
Павел Кучин,
руководитель отдела технической поддержки ГК «ПЛМ Урал»
Сварные конструкции мы видим ежедневно: здания, автомобили, самолеты, поезда, станки, спецтехника и даже мебель! Они находят применение во многих отраслях. Технический прогресс не останавливается и не сбавляет темп. С каждым днем требования к свариваемым изделиям растут: они должны быть легче, прочнее, дешевле в освоении и производстве.
Как и любое другое передовое, сложное производство, сварочное производство не стоит на месте. Активно идут автоматизация и роботизация промышленных предприятий. Сегодня сварочный робот уже не является каким-то невиданным устройством. В нашей стране давно функционирует множество компаний, проектирующих и производящих сварочные роботы — от простых базовых моделей до сложных роботизированных комплексов, с применением машинного (компьютерного) зрения, со сложными алгоритмами работы, позволяющими гибко реагировать на изменения в реальном времени. Например, если детали будущего изделия при сварке подогнаны неидеально или коробление превысило допустимые пределы и зазор между деталями увеличился, подобный продвинутый робот с машинным зрением сможет определить увеличенные зазоры и внести изменения в режимы сварки.
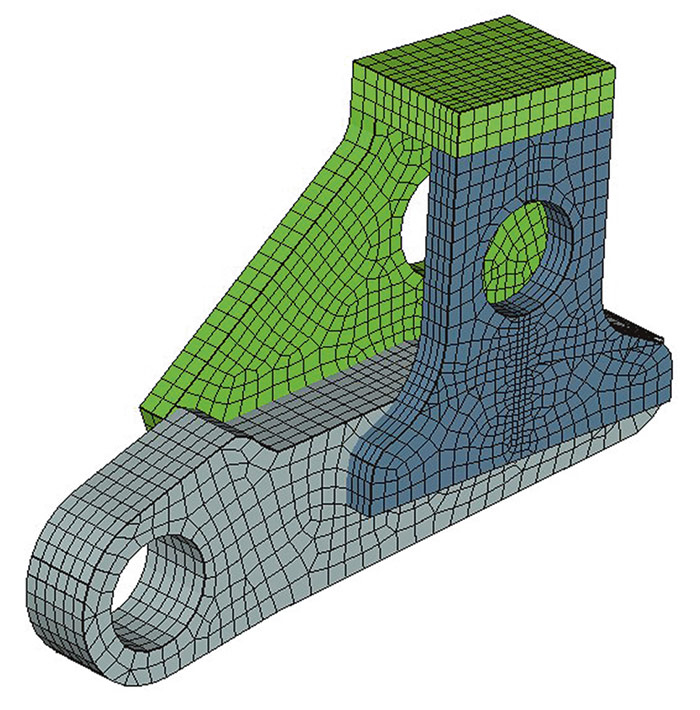
Расчетная сетка
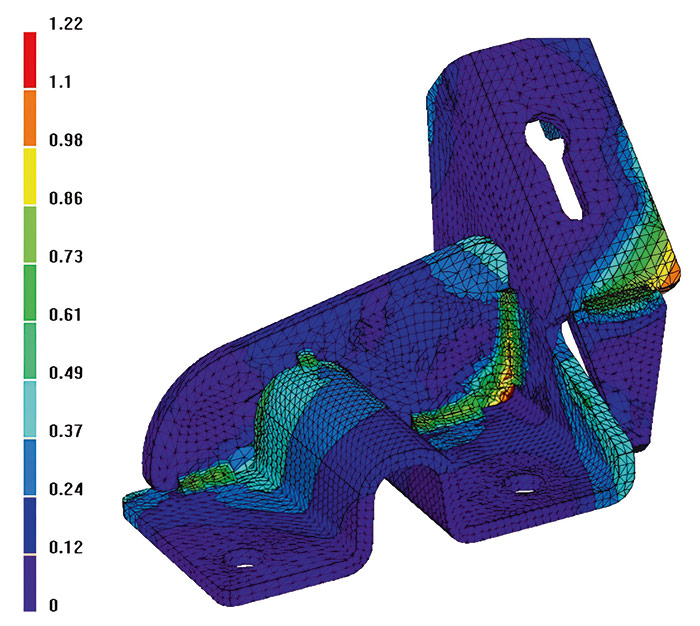
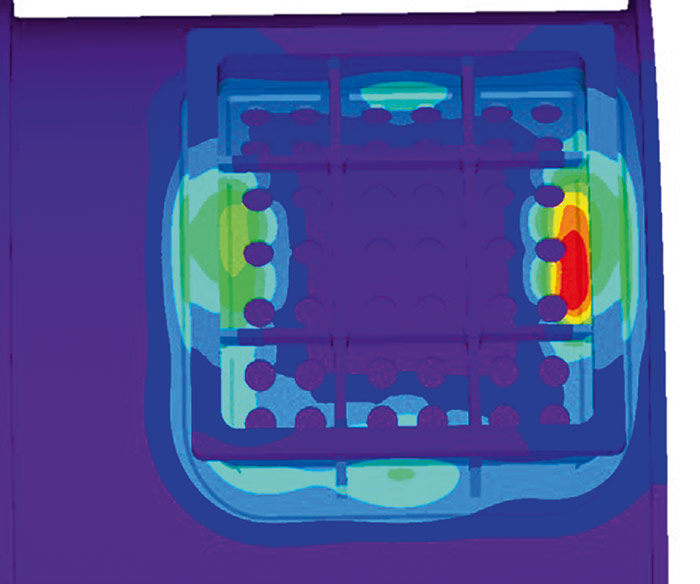
Коробление в миллиметрах
