
Во второй части цикла статей рассматриваются вопросы, связанные с настройкой алгоритмов автоматического формирования чертежно-конструкторской документации и идентификационных бирок в системе БАЗИС, что является первым шагом внедрения безбумажной технологии на мебельном производстве.
Внедрение безбумажной технологии на мебельном производстве дает очевидные конкурентные преимущества. Однако для достижения такого уровня автоматизации необходимо определенным образом настроить модули системы БАЗИС, а также реализовать некоторые организационные мероприятия. Первый шаг — выпуск чертежей в электронном виде.
Как настроить выпуск чертежей
Алгоритмы автоматического формирования чертежей в системе БАЗИС имеют огромное количество настраиваемых параметров. Это позволяет учитывать как технологические особенности проектных и производственных процессов, так и субъективные привычки специалистов конкретного предприятия. С точки зрения использования электронных чертежей рекомендуются следующие настройки:
- запись чертежей не отдельными файлами, а библиотекой;
- выбор иерархической расстановки позиций, при которой каждому объекту автоматически присваивается номер позиции и обозначение — уникальные идентификаторы в пределах сборочной единицы и модели соответственно;
- использование определенных форматов наименований объектов.
Рассмотрим более подробно последнюю рекомендацию. Окно форматов наименований при иерархической расстановке позиций показано на рис. 1. Формат наименования любого объекта представляет собой комбинацию подстановочных знаков, меню которых изображено на рис. 2, и текстовых строк. Рекомендуется использовать следующие форматы наименования:
- чертеж и спецификация — обозначение сборочной единицы;
- сборочный чертеж — обозначение сборочной единицы с добавлением в конце символов СБ;
- библиотека чертежей — наименование заказа;
- подгруппа в библиотеке — наименование и обозначения сборочной единицы, разделенные пробелом;
- остальные объекты именуются так, как принято на предприятии для выпуска чертежей.
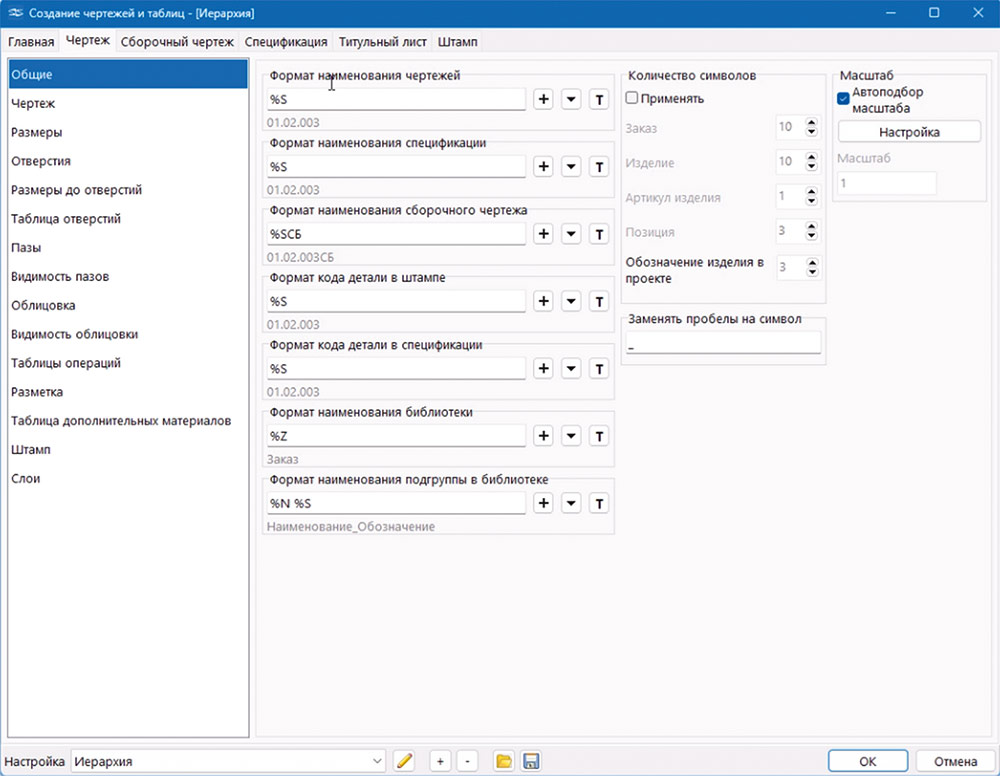
Рис. 1. Окно наименований объектов
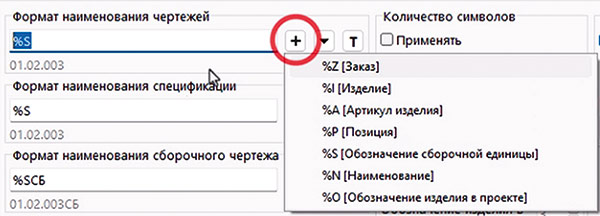
Рис. 2. Меню подстановочных знаков
В первой части статьи отмечалось, что на каждом рабочем месте желательно отображать только те объекты чертежа, которые актуальны для оператора. Например, на участке облицовки кромок информация о пазах на пласти детали является избыточной, и ее можно не показывать. Это достигается распределением объектов чертежа по отдельным слоям (рис. 3), которые включаются или выключаются по мере необходимости. Наименования слоев могут быть произвольными, однако более рационально присвоить им уникальные имена, совпадающие с типами размещаемых в них объектов (рис. 4).
