
Сергей Зарубин,
технический директор, ООО «НТЦ ГеММа»
Практически на каждом производственном участке любого предприятия есть специфические задачи, которые трудно автоматизировать. Причины такого явления очень просты: универсальные CAD/CAM-решения не могут охватить все задачи (а тем более нестандартные), а заказные специализированные решения часто «не по карману». В таких случаях самым «дешевым» и доступным решением является выполнение заказной разработки «по месту» на базе скриптового (макро) программирования в стандартной (для предприятия) CAD/CAM-системе.
Использование макропрограммирования для автоматизации различных задач, связанных с металлообработкой, — одна из отличительных возможностей САМ-системы ГеММа-3D начиная с самых первых версий. В январском номере «САПР и графика» 2004 года была опубликована статья «Макросы в CAM-системе? Почему бы и нет!». С тех пор прошло достаточно много времени, и средства внутрисистемного программирования в ГеММа-3D получили серьезное развитие:
- функции макропрограммирования полностью интегрированы в ядро системы. Для выполненных c их помощью геометрических объектов доступны те же возможности, что и для объектов, созданных «родными» командами системы, например откат построения;
- параметры, используемые в макросах, сохраняются в файле данных, что позволяет в последующем вносить корректировки и пересчитывать геометрию;
- обработки (проходы инструмента), созданные макросами, могут быть пересчитаны, так же как и любые другие обработки, созданные в системе;
- диалоговые панели позволяют вводить целые, логические, действительные переменные и текстовые строки. Для наглядности на панелях могут быть размещены иллюстрации;
- выполнение макросов возможно без графического интерфейса в приложении, вызываемом из командной строки.
Вместе с тем сохраняется полная преемственность с предыдущими разработками, так как макропрограммирование все также выполняется на языке GML (GeMMa Macro Language). Этот язык создан на основе синтаксиса языка Basic, поэтому крайне прост в освоении. Для изучения языка предоставляется подробная документация, поэтому разработку собственных макросов очень часто выполняют пользователи системы самостоятельно.
Наиболее распространенные задачи, которые решаются с помощью макросов:
- построение сложных геометрических объектов. Например, различных зубчатых колес (рис. 1);
- построение круговых и линейных шкал (рис. 2);