Это замечательно, но какие именно изменения должен внести сварочный робот? А можно ли сварить изделие, сохранив коробление в допуске, при котором и обычный сварочный робот, стоящий на порядок меньше своего продвинутого собрата, справится с поставленной задачей?
На все эти и многие другие вопросы поможет ответить математическое моделирование сварочных процессов — например, в отечественном ПО SIMMAX-WELDING, разработанном в Группе компаний «ПЛМ Урал».
SIMMAX-WELDING позволяет моделировать любой вид дуговой сварки (плавящимся или неплавящимся электродом, в среде инертного газа, ручная, полуавтоматическая и т.д.), лазерную сварку и сварку трением с перемешиванием. Кроме того, возможно моделирование сложных источников тепла, таких как комбинированная сварочная головка, в которой в любых комбинациях присутствует и лазерная и дуговая сварка. Такие сложные сварочные головки становятся всё более популярными и распространенными, поскольку позволяют решать достаточно сложные технические задачи.
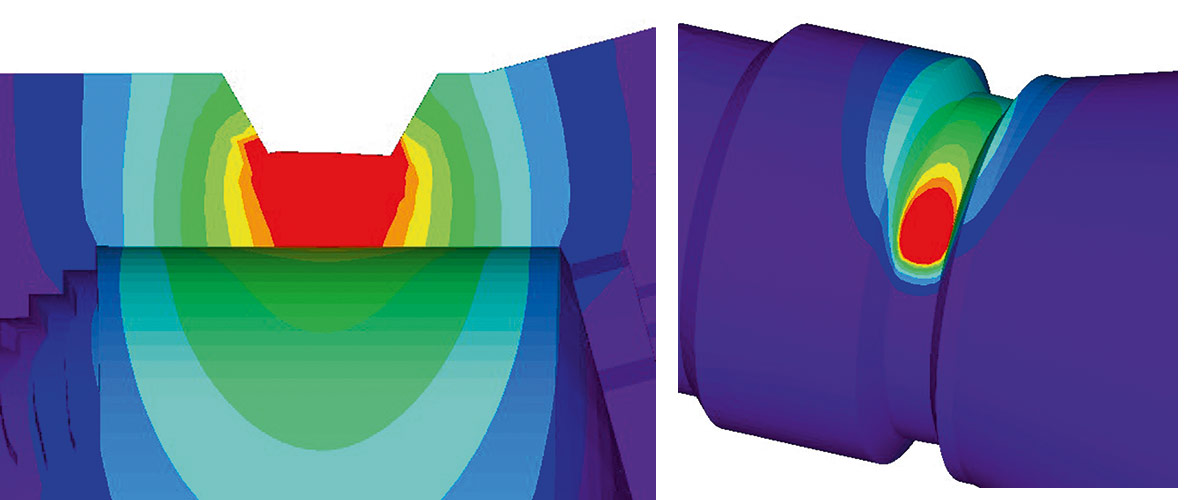
Сварочная ванна
Помимо геометрии деталей в расчете учитываются материалы заготовок и присадочного материала, скорость перемещения источника тепла (электрода или лазерного луча), мощность источника тепла (в случае с дуговой сваркой мы задаем привычные нам ток и напряжение), принудительный подогрев и охлаждение деталей в процессе сварки, условия закрепления, порядок нанесения сварных швов.