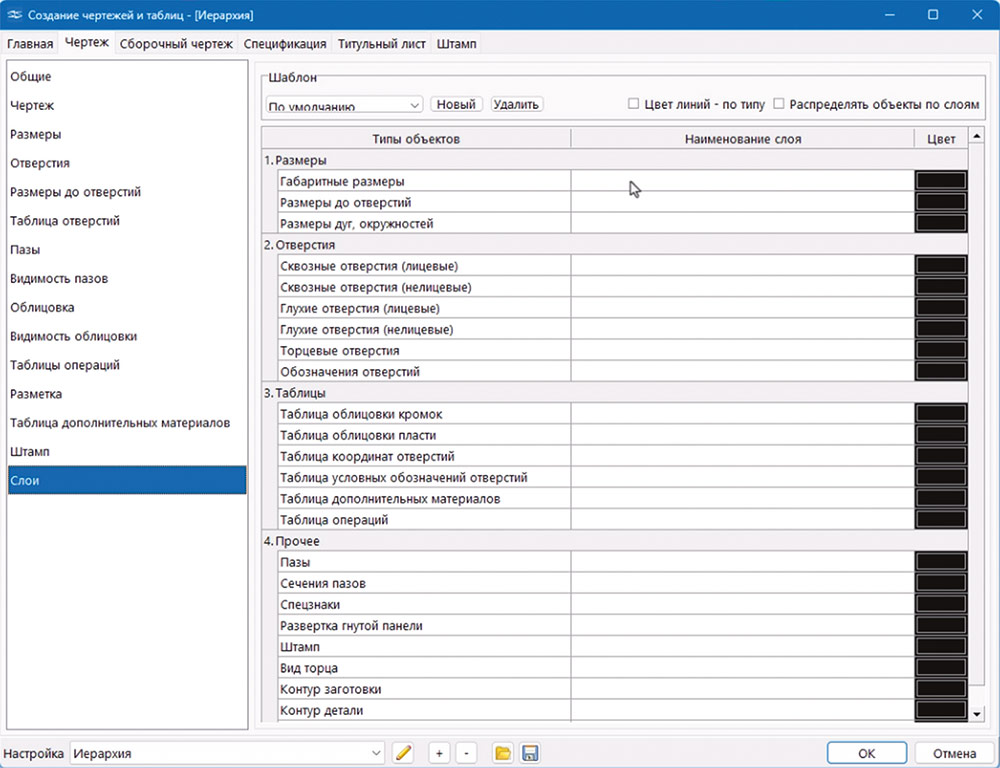
Рис. 3. Распределение объектов по слоям
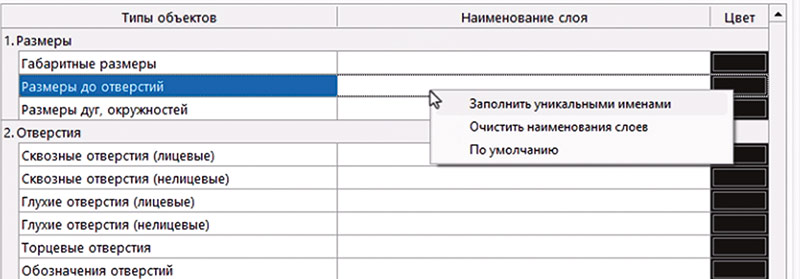
Рис. 4. Заполнение наименований слоев
Остальные настройки алгоритмов формирования чертежей с точки зрения безбумажной технологии не принципиальны, поэтому они выбираются в соответствии с принятыми на предприятии требованиями.
После выполнения указанных настроек выпустим чертежи на мебельное изделие из первой части статьи. Обратим внимание на один момент: структура и наименования чертежей в библиотеке соответствуют уровням вложенности сборочных единиц в самом изделии (рис. 5).
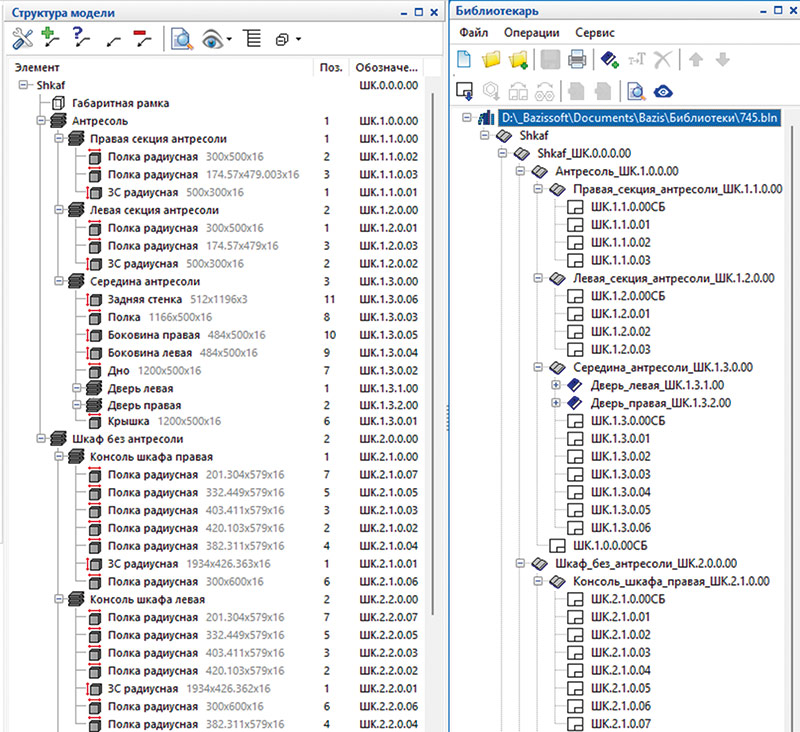
Рис. 5. Структура библиотеки и вложенность сборочных единиц
Теперь посмотрим любой чертеж, все объекты которого распределены по слоям. Визуально этого не заметно, и чертеж смотрится единым целым. Однако на каждом рабочем месте можно настроить индивидуальную конфигурацию визуализации так, чтобы рабочий видел всю необходимую ему информацию и ничего лишнего. Если просмотр моделей, чертежей и спецификаций необходим не только на производстве, но и на удаленных рабочих местах, созданную библиотеку следует передать в облако (рис. 6). В этом случае формируется ссылка для просмотра и обращаться к библиотеке можно через любой браузер. На этом первая часть по подготовке к использованию безбумажной технологии завершена.