- преобразование проходов инструмента. Например, проецирование или развертка плоской гравировки на поверхность вращения (рис. 3);
- построение специализированных видов обработки. Например, 5-осевой обработки шнеков;
- станочные циклы. Например, точение токарного кармана G71-G72-G73 или резьбонарезание G76 для ЧПУ Фанук (рис. 4);
- импорт данных нестандартных форматов.
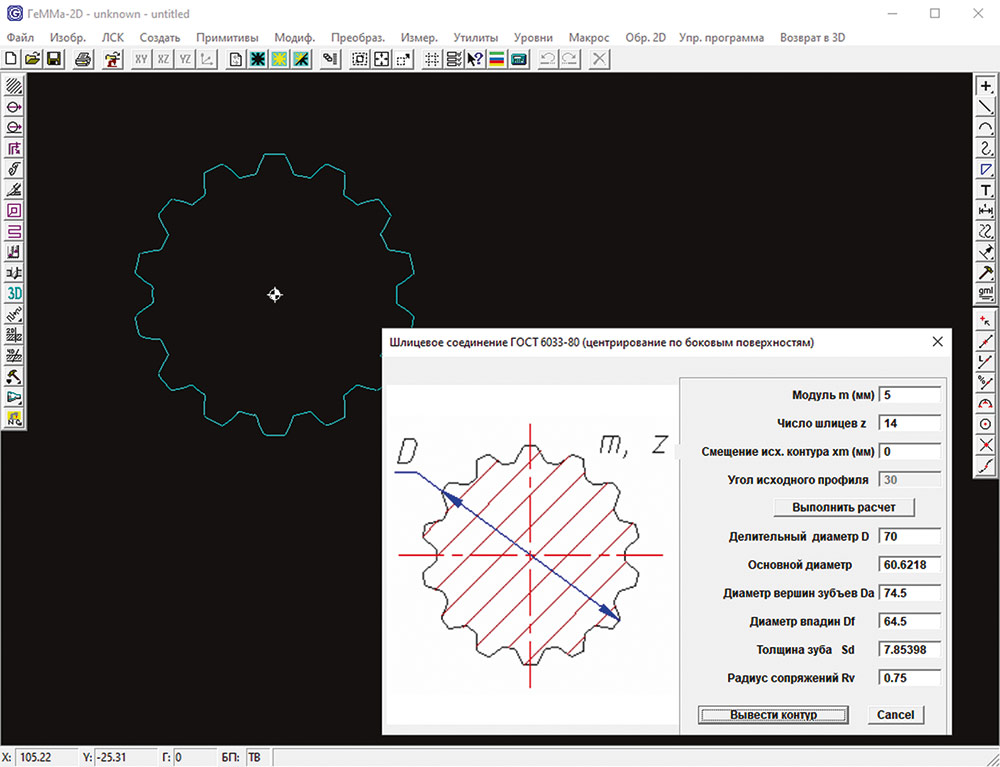
Рис. 1. Макрос шлицевого соединения
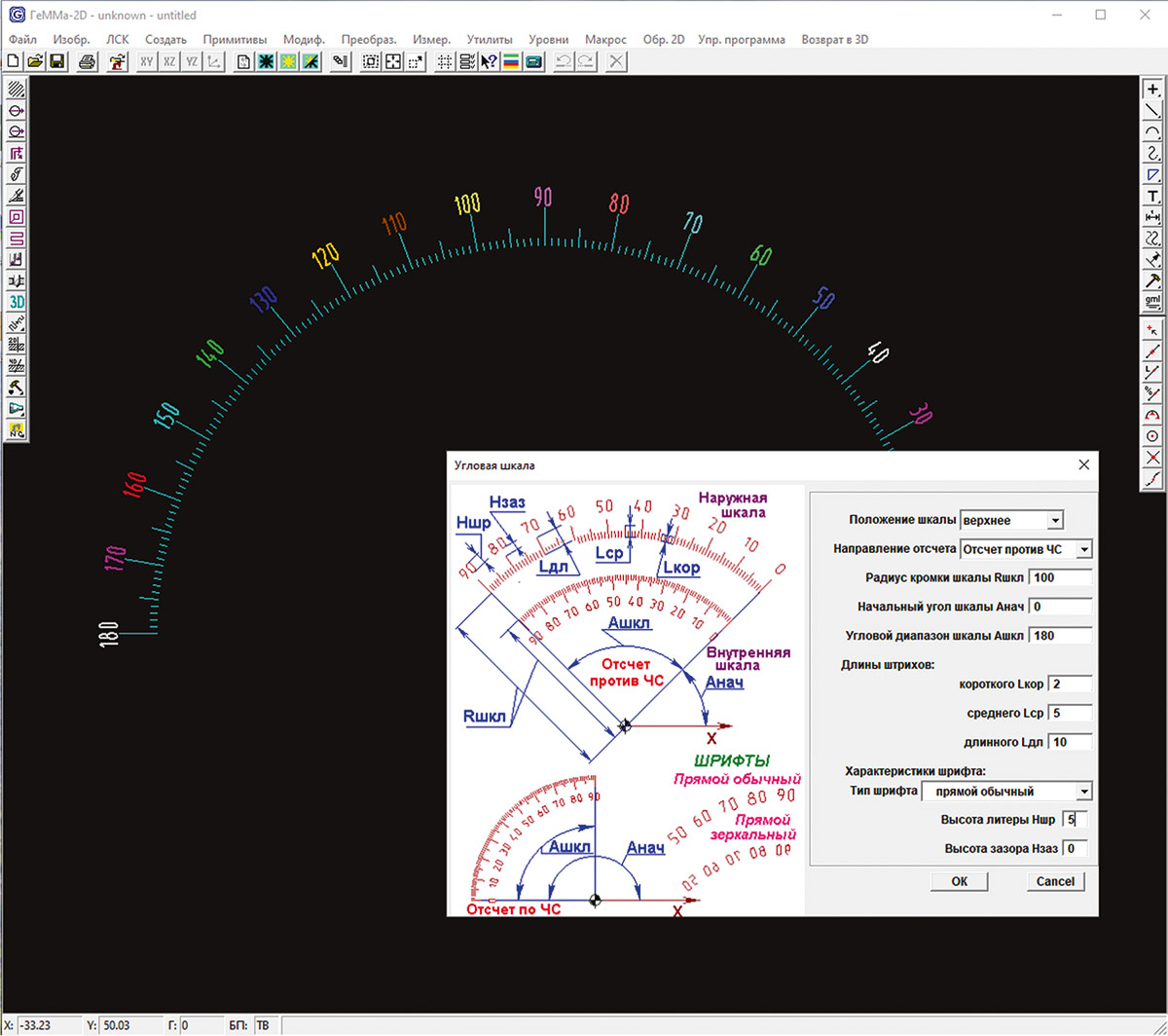
Рис. 2. Макрос угловой шкалы
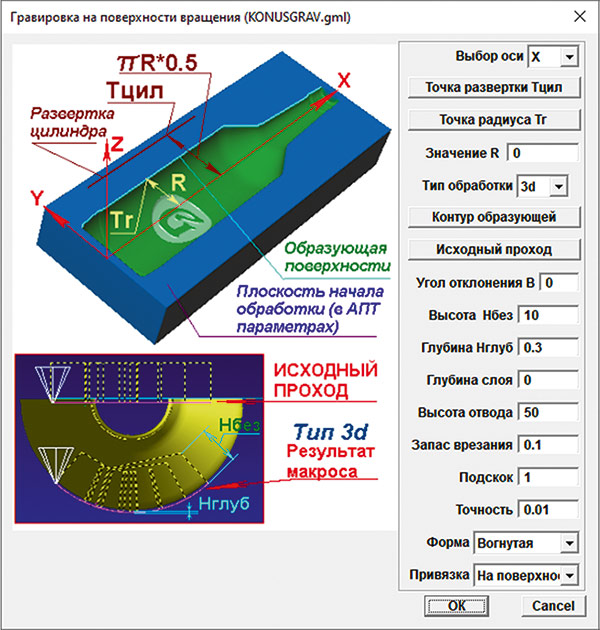
Рис. 3. Макрос гравировки на поверхности вращения
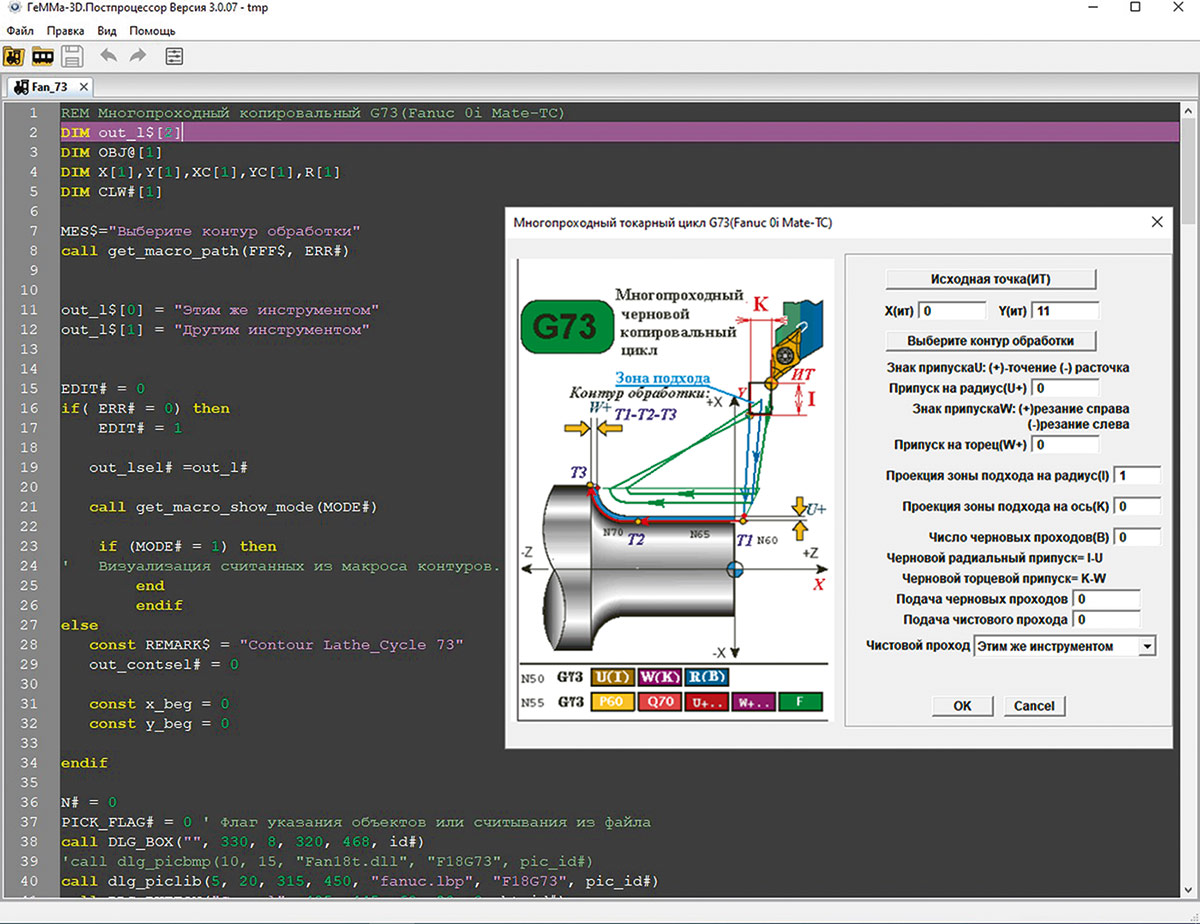
Рис. 4. Макрос станочных циклов
В современную поставку системы входит набор готовых примеров макропрограмм, которые пользователь системы может использовать для быстрого освоения макропрограммирования.
Ниже приведены решения двух сложных задач автоматизации механической обработки, успешно реализованных специалистами CAM-системы ГеММа-3D по техническим заданиям конкретных предприятий. Первый случай относится к программированию для нестандартного эксклюзивного оборудования с ЧПУ. Второй иллюстрирует решение для узкоспециализированного производственного участка. В обоих случаях отсутствие автоматизации