
Илья Красковский,
начальник отдела внедрения, АО «Цифровая мануфактура»
К кабельным сетям современных изделий предъявляются высокие требования изза увеличения количества электронных устройств, средств связи, навигации, автоматизированных систем и других факторов. Эти требования касаются проектирования, подготовки производства, изготовления и испытаний готовой продукции. Законченными элементами кабельных сетей являются жгуты. Жгут в соответствии с ЕСКД является конструкцией, которая состоит из двух и более изолированных проводов, скрепленных в пучок связыванием (ниткой, лентой) или какимлибо другим способом, и предназначена для электрической связи между элементами аппарата, прибора или устройства. Современные изделия, разрабатываемые на предприятиях РФ, ужесточают основные требования к конструкции жгутов (масса, стоимость, надежность), а также их технологичности и ремонтопригодности на различных этапах жизненного цикла изделий (как при изготовлении, так и на этапе технического обслуживания). При этом необходимо устранить все проблемы, связанные с передачей информации между конструктором и технологом, а кроме того, исключить человеческий фактор. Ведь цена ошибки очень высокая, так как процесс устранения замечаний может обходиться дорого и занимать месяцы переработки документации. Классический подход подразумевает использование в процессе изготовления жгутов следующих конструкторских документов (различные вариации и состав):
- спецификация (основной конструкторский документ, содержащий полный состав жгута);
- таблица соединений (документ, содержащий сведения о всех подключениях, типах проводов, способе заделки, длинах и т.п.);
- схема электрическая принципиальная (Э3) / соединений на жгут (Э4);
- сборочный чертеж (топология, технические требования, позиции компонентов/материалов).
Для решения задачи по разработке цифровой модели жгутов/ изделий целиком и формирования отчетной конструкторской документации в продуктовой линейке АО «Цифровая мануфактура» предусмотрена система класса ECAD — САПР «Макс». Данная система уже зарекомендовала себя при проектировании многих современных изделий на предприятиях РФ, получив высокую оценку пользователей.
Цифровая модель жгута/изделия, сформированная в САПР «Макс», накапливает в себе все знания по проекту (и конструкторские, и технологические). Это единое актуальное хранилище информации по всем документам, компонентам, проводам, устройствам, цепям, УГО и т.п. Все данные в цифровой модели жгута/изделия хранятся в структурированном виде в СУБД PostgreSQL, которая обеспечивает эффективное хранение, управление и работу с ними. Данные цифровой модели доступны для применения в любых модулях САПР «Макс».
Технология производства жгутов — это многоступенчатый процесс, требующий точности на каждом этапе. Для решения задач технологической подготовки производства АО «Цифровая мануфактура» разработало технологический модуль для САПР «Макс», который базируется на базе клиента и имеет прямое бесшовное интеграционное взаимодействие с сервером приложений. Технологический модуль работает напрямую с данными цифровой модели изделия, что позволяет эффективно решать целый ряд задач, о которых и пойдет речь далее.
Плазовая подложка
Эта функциональность позволяет сформировать полноразмерный сборочный чертеж в масштабе 1:1. Автоматически сформированный документ заблокирован от изменений топологии элементов жгута (ствола, отводов) и их размеров, определенных конструктором на этапе трассировки жгута с использованием 3Dсистемы. Но при этом технологу доступно преобразование отводов (например, вписать в габариты сборочного стола) и наполнение документа специализированным содержимым (текстовые надписи, эскизы, таблицы, технологические припуски). По завершении процесса оформления технолог осуществляет печать документа и его передачу на участок сборки. Пример интерфейса представлен на рис. 1.