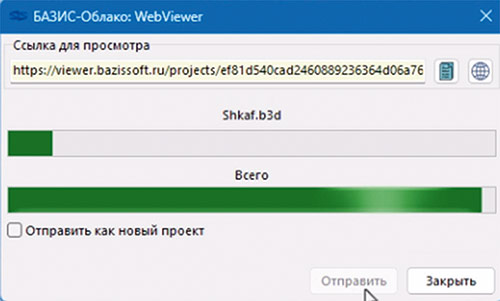
Рис. 6. Пересылка библиотеки в облако
Работа с бирками
Безбумажная технология на производстве предполагает использование бирок с штриховыми или QRкодами для однозначной идентификации деталей с целью получения нужной информации о них. Первой технологической операцией при изготовлении корпусной мебели является раскрой листовых материалов. Соответственно, при ее выполнении формируются и печатаются бирки, которые наклеиваются на заготовки. Модуль БАЗИСРаскрой принимает данные из модели изделия и формирует список раскраиваемых материалов (рис. 7). В рассматриваемом изделии используются два материала: ЛДСП и МДФ. Выберем постпроцессоры для раскроя, например симулятор и нестинг (рис. 8). Это не обязательный выбор, можно формировать карты раскроя и для обычного форматнораскройного станка. Поскольку в модели два материала и выбрано два постпроцессора, то будет сформировано четыре комплекта карт раскроя. Выберем вариант раскроя ЛДСП для нестинга и перейдем к печати бирок.
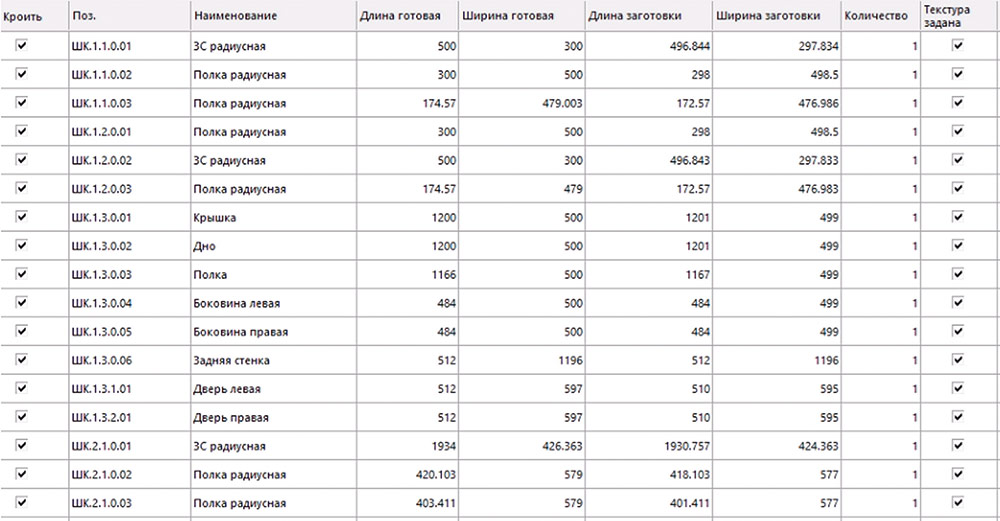
Рис. 7. Список раскраиваемых материалов
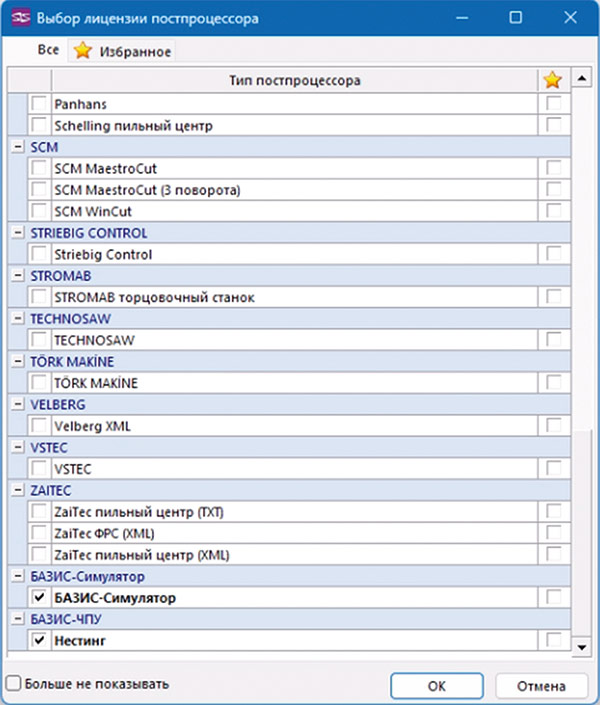
Рис. 8. Окно выбора постпроцессоров
Для этого существует модуль БАЗИСБирка, который можно вызывать из других модулей системы БАЗИС или запускать автономно. Чаще всего, как в данном случае, он вызывается из модуля БАЗИСРаскрой. Процесс формирования шаблонов бирок представляет собой визуальное размещение постоянных или составных параметров на рабочем поле шаблона. Список возможных параметров зависит от способа вызова модуля БАЗИСБирка. В рассматриваемом случае основная его часть представляет собой стандартные параметры панелей текущего раскроя (рис. 9).