рутинных операций приводило к большой выбраковке конечных изделий, увеличению сроков выполнения заказов. Автоматизация этих процессов «по месту» позволила минимизировать брак, ускорить выполнение заказов, повысить эффективность производства.
Программирование размоточного станка AMT
Для решения задачи требовалось обеспечить составление управляющих программ (УП) для станка с ЧПУ перфорации и мерной резки металлической полосы по геометрии, заданной в DXF-файле. У станка только одна управляемая координата подачи листа Y и пять инструментов (4 пуансона и нож для резки). Все инструменты расположены на определенном расстоянии друг от друга (рис. 5).
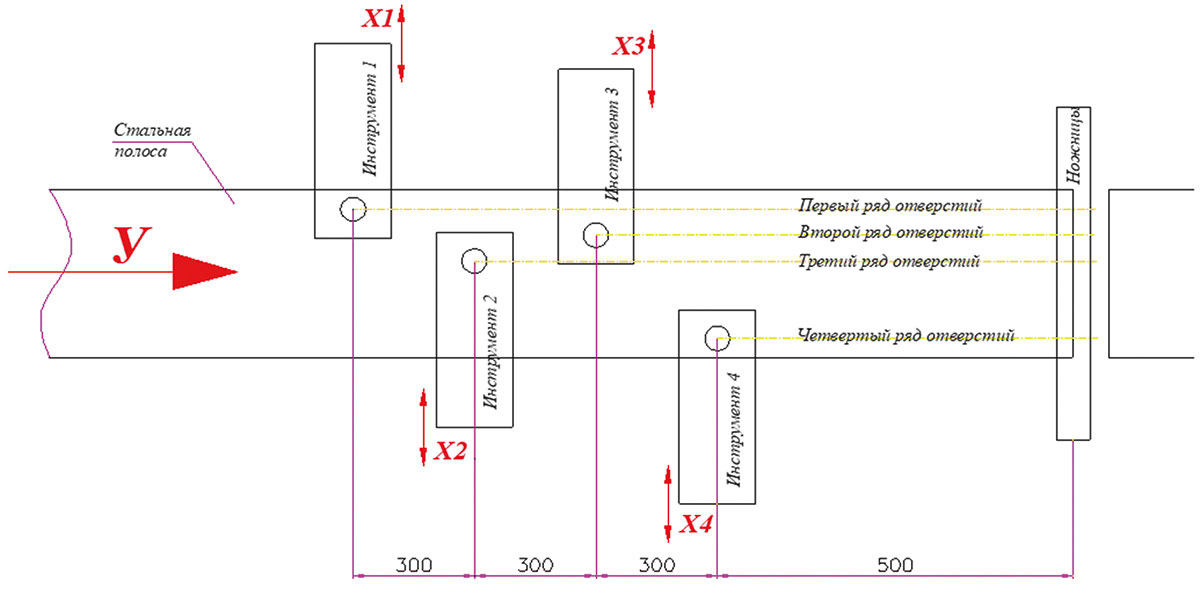
Рис. 5. Расположение инструментов на станке АМТ
Во время работы станка инструменты стоят неподвижно, только отрабатывают команды пробивки в соответствии с управляющей программой. Положение инструментов по осям X1, X2, X3, X4 оператор устанавливает вручную во время переналадки станка на другую деталь. Таким образом, на стальной полосе возможно получить до четырех рядов отверстий с разным шагом и произвести мерную резку детали ножницами согласно УП. Типовая деталь, получаемая после обработки на станке, показана на рис. 6.