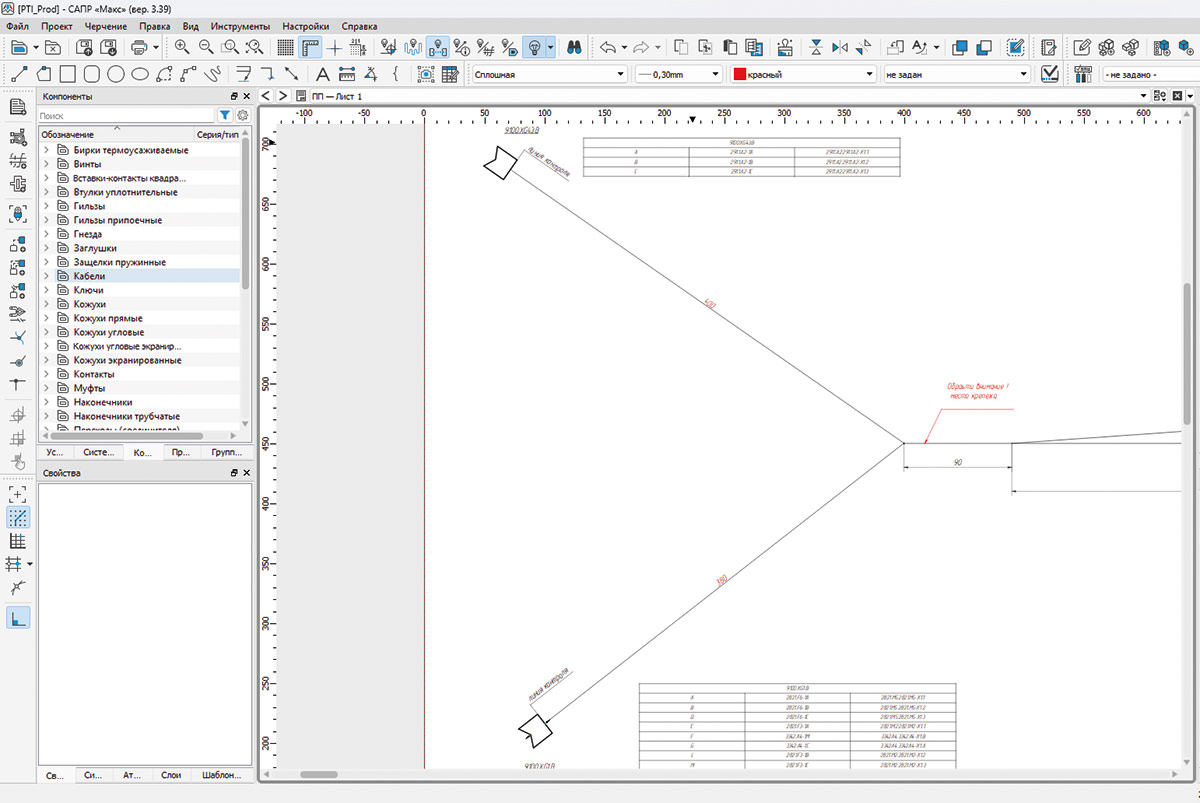
Рис. 1
Резка и маркировка проводов на специализированном оборудовании
В технологическом модуле САПР «Макс» реализована функциональность, отвечающая за автоматизированную выгрузку информации о проводах в виде программы для внешнего оборудования, обеспечивающего резку проводов и лазерную гравировку каждой жилы. Для удобства монтажа резка производится пучками. Пример интерфейса представлен на рис. 2.