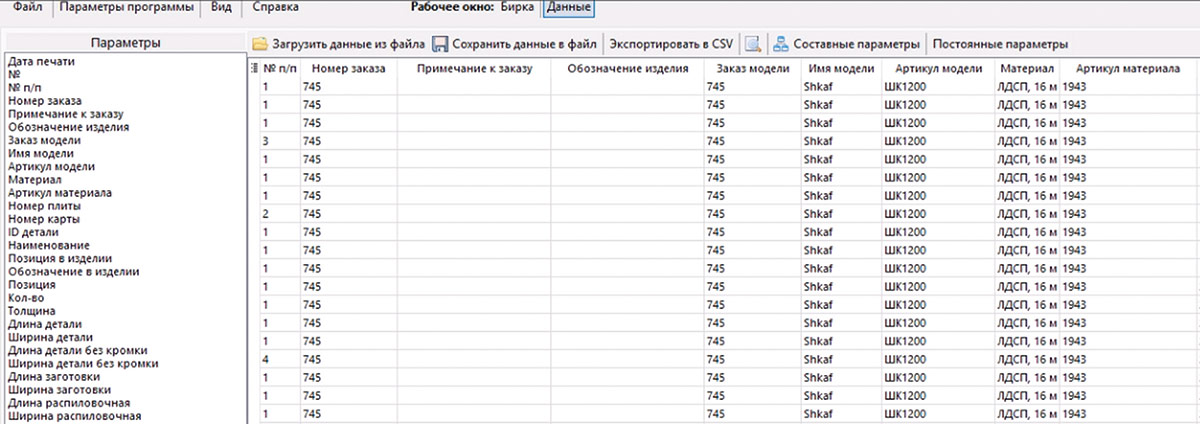
Рис. 9. Фрагмент списка стандартных параметров
Минимальная информация на бирке — штрихкод или QRкод. Этого достаточно для идентификации детали и просмотра информации о ней на различных устройствах. Однако бирку можно сделать гораздо более информативной. Создадим в качестве примера бирку, которая содержит два QRкода — идентификаторы управляющих программ (УП) для обработки детали с лицевой и обратной стороны, а также некоторую вспомогательную информацию.
Вначале зададим размеры бирки, например 57×57 мм. Далее надо разместить QRкоды с именами нужных управляющих программ, то есть «зашифровать» в них заказ, к которому относится данная деталь, обозначение детали и указание обрабатываемой стороны. Как это сделать?
Предварительно создадим три постоянных параметра (рис. 10). Первый параметр для краткости назовем, например, «_1» и укажем точно такое же значение. Это необходимо для идентификации управляющей программы обработки одной стороны детали. Аналогичным образом создадим параметр «_2» для идентификации УП обработки противоположной стороны. Создадим также параметрразделитель. Пусть его наименованием и значением будет, например, символ «^» (циркумфлекс, или крышечка). Естественно, наименования параметров и их значения могут быть любыми.
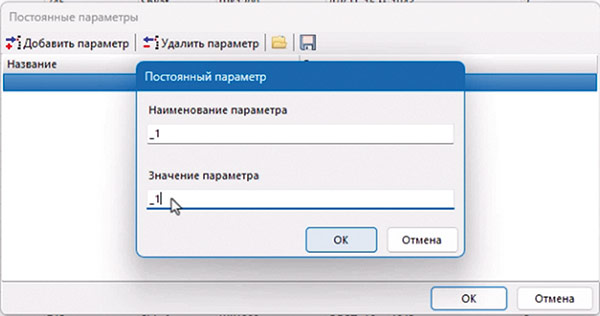
Рис. 10. Создание постоянного параметра
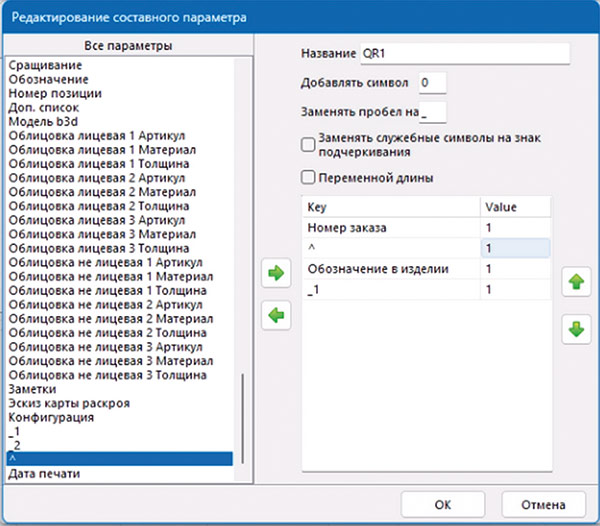
Рис. 11. Создание составного параметра
Далее создадим составной параметр QR1, который будет представлять собой имя управляющей программы, состоящей из имени заказа, обозначения детали и УП. Для этого в соответствующем окне просто «перекидываем» нужные параметры из общего списка в список формируемого параметра, «расставляя» их в нужном порядке (рис. 11). Отметим следующие моменты:
- между номером заказа и обозначением детали в изделии разместим ранее созданный параметрразделитель;
- постоянный параметр «_1» сделаем последним в списке;
- на каждом предприятии принята своя система обозначения объектов, поэтому параметры номера заказа и обозначения изделия сделаем переменной длины;
- на многих станках с ЧПУ запрещается использовать пробелы в именах файлов УП, поэтому при необходимости можно указать заменяющий их символ.
