проходов — по эквидистанте и спирали, если ведется обработка всей детали (тела). Необходимо отметить также дополнительный режим обработки внутренних углов и скруглений, который автоматически находит их по триангулированной сетке тела (рис. 4).
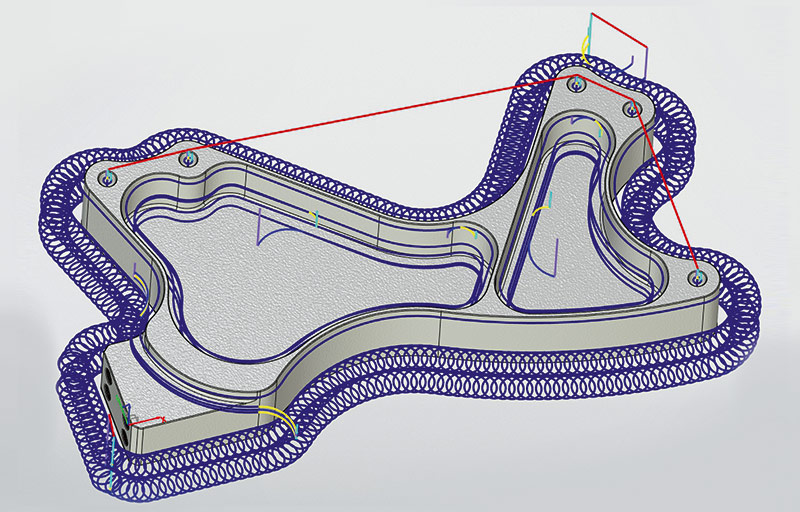
Рис. 4. Обработка по поверхности в T-FLEX CAM
Последним типом фрезерной обработки является обработка погружений по вертикали или, в упрощенной интерпретации, просто плунжерная обработка. Все рабочие перемещения (резание) выполняются вертикальным опусканием инструмента в материал, в данном случае обработка также представляет собой черновой и чистовой режимы, а на каждом этапе (слое) выполняется контроль зарезов геометрии ДСЕ. Также предусмотрены настройки задания точек предварительного засверливания, которые определяют возможность учета внутренних контуров. Индивидуальной особенностью плунжерной обработки является возможность управлять формой радиальных проходов, по которым будет выполняться погружение с заданным шагом слоя вдоль кривой. Кривой можно задать свою форму (состав аналогичен обработке по слоям и обработке контура, за исключением циклоиды) с заданным шагом разбиения. Это позволяет выполнять оптимальные и равномерные погружения без высокой нагрузки на инструмент.
Токарный блок включает в себя такие базовые операции, как:
- обработка торца;
- обработка по слоям;
- обработка контура;
- обработка канавок;
- обработка отрезанием.
Токарная обработка выделяется возможностью автоматически определить целевую геометрию обработки и ее положение за счет автоматического получения обрабатываемого контура и параметров конфигурации инструмента в зависимости от направления вращения шпинделя. К конфигурации токарного инструмента в данном случае относятся направление и сторона режущей части в комбинации с направлением вращения шпинделя и наклона резца. Совокупность этих параметров дает расчетчику возможность автоматически определить сторону резания и положение обработки. Это позволяет очень быстро и корректно формировать траектории обработки без дополнительной ручной настройки всех параметров пользователем. При этом пользователь может еще точнее определить область обработки, если не хочет, чтобы расчетчик выполнял обработку всего контура детали. По сравнению со старой версией продукта T-FLEX ЧПУ, в T-FLEX CAM больше нет разделения на 2D и 3D. Токарная обработка полноценно встроена в трехмерное пространство и полностью адаптирована к другим типам обработки. Кроме того, токарная обработка больше не отделена от фрезерной, а полностью совмещена с ней в общей структуре данных файла. Также стоит отметить, что в сравнении с западной CAM-системой, где приходилось создавать специальную токарную геометрию, а иногда и задавать контуры вручную, в T-FLEX CAM все контуры формируются автоматически на основании получения очерка вращения твердых тел. Непосредственно перечисленные выше типы предусматривают как черновые, так чистовые режимы, а некоторые из них даже содержат возможность адаптивной формы стратегии (рис. 5).
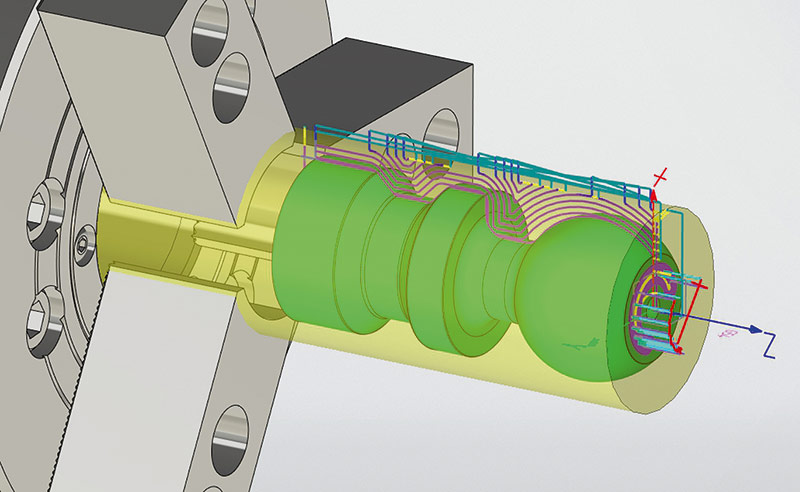
Рис. 5. Токарная обработка в T-FLEX CAM
Последний блок — Обработка отверстий — включает в себя классические и специализированные типы:
- сверление;
- центрование;
- зенкование;
- цекование;
- развертывание;
- резьбонарезание.