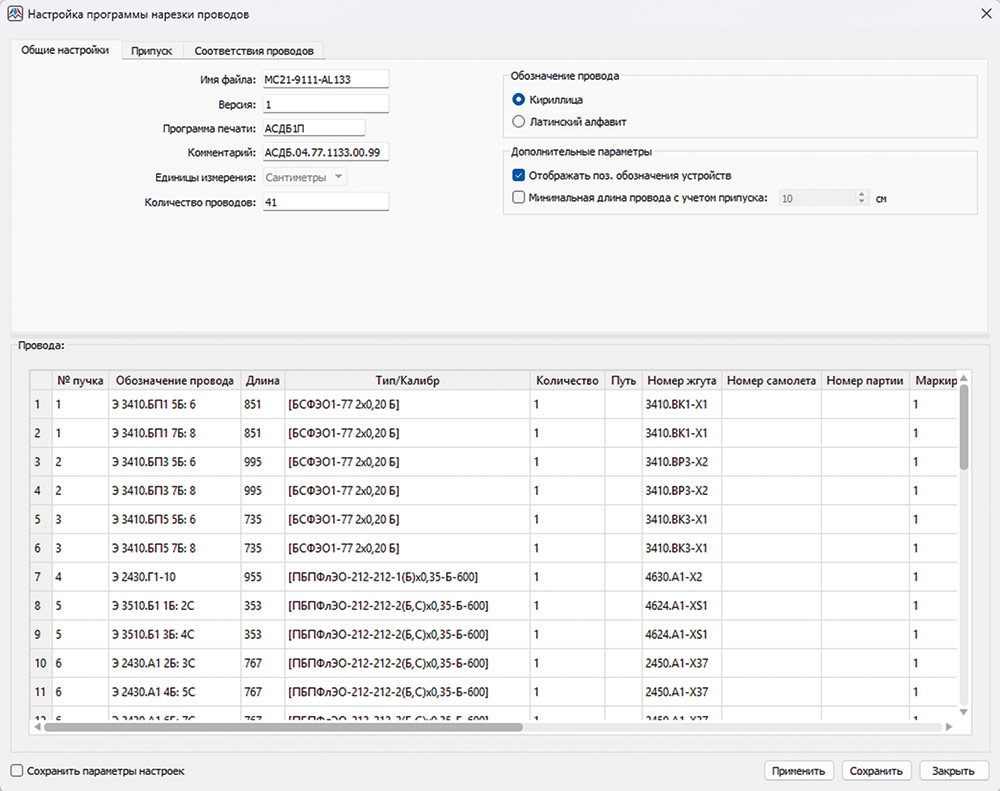
Рис. 2
Автоматизированный подбор бирок жгута
Данная функциональность имеет встроенный алгоритм работы по автоматизированному подбору бирок жгута (в том числе термоусаживаемых). Подбор бирок осуществляется по ранее выполненным настройкам проекта указанными материалами. При подборе учитывается тип целевого объекта (ствол или сегмент), диаметр с учетом защитных материалов и настройки правил размещения (отступ от соединителей и узловых точек, размер бирки и шаг установки). Результатом работы является необходимое количество бирок, автоматизированным способом добавленное в состав жгута. В случае возникновения конфликтов, когда в базе данных компонентов САПР «Макс» отсутствуют подходящие материалы, система уведомляет пользователя о наличии проблем и функциональность по автоматизированному подбору бирок жгута прекращает свою работу. Пример интерфейса представлен на рис. 3.
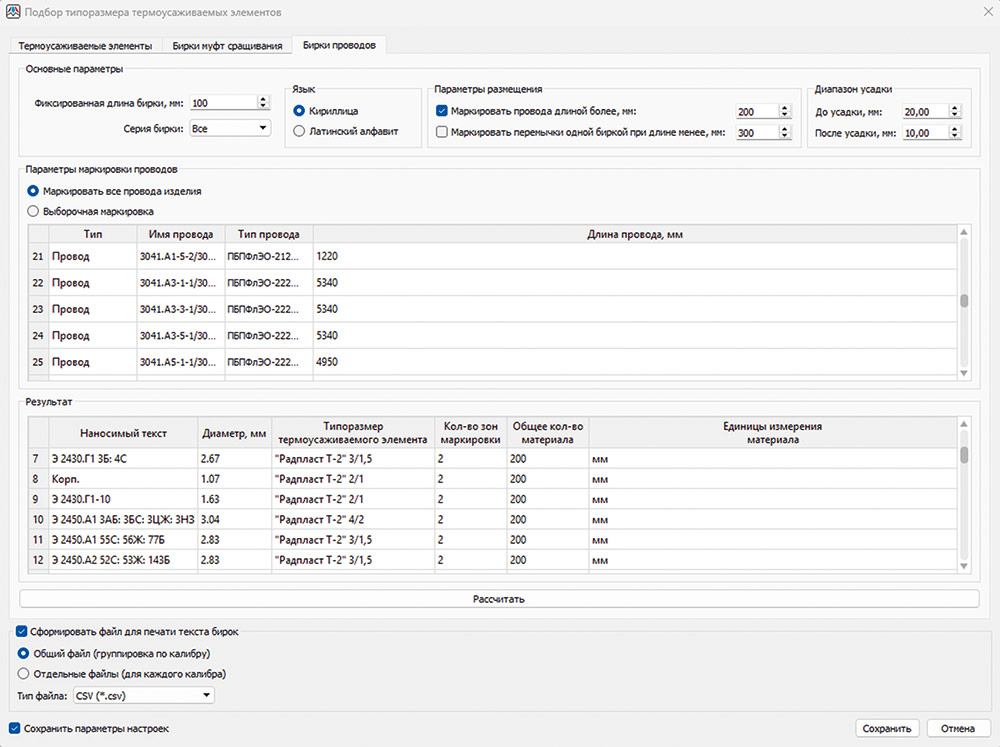