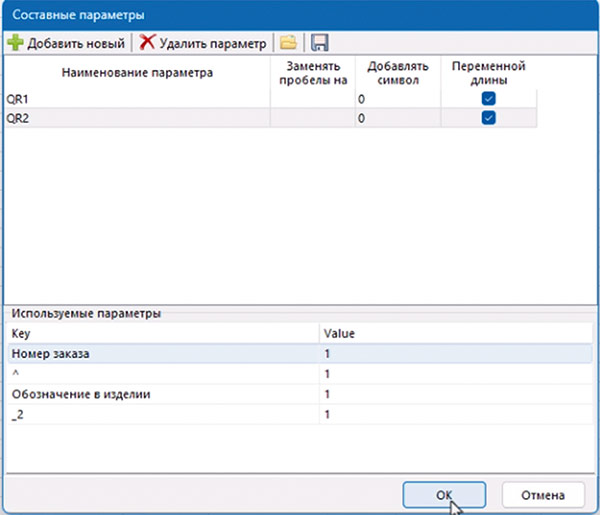
Рис. 12. Составные параметры
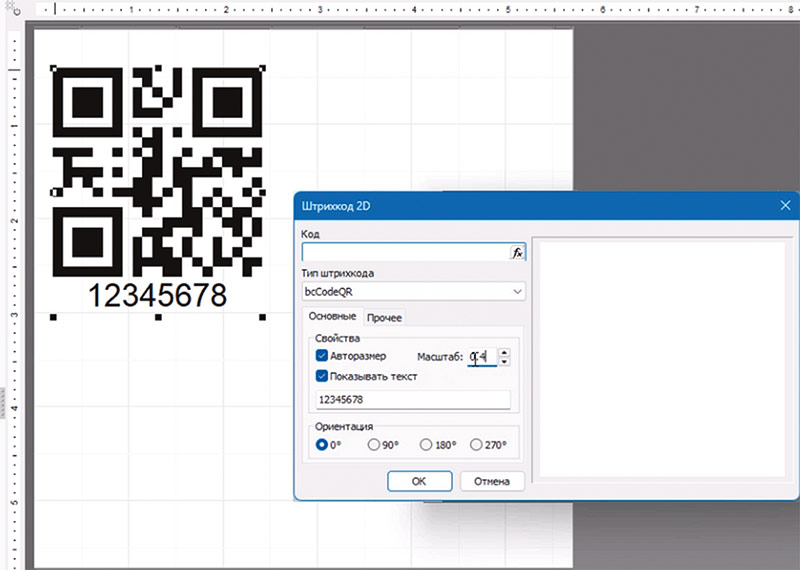
Рис. 13. Размещение QR-кода
Аналогичным образом создадим составной параметр QR2 для второй УП (рис. 12). Далее переходим в режим создания бирки и размещаем на рабочем поле QRкод. Он достаточно хорошо масштабируется и, как показывает практика, при печати на бирочном принтере в масштабе 0,4 в большинстве случаев отлично распознается (рис. 13). Зададим параметры QRкода:
- строку, закодированную в коде, не отображать для экономии места;
- в качестве закодированного набора данных указываем составной параметр QR1, который автоматически был добавлен в дерево данных (рис. 14).
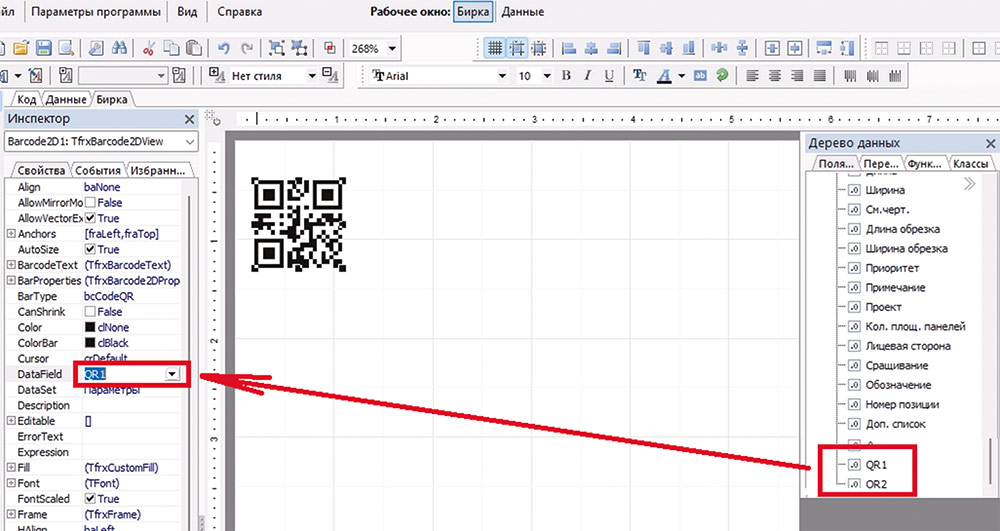
Рис. 14. Определение поля данных QR-кода
Точно так же определяем второй QRкод, разместив его в противоположном углу рабочего поля для удобства считывания сканером.