Теперь давайте рассмотрим, для решения каких задач можно использовать SIMMAX-WELDING.
Подбор режимов сварки. Изменяя параметры вносимой энергии, то есть мощности сварочного источника и скорости его перемещения, мы можем определить режимы сварки, необходимые для сваривания заготовок без использования избыточной энергии. Имея возможность анализа сварочной ванны, ее размеров, технолог может подобрать необходимые параметры сварки для деталей разной толщины. Возможен анализ как однопроходных, так и многопроходных сварных швов. В результате моделирования термического воздействия на детали технолог получает информацию о фазовых изменениях внутри свариваемых и присадочных материалов, а также о расчетных механических свойствах в сварочном шве и в околошовной зоне, что в некоторых отраслях, например в кораблестроении, является одним из контролируемых параметров.

Фазовые изменения. Распределение аустенита в зоне сварного шва
Разработка технологической оснастки — один из самых дорогих и длительных процессов в подготовке производства. В SIMMAX-WELDING условия закрепления задаются как граничные условия. Это позволяет быстро и очень гибко подобрать такие условия закрепления деталей, которые позволят получить минимальное коробление изделия. Благодаря такому подходу нет необходимости сначала создавать модель оснастки, а затем проверять ее работоспособность в программе. И уж тем более отпадает необходимость изготовления и опробования заведомо неудачной оснастки. Благодаря математическому моделированию технолог сначала находит необходимые условия закрепления деталей с учетом временных интервалов между сменой оснасток или снятия изделия с кондуктора и только потом, получив необходимые данные, проектирует оснастку, которая позволит закрепить детали в нужных местах. Проектируемая таким образом оснастка может быть как простой, так и сложной. При проектировании учитывается наличие нескольких кондукторов, необходимых для сварки-сборки изделия.
Оптимизация технологии сварки-сборки изделия. Коробление деталей в процессе сварки — один из самых распространенных дефектов. Поводки, возникающие в процессе сварки-сборки, вынуждают вводить последующие операции рихтовки или списывать детали в брак. Разумеется, как правило, грамотно подобранные режимы сварки и хорошая оснастка позволяют решить эти вопросы. Но также немаловажными факторами являются подбор оптимальной последовательности нанесения сварных швов и их направление. В SIMMAX-WELDING есть возможность проанализировать множество вариантов, подобрав оптимальный. Причем, благодаря тому что мы видим весь процесс в динамике, решения по изменению технологии вносятся, что называется, «зряче», обоснованно, не на домыслах и догадках, а на динамически получаемой расчетной информации. Как показал опыт применения, оптимизация порядка нанесения сварных швов позволяет снизить коробление изделия в разы.