Рис. 3
Тестирование готовой продукции
Одним из важнейших этапов технологической подготовки производства жгутов является проверка собранного изделия на соответствие конструкторской документации. И на данном этапе риск возникновения человеческого фактора максимально высок. В связи с этим функциональность технологического модуля САПР «Макс» по формированию программ тестирования электрических параметров полностью исключает участие пользователя в подготовке исходных данных. Система получает данные из цифровой модели жгута, преобразует их по встроенным алгоритмам, осуществляет подбор переходных жгутов и автоматически формирует экспортный формат (файлы программ для тестирующих комплексов). Также доступен статус работы программы. Формирование программ прозвонки возможно как для отдельных жгутов, так и для кабельной сети целиком после монтажа на изделии. Тестированию подлежат следующие параметры:
- правильность подключения;
- качество выполнения соединений;
- наличие коротких замыканий;
- сопротивление изоляции;
- изоляция на пробой.
Примеры интерфейсов представлены на рис. 46.
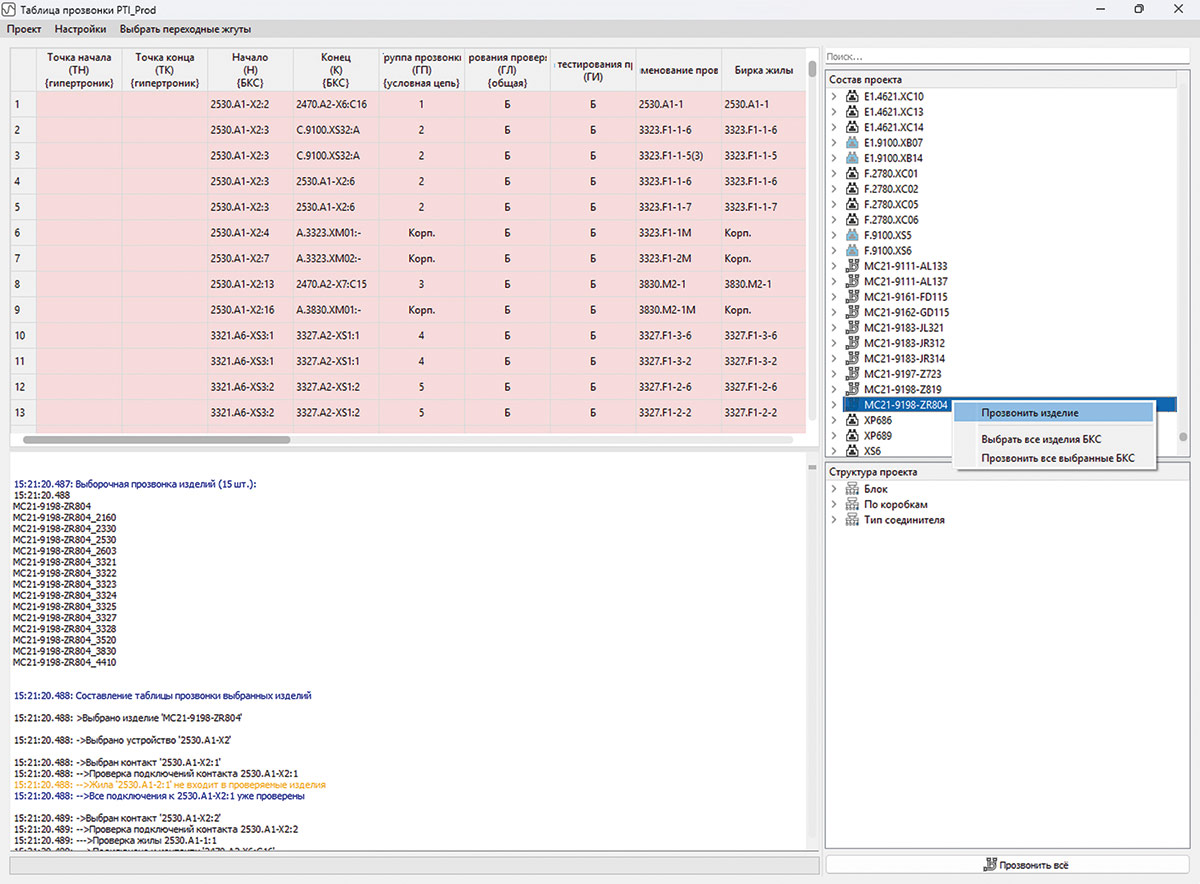
Рис. 4
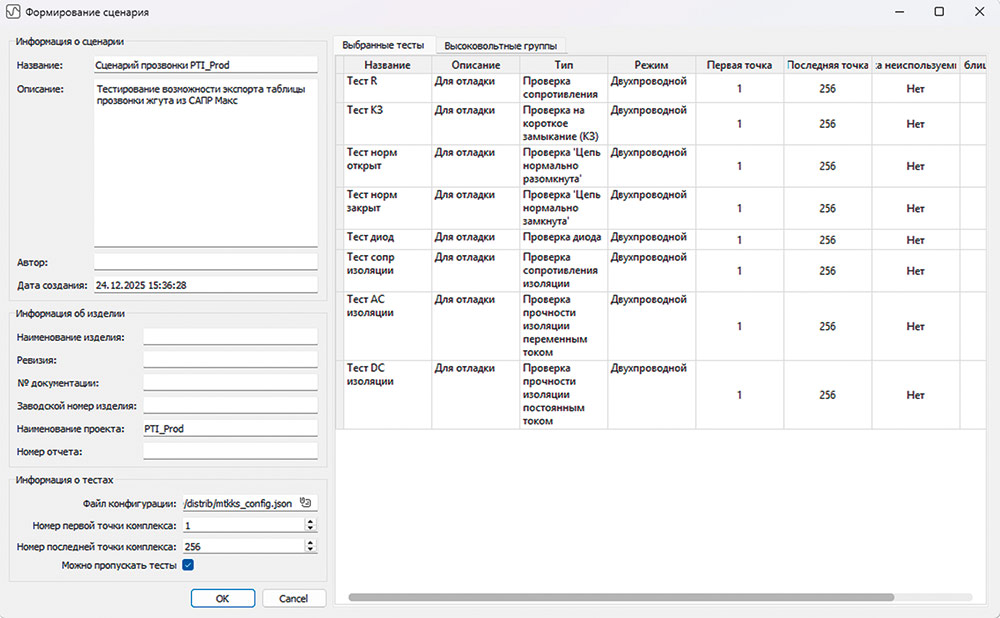
Рис. 5
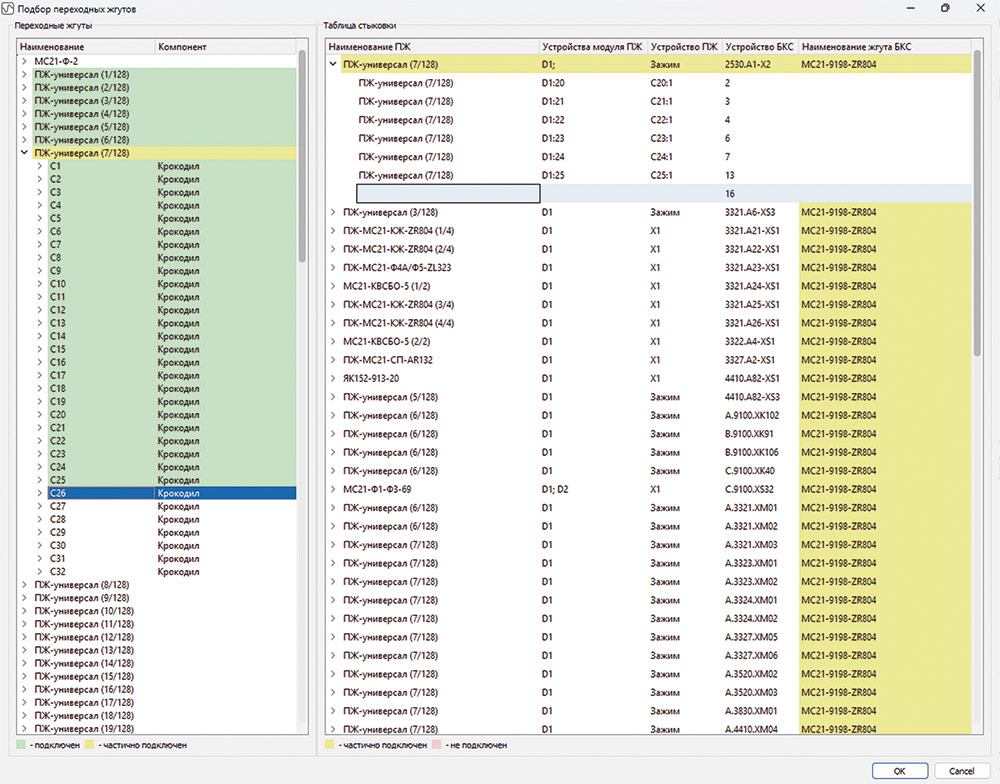
Рис. 6
Проприетарный формат данных *.MKSD
Такой формат позволяет осуществлять сохранение проектных данных в виде отдельного файла, который хранит слепок жгута и документации, описывающей его, без возможности внесения изменений. Но при этом вся интерактивность клиентского приложения САПР «Макс» полностью сохраняется (просмотр сведений о компонентах, проводах, цепях, изделиях и т.п.).
Заключение
Процесс разработки функциональности модуля САПР «Макс», касающийся технологической подготовки производства жгутов и проведения испытаний готовой продукции, неразрывно связан с отработкой сценариев ее применения при тесном взаимодействии с реальными пользователями САПР «Макс» и его модулей на предприятиях корпорации АО «ПРОМТЕХ». Апробация функциональности была проведена при выполнении разработки и изготовлении бортовой кабельной сети самолетов семейства МС21. В результате АО «Цифровая мануфактура» добивается максимально точного результата и высокой удовлетворенности пользователей. А подтверждением этого является значительное ускорение процессов проектирования жгутов — до 80% (за счет автоматизации проверок, формирования документов); подготовки производства — до 90% (за счет автоматизации формирования технологической документации); изготовления — до 90% (за счет автоматизации процессов резки проводов, гибки труб, маркировки, оплетения); испытания готовой продукции — до 95% (за счет применения автоматизированных тестирующих комплексов и формирования программ прозвонки, которые позволили снизить реальное время тестирования всего борта с нескольких месяцев до двух суток).