Типы образуют классические и специализированные обработки, которые направлены на использование параметров геометрии инструмента и конструкции отверстий. При формировании набора отверстий выполняются проверки на возможность или корректность их обработки с учетом заданного инструмента. Например, для зенкования проверяется угол конуса фаски отверстия и самой зенковки, чтобы обеспечить генерацию траектории без зарезов. Другим примером является проверка смежной плоской грани у цековочного отверстия на радиус скругления между ними и самим инструментом. В каждой из обработок внедрены соответствующие проверки с учетом специфики ее назначения. Но при этом предусмотрена возможность и отказа или игнорирования проверок, не подходящих под инструмент. В таком случае пользователь в ручном режиме определяет параметры обработки, игнорируя все геометрические характеристики поверхностей, которые были вычислены автоматически.
Симуляция обработки
Переходим к следующему этапу, а именно к симуляции обработки (рис. 6). На текущий момент предусмотрены следующие опции симуляции обработки:
- движение инструмента по траектории;
- съем материала заготовки;
- контроль зарезов ДСЕ;
- контроль столкновений с заготовкой и оснасткой;
- контроль касания нерабочей части инструмента с элементами геометрии;
- управление визуальными свойствами (цвет и прозрачность) всех исходных данных;
- возможность сохранения результатов симуляции обработки в любой момент времени.
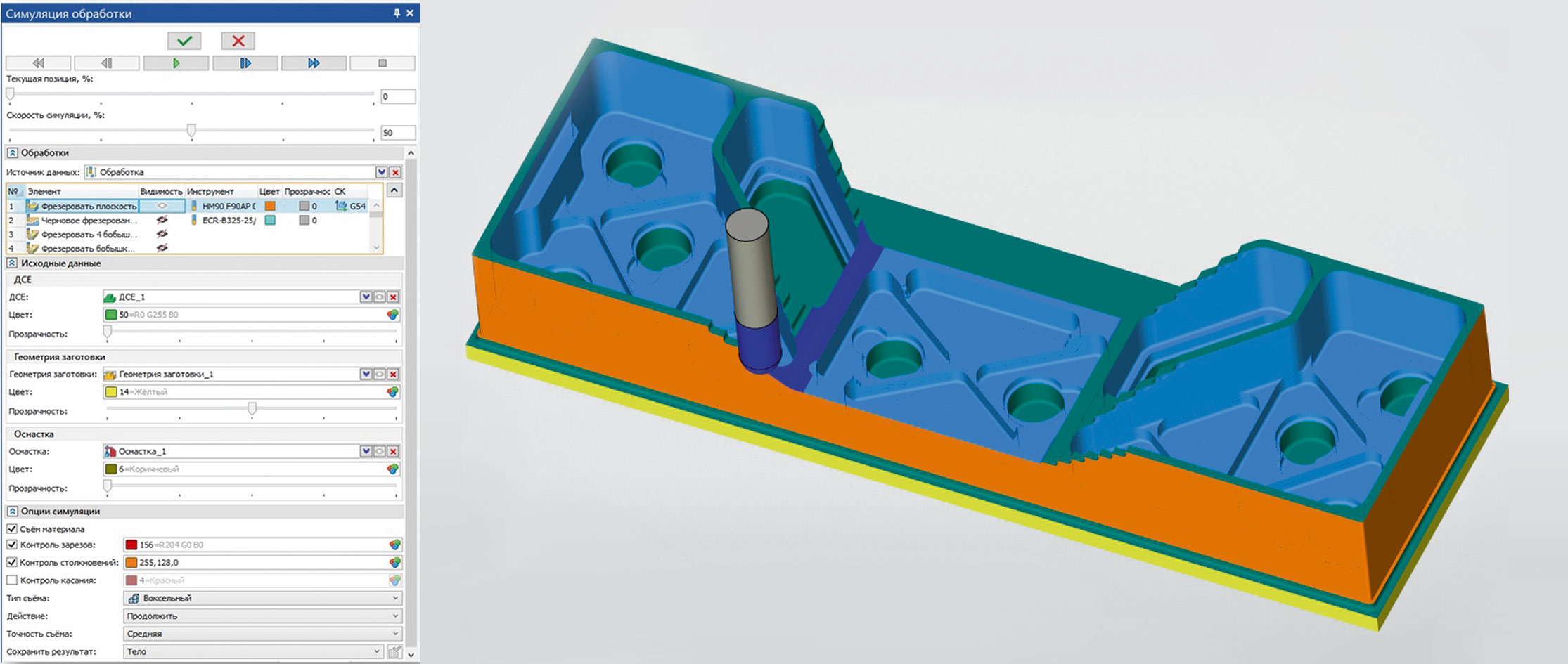
Рис. 6. Интерфейс Симуляции обработки
Симуляция поддерживает два типа съема материала: сеточный и воксельный. Сеточный съем более популярен среди множества других систем; воксельный встречается редко. В данном случае воксель представлен в виде множества кубиков, которые вписываются в состав самого тела — чем больше глубина октодерева, тем сложнее и точнее модель вокселя. В плане визуальных различий разница между съемами незначительная, но стоит отметить, что сеточный съем более производительный по сравнению с вокселем. В целом и тот и другой могут решать основные задачи. Стоит упомянуть, что сегодня ведутся серьезные разработки по использованию твердотельного съема материала. Основным его преимуществом является то, что в качестве результирующего будет именно твердое тело с аналитической геометрией, то есть оно будет содержать честные грани и ребра. Впоследствии это тело можно будет измерить и использовать в качестве образца для сравнения с конструкторской моделью.