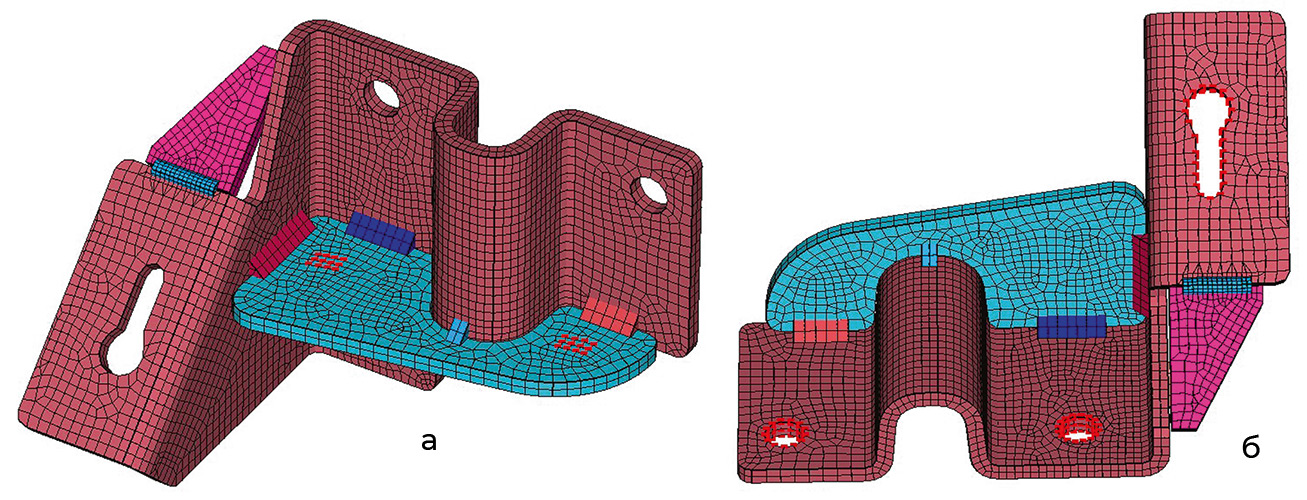
Условия закрепления: а — прижимы на плоскости; б — фиксация на оправке
Важным этапом развития процессов оптимизации стало начало работ по согласованию и интеграции SIMMAX-WELDING с отечественным продуктом DTSeven от компании-разработчика DATADVANCE. После окончательной доработки API и отладки схемы взаимодействия программ SIMMAX-WELDING и DTSeven технологи получат возможность автоматизации процессов подбора оптимальных режимов сварки, порядка нанесения сварных швов и их направления.
Еще один немаловажный аспект применения системы математического моделирования в SIMMAX-WELDING — возможность сквозного анализа процессов сварки-сборки изделия и его последующей термической обработки. В настоящее время с помощью дополнительного модуля SIMMAX-THERMAL возможно моделирование любых классических объемных способов термической обработки: закалка, отпуск, старение и т.д. Благодаря этому технологи получают возможность не только подобрать режимы сварки изделия, но и определить необходимость и режимы последующей термической обработки, с учетом накопленных в процессе сварки-сборки напряжений в изделии. Здесь также можно учесть влияние оснастки, в том числе выяснить, можно ли использовать сварочную оснастку или необходимо дополнительно разработать комплект оснастки для термической обработки.
Температура детали после четвертого сварного шва
Современный рынок требует постоянного повышения эффективности производства. Старое доброе «выше, быстрее, сильнее» сегодня звучит как «качественнее, быстрее, дешевле». Требуются инструменты, позволяющие в разы сократить время и стоимость разработки и запуска в производство новых изделий. Коснулись эти тенденции и уже выпускаемой продукции, к которой также предъявляются всё новые, более жесткие требования качества и стоимости.
SIMMAX-WELDING — это как раз тот инструмент инженера, конструктора, технолога, который позволяет достичь необходимых результатов в разработке и автоматизации технологии сварки-сборки и всего, что с этим связано.