Добавим в шаблон бирки еще три параметра из дерева данных, снабдив их следующими комментариями:
- номер заказа;
- обозначение;
- длина и ширина детали.
Последний параметр состоит из двух значений, поэтому последовательно переносим их в редактор текста, разделяя символом «х» (рис. 15). Поскольку оба значения являются числовыми, указываем количество цифр после десятичной точки. На этом закончим формирование бирки, хотя при необходимости можно вывести на нее гораздо больше информации, и сохраним шаблон в файл.
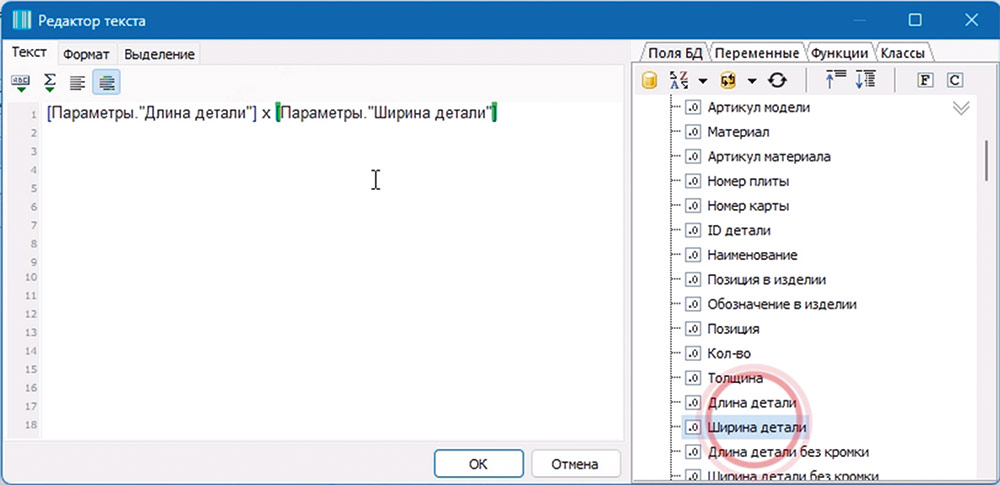
Рис. 15. Редактор текста параметра
Далее для ранее полученных карт раскроя необходимо указать шаблон печати бирок. Для этого в модуле БАЗИСРаскрой в разделе настроек выходной информации следует задать путь к шаблонам бирок отдельно для деталей, обрезков материала и заготовок (рис. 16). Указав имя созданного шаблона, возвращаемся в модуль БАЗИСБирка для визуальной оценки сделанного. Прежде всего в стандартном окне параметров печати указываем размер страницы, то есть рабочего поля бирки — 58×58 мм (рис. 17). Рекомендуется размер страницы указывать на 1 мм больше размера бирки, чтобы она гарантированно разместилась на странице. В противном случае нередко возникает ситуация, когда параллельно с каждой биркой печатается пустая бирка — ее вторая страница, которая не уместилась на первой. Теперь, нажав кнопку просмотра, можно увидеть бирки для всех деталей текущего заказа, напечатанные в соответствии с созданным шаблоном (рис. 18).
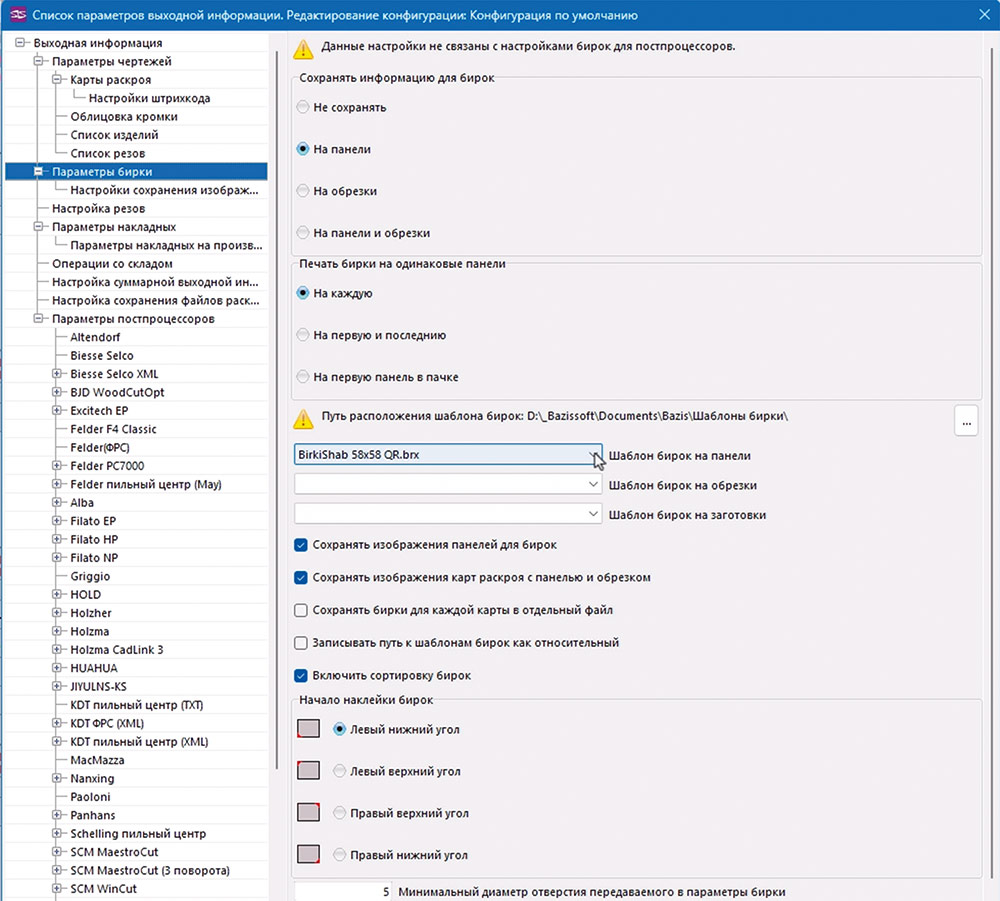
Рис. 16. Редактирование параметров бирок
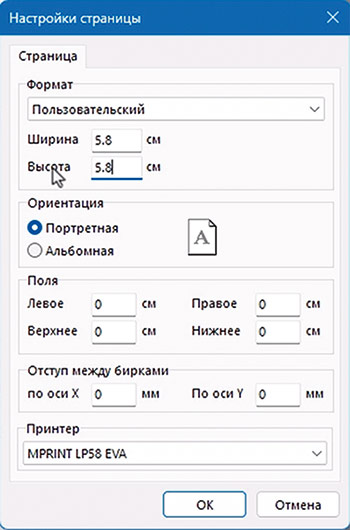
Рис. 17. Настройка параметров печати бирок
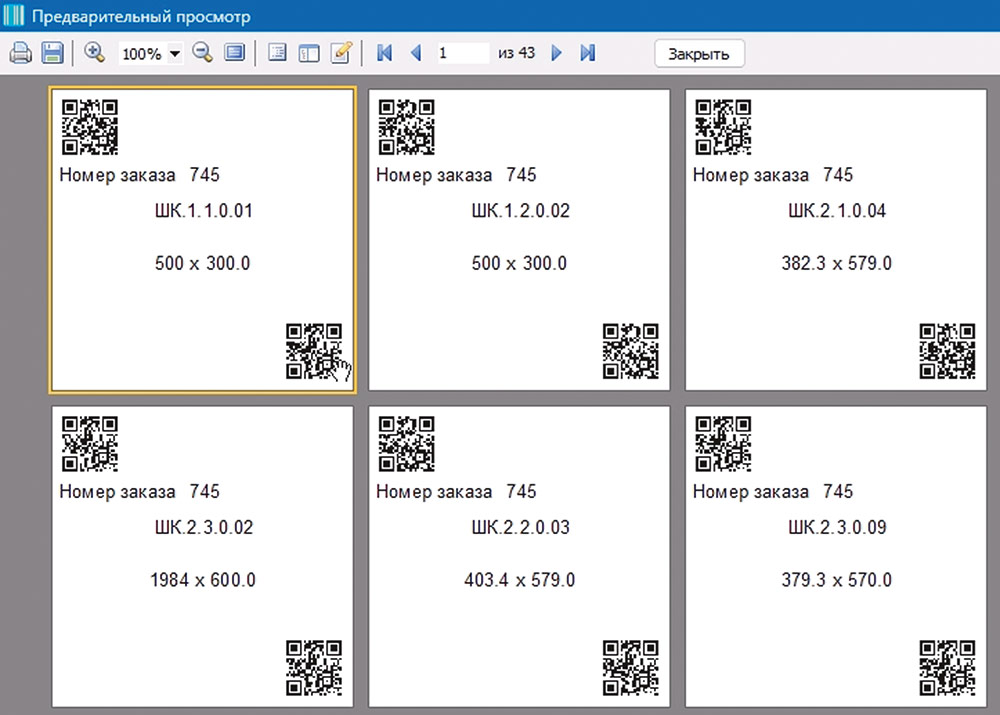
Рис. 18. Фрагмент окна просмотра бирок
А если немного программировать?