Постпроцессор
В завершение нашего текущего обзора хочется, конечно, упомянуть и о постпроцессоре (рис. 7). При сравнении с T-FLEX ЧПУ подход к разработке экземпляров постпроцессоров кардинально изменился. Ранее возникали серьезные задачи редактирования и создания постпроцессоров. Конфигуратор не позволял сделать что-то сложное. Все постпроцессоры писались на C++ и требовали специализированной среды разработки, а также средства компилятора. Разработка постпроцессоров под T-FLEX ЧПУ повышала требования к квалификации и навыкам технолога-программиста, требовались специальные инструменты, включая библиотеки для сборки приложения. В новом T-FLEX CAM эта задача решается возможностью редактировать постпроцессоры без каких-либо специальных средств при помощи любого текстового редактора и даже в отсутствие T-FLEX CAD. Тем не менее для более эффективного использования наличие T-FLEX CAD рекомендуется. Основным языком программирования выбран Python, который, позволяя делать различные структуры для работы любого постпроцессора, является более простым в освоении, чем C++ или C#. Дополнительно для постпроцессора подготавливается специализированный набор данных под названием «CAMDATA», который включает в себя состав событий и параметров в формате данных и используется в структуре самого постпроцессора на основе обработок, переданных ему в контекст. Информация, содержащаяся в CAMDATA, в первую очередь направлена в помощь разработчику экземпляра постпроцессора, которая позволяет применять уже готовые и часто используемые параметры, необходимые для вывода в код управляющей программы, без дополнительных преобразований или вычислений, то есть без лишнего кода. Значения выдаются уже в нужном формате. Разработка постпроцессора упрощается в плане навыков программирования, планка дополнительной квалификации снижается. Это расширяет круг специалистов, которые могут овладеть данным функционалом.
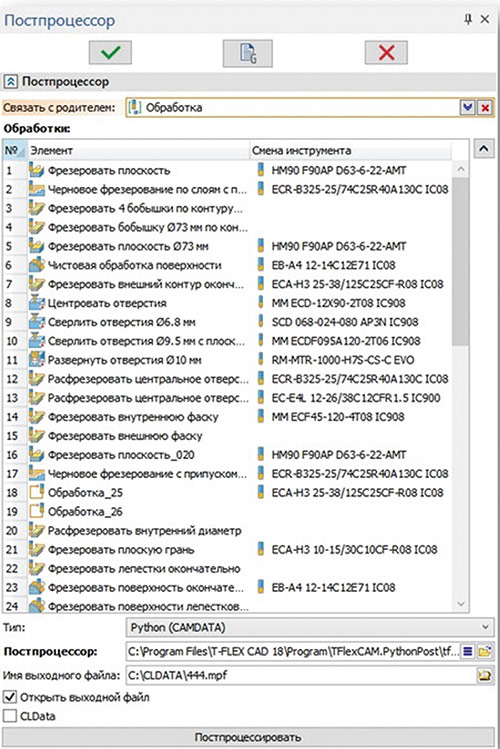
Рис. 7. Постпроцессор в T-FLEX CAM
T-FLEX CAM не будет стоять на месте, в наши планы входят большие разработки по развитию функционала, направленные в первую очередь на многоосевую обработку, и многое другое.
***
Компания «Топ Системы» — российский разработчик программного комплекса для разработки и управления жизненным циклом изделия, обеспечивающего полный цикл конструкторско-технологической подготовки производства. Самыми известными продуктами компании являются параметрическая САПР T-FLEX CAD и программа T-FLEX DOCs для комплексного управления инженерными данными предприятия и решения задач управления конструкторско-технологическими данными. Оба продукта входят в состав программного комплекса T-FLEX PLM, в основе которого лежит платформа, обеспечивающая единое безопасное информационное пространство.

Сайт компании «Топ Системы»

