
Альберт Абдуллин,
руководитель отдела технологического анализа, ООО «НОВА-Инжиниринг»
В рамках концепции Индустрии 4.0 инженерно-конструкторская работа всё в большей степени опирается на цифровые технологии, направленные на повышение гибкости, эффективности и качества проектирования и производства. Современные изделия и технологические процессы характеризуются высокой сложностью и многофакторностью, что требует от инженеров проведения большого количества численных экспериментов с использованием CAE-систем. Такие расчеты позволяют оценивать прочность, долговечность, тепловые и динамические характеристики изделий, а также анализировать влияние параметров технологических режимов на качество конечной продукции. Однако увеличение числа расчетных сценариев и параметров приводит к значительным затратам времени на подготовку, запуск и анализ результатов, особенно при использовании традиционных, преимущественно ручных подходов.
В условиях цифровой трансформации промышленности становится очевидной необходимость автоматизации инженерных исследований и оптимизационных задач. Переход от единичных расчетов к систематическим параметрическим исследованиям и многокритериальной оптимизации требует специализированных инструментов, способных эффективно управлять расчетными цепочками и обрабатывать большие массивы данных. Одним из таких решений выступает российский программный комплекс DT Seven, который позволяет существенно сократить долю ручного труда при проведении CAE-исследований. За счет автоматизации варьирования параметров, запуска расчетов и анализа результатов DT Seven повышает производительность инженерной работы и расширяет возможности поиска оптимальных проектных решений.
Помимо оптимизации конструктивных параметров изделий, DT Seven может использоваться для автоматизации процессов проектирования и оптимизации технологических процессов производства. Программный комплекс эффективно применяется при моделировании и оптимизации таких технологий, как литье, обработка металлов давлением, сварка, термообработка, производство композитных изделий, где требуется учет большого числа взаимосвязанных параметров и режимов. Это делает DT Seven универсальным инструментом цифровой инженерии, обеспечивающим повышение качества и эффективности разработки изделий и производственных процессов.
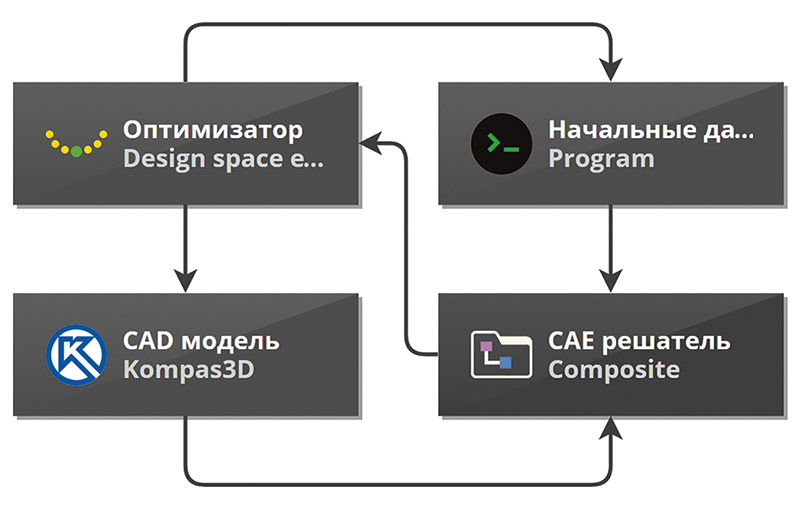
Рис. 1. Пример расчетной цепочки для геометрической оптимизации, включающей: управляющий блок оптимизации (Design Space Exploration), блок Kompas3D с параметризованной геометрической моделью изделия, композитный (вложенный) блок с основной расчетной цепочкой CAE-решателя, блок Program для программы собственной разработки, формирующей исходные данные задачи
Для проведения параметрических исследований или автоматической оптимизации c использованием различных CAE-систем в DT Seven необходимо построить расчетную цепочку, состоящую из функциональных элементов — блоков и связей между ними (рис. 1). Каждый блок выполняет определенные действия с внешними программами и внутренними процедурами, а связи передают данные между блоками и определяют порядок запуска блоков. В DT Seven предусмотрена обширная библиотека блоков прямой интеграции для различных коммерческих CAD и CAЕ и других систем, упрощающих создание расчетных цепочек для пользователей. На текущий момент пользователям доступны следующие блоки интеграции:
- SOLIDWORKS, Creo, NX, CATIA, Solid Edge, КОМПАС-3D, T-FLEX CAD;
- Ansys, Abaqus, CADFlo, Star-CCM+, SimulationX, ANSA, FlowVision, Forge, Логос;
- FMI-модели, Excel, Amesim, SimInTech, SimulationX.
Кроме того, возможно интегрировать практически любое другое программное обеспечение или собственные разработки с помощью общего подхода через обмен входными и выходными файлами, применение командной строки, доступной по умолчанию в большинстве CAD/CAE-пакетов. Кроме того, пользователи могут разрабатывать собственные блоки прямой интеграции, использующие API.