Рассмотрим более подробно полученные бирки. На каждой из них по два QRкода. При сканировании кода в левом верхнем углу загружается УП для обработки одной стороны детали, а при сканировании кода в правом нижнем углу — для обработки другой стороны детали. Однако далеко не все детали надо обрабатывать с обеих сторон. Для таких деталей при сканировании второго QRкода будет выдано сообщение о том, что требуемого файла нет, поскольку в модуле БАЗИСЧПУ не было создано соответствующей УП. С одной стороны, ничего страшного: если файла нет, надо переходить к обработке следующей детали. С другой же стороны, оператор, не зная, как должна обрабатываться деталь, будет терять массу времени для сканирования «пустых» QRкодов.
Обладая минимальными навыками программирования, можно «избавиться» от ненужного QRкода. У каждого объекта бирки есть две группы параметров: свойства, которые определяют характеристики объекта, и события — программа, описывающая реакцию объекта на внешние факторы (обработчик события). В данном случае перед печатью очередной бирки надо проверить, как обрабатывается деталь: с одной или с обеих сторон. Обработка обратной стороны детали требуется в том случае, когда есть глухие отверстия в ее пласти с обратной стороны (например, для установки дверных петель) или на обратной стороне детали имеются пазы.
Указанное событие называется OnBeforePrint (перед печатью). Для того чтобы связать его с программой, дважды щелкаем мышью в пустом поле слева от его наименования (рис. 19). В результате формируется заголовок будущей программы, точнее, подпрограммы (в терминах языка Pascal Script) — рис. 20. Дерево данных, в котором находятся параметры модели и из которого выбирали объекты для размещения на рабочем поле бирки, попрежнему доступно. Из него простым «перетаскиванием» можно создавать переменные в программе.