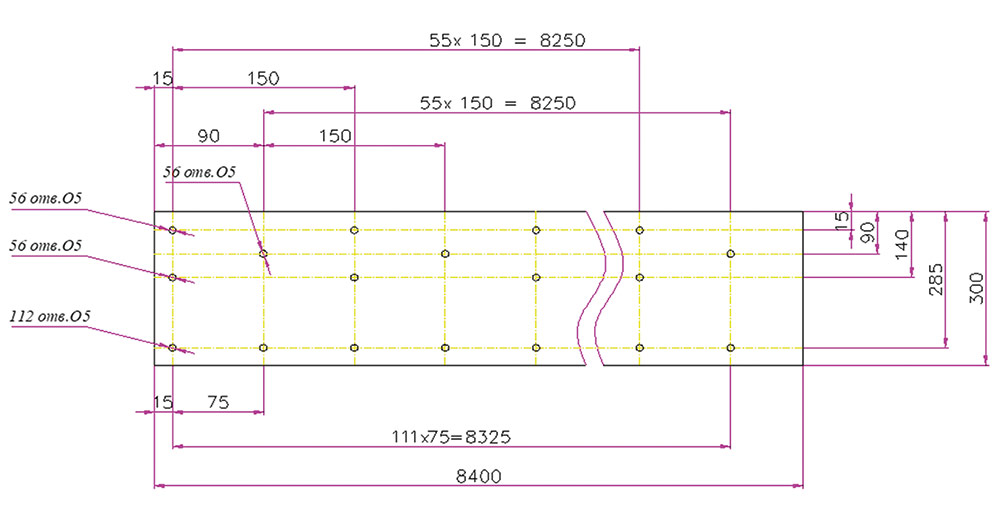
Рис. 6. Типовая деталь — четыре ряда отверстий
Система ЧПУ (ПЛК) Indramat имеет специфический формат и ограничение по объему управляющей программы (2500 команд) — рис. 7. Инструкции языка позволяют задавать перемещения, удары имеющимся инструментом, а также возможность выполнения повтора фрагмента программы. Без использования повтора создать программу для типовой работы невозможно из-за ограничения по объему УП.
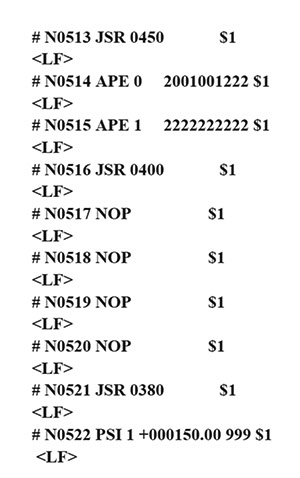
Рис. 7. Фрагмент текста управляющей программы (один удар и перемещение)
Применение макросов рассчитано на квалификацию наладчика станка. Разработанные макросы обеспечивают:
- задание параметров на диалоговой панели (рис. 8);
- распознавание геометрических элементов (окружностей и вертикальных линий);
- определение их соответствия расположению инструмента (окружность для пробивного пуансона, вертикальная линия для ножа);
- расчет перемещений и ударов инструментами;
- выявление повторяющихся фрагментов для сокращения размера программы;
- возможность изготовления заданного числа одинаковых деталей;
- возможность изготовления двух зеркальных деталей;
- формирование управляющей программы в кодах ЧПУ Indramat;
- чтение и проверка управляющей программы и формирование геометрических объектов в соответствии с установленным инструментом.