Широкие возможности интеграции различных программ, гибкость построения расчетных цепочек в DT Seven, а также встроенные обширные алгоритмы планирования эксперимента, оптимизации и создания предиктивных моделей позволяют решать инженерные задачи любого уровня сложности — от простой интеграции сторонних программных продуктов в единую цепочку до многоуровневых задач междисциплинарной оптимизации, включая циклические, разветвленные и вложенные расчетные схемы.
Для ускорения сложных многовариантных расчетов в DT Seven включена возможность запуска расчетных цепочек на удаленных рабочих станциях под управлением Windows (с использованием отдельного модуля DT Agent), Linux через SSH-соединение либо на кластерах при помощи прямых интерфейсов к системам управления очередями Slurm, LSF и Torque.
В качестве примера применения DT Seven в технологических расчетах рассмотрим интеграцию с QForm — специализированным российским программным решением для моделирования процессов обработки металлов давлением. Программный комплекс позволяет моделировать холодную и горячую объемную штамповку, ковку, продольную, сортовую и винтовую прокатки, листовую штамповку, раскатку колец, прессование профилей, термообработку и эволюцию микроструктуры. QForm широко используется на производственных предприятиях для снижения затрат за счет снижения количества экспериментов и пробных штамповок; проектирования новых технологий производства — подбора материалов заготовки и инструмента, выбора оборудования и расчета нагрузок, количества операций, режимов нагрева и охлаждения; улучшения качества продукции — выявление и устранение дефектов, анализ и улучшение стойкости инструмента.
Одним из заказчиков ООО «НОВА-Инжиниринг» была поставлена задача автоматизации процесса оптимизации геометрии валков для процесса продольной прокатки алюминиевого слитка, общий вид которой представлен на рис. 2. В процессе прокатки слитка, разогретого до температуры 560 °С, происходит изменение формы и размеров поперечного сечения при обжатии валками в каждой группе клетей. Перед инженером-технологом при разработке подобного процесса стоит задача проектирования геометрии рабочей поверхности предварительных валков и расстояния между валками (межвалкового зазора) для обеспечения определенной степени обжатия слитка (разницей между площадью поперечного сечения слитка до входа в клеть и после выхода). Небольшая степень обжатия указывает на неэффективный процесс, а слишком большая приводит к образованию поверхностных дефектов в слитке и повышенному износу инструмента.
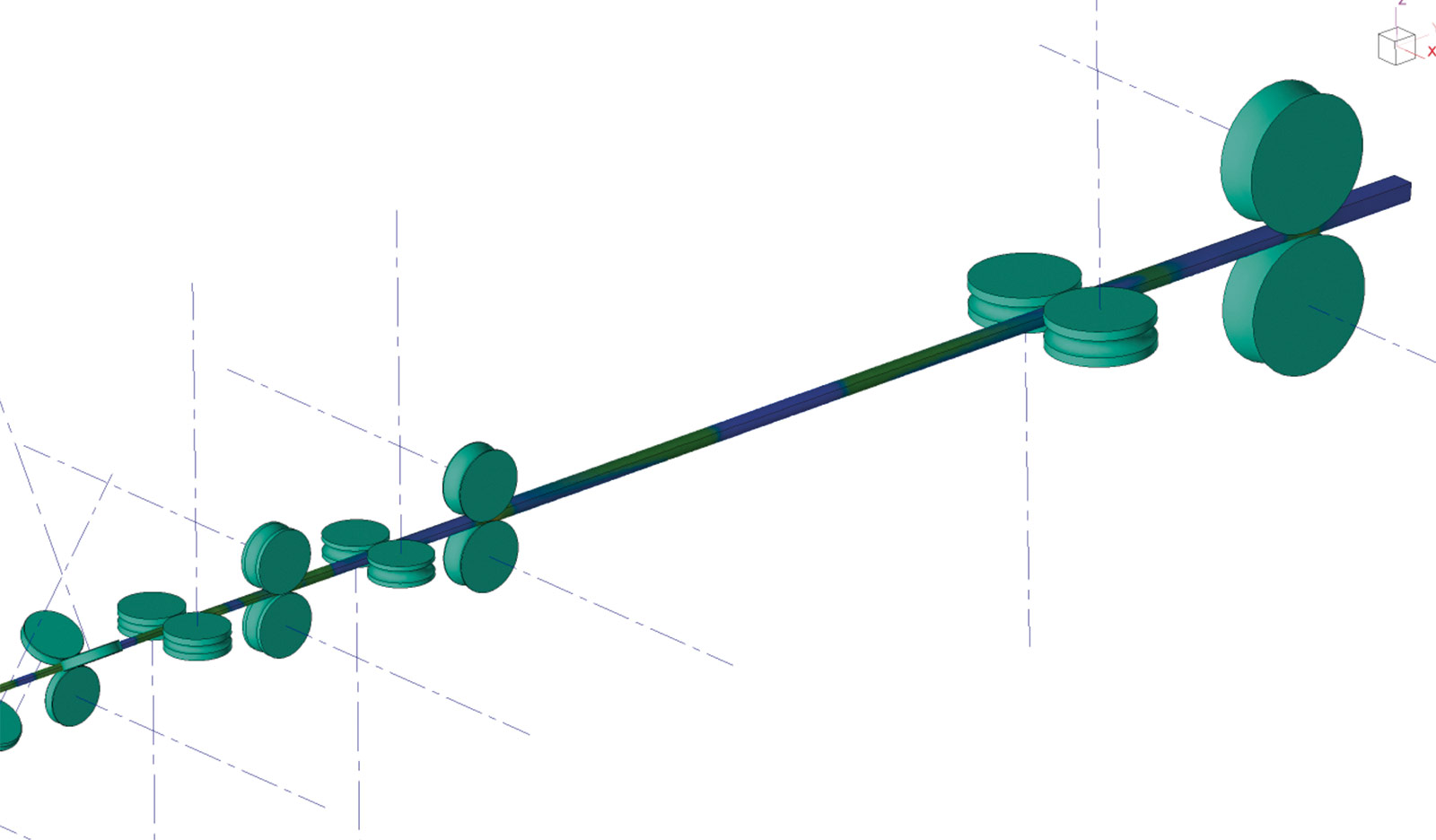
Рис. 2. Результаты моделирования прокатки алюминиевого слитка в QForm для 14-клетевого стана
Проектирование геометрии валков каждой клети выполнялось при помощи QForm следующим образом. На первом этапе пользователь строил геометрию валков всех клетей (их количество может достигать 18 штук) и выполнял расчет процесса прокатки с оценкой степени обжатия слитка в каждой клети. В тех зонах, где степень обжатия не попадает в желаемый диапазон, вносились коррективы в геометрию валков и рассчитывался новый вариант. Однако сложность проектирования состоит в прямой зависимости каждой группы клетей друг от друга: изменения межвалкого зазора в одной клети и, как следствие, изменение площади сечения слитка потребует внесение корректив во все последующие клети. Поэтому технологу требуется выполнить довольно много итераций подбора необходимой геометрии инструмента, в то время как один расчет занимает в среднем один-два дня, а следовательно, на процесс проектирования может понадобиться от нескольких недель до месяца. В связи с этим от предприятия поступил запрос на автоматизацию данного процесса при помощи DT Seven.