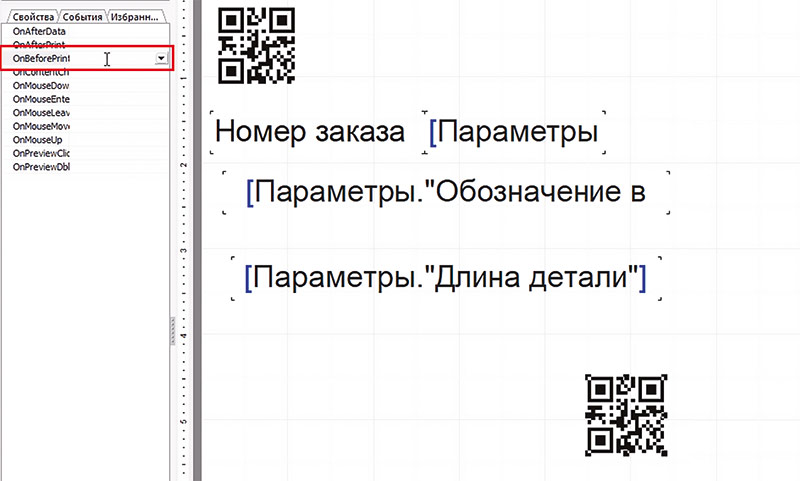
Рис. 19. Список событий
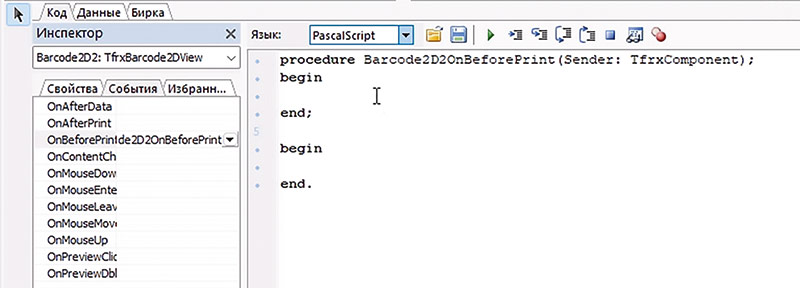
Рис. 20. Заголовок обработчика событий
Если перевести всё вышесказанное на язык Pascal Script, то требуемый обработчик события будет выглядеть так:
Barcode2D2.Visible := false;
if <Параметры."Кол. гл. отв. в пласть низ"> +
<Параметры."Кол. пазов обратных"> > 0 then
Barcode2D2.Visible := true;
Barcode2D2 — это имя второго QRкода, который вначале делается невидимым (не будет печататься на бирке), а затем при выполнении описанных выше условий — видимым. Сохраняем доработанный шаблон и снова переходим в предварительный просмотр бирок. Результат налицо (рис. 21). Теперь оператор станка загружает УП для обработки лицевой стороны, сканируя первый QRкод. Если второго кода нет, то обработка завершена, а если он есть, то оператор переворачивает деталь и сканирует второй QRкод.
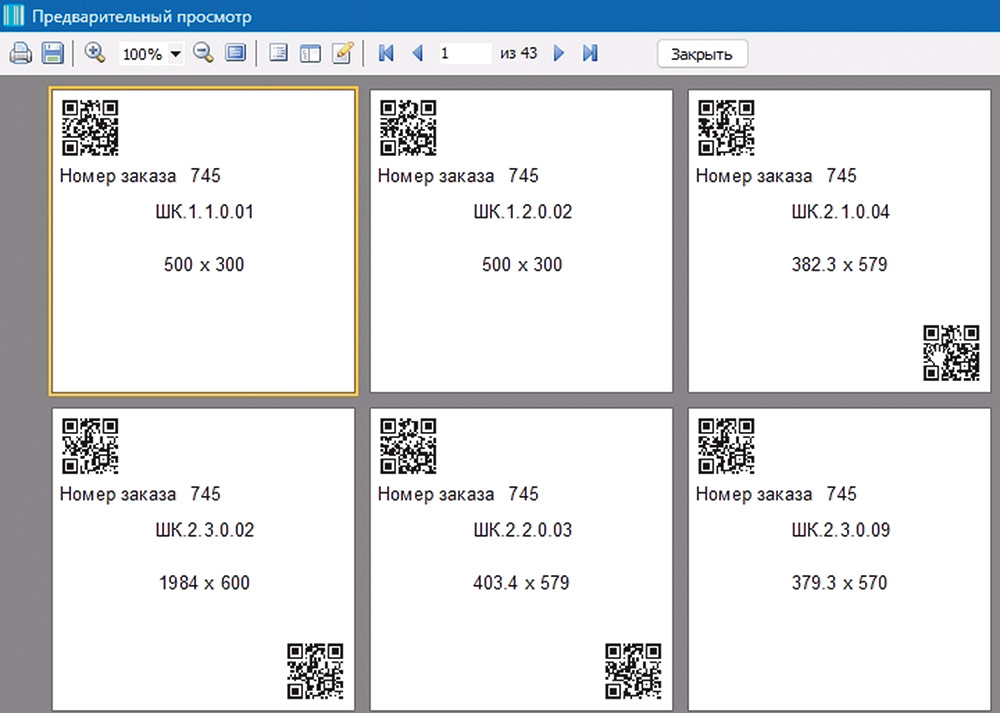
Рис. 21. Бирки с необходимыми QR-кодами
На этом настройка модуля БАЗИСРаскрой для организации безбумажной технологии завершена. По сути, она свелась к формированию шаблона бирки и настройке QRкодов, содержащих имена управляющих программ.