Интеграция QForm в расчетную цепочку DT Seven общими инструментами недоступна из-за отсутствия текстовых входных и выходных файлов задачи, но есть возможность применения скриптов с помощью API библиотек QForm для связи и управления расчетом. Скрипт на языке Python можно написать, используя удобный встроенный инструмент «Конструктор программ», и встроить в расчетную цепочку при помощи блока PythonScript для его запуска во время выполнения оптимизации.
В целом, можно настроить расчетную цепочку для оптимизации всех инструментов рабочих клетей одновременно, так же как это выполняется пользователем вручную при помощи моделирования в QForm. Тем не менее такая постановка задачи потребует варьирования большого количества переменных и расчетных случаев; а учитывая сложность расчета и длительное время моделирования, процесс оптимизации может занять продолжительное время. Производительность расчетов также можно повысить за счет применения параллельных запусков расчетных цепочек в процессе исследования, задействуя несколько расчетных серверов при наличии свободных лицензий программного обеспечения.
Тем не менее для решения подобной задачи был выбран подход последовательной оптимизации каждой отдельной клети, что было возможно реализовать благодаря гибкости создания расчетных цепочек в DT Seven и возможности моделирования связанных операций в QForm. Реализованная расчетная цепочка представлена на рис. 3. При этом оптимизация проводится сначала для инструмента первой клети, в ходе которой проводится расчет движения заготовки через валки для оценки полученной степени обжатия. Так как путь движения слитка получается небольшим, поиск оптимального решения достигается относительно быстро. Расчет выполняется до тех пор, пока не будет получена степень обжатия в указанном диапазоне.

Рис. 3. Пример расчетной цепочки для последовательной оптимизации геометрии валков трех первых клетей
После нахождения оптимального решения в первой клети выполняется следующий расчет: создается новая операция в задаче, в которой моделируется движение заготовки до следующей клети, что позволяет сэкономить расчетное время для последующего этапа. Затем выполняется оптимизация геометрии валков второй клети и так далее. По завершении всей расчетной цепочки пользователь получает готовое решение по геометрии инструмента каждой из клетей, соответствующих технологическим требованиям. Благодаря последовательной оптимизации и автоматической работе расчетной цепочки в DT Seven время проектирования технологического процесса сократилось до трех раз.
В заключение можно отметить, что интеграция QForm и DT Seven позволяет эффективно автоматизировать трудоемкие процессы проектирования и оптимизации процессов продольной прокатки, а следовательно, может применяться и для других технологий, например поперечно-винтовой прокатки труб, листовой и объемной штамповки, раскатки колец, ковки и др.