Кроме того, была реализована возможность передачи сформированной управляющей программы непосредственно в ЧПУ.
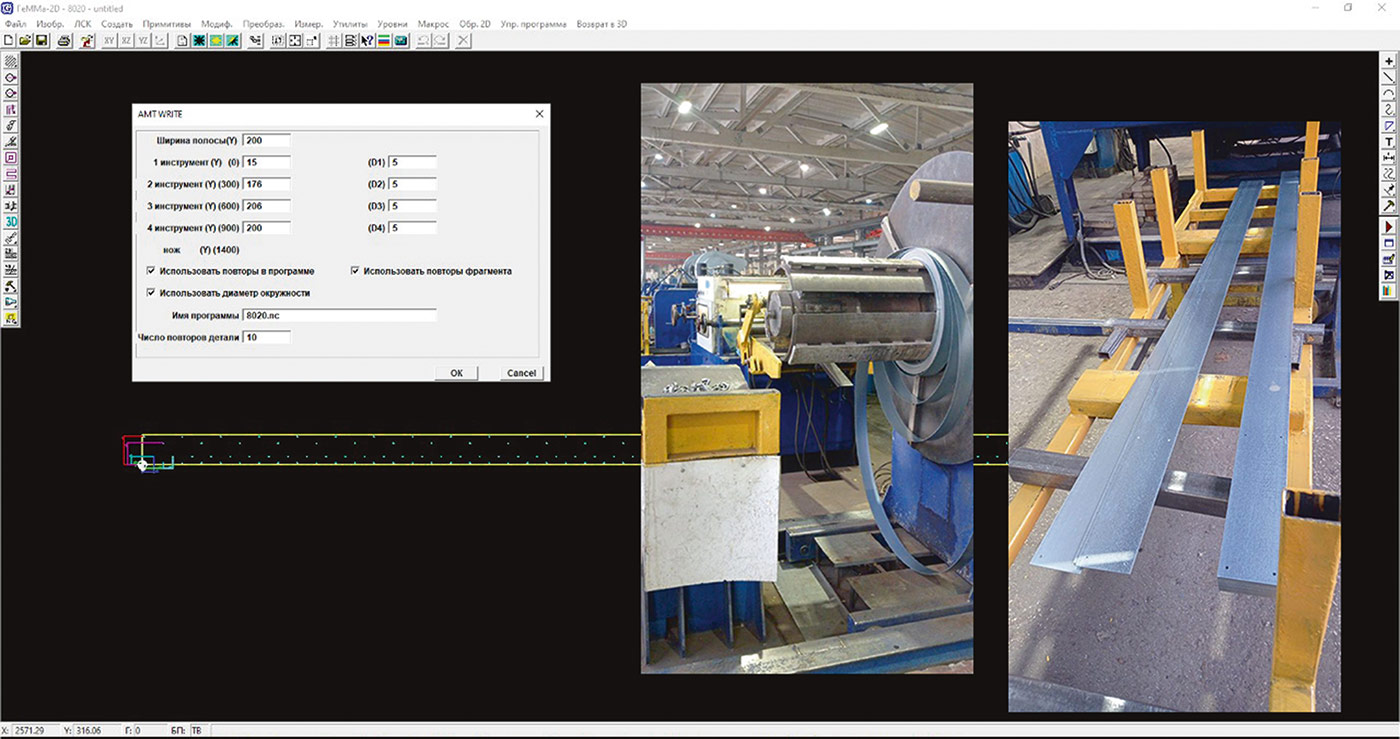
Рис. 8. Диалоговая панель макроса AMT_WRITE
Автоматизация подготовки геометрических файлов и управляющих программ в массовом индивидуальном производстве дверных панелей
Эта задача была в общем рассмотрена в 2023 году в статье «Автоматизация подготовки УП в массовом индивидуальном производстве» (САПР и графика. 2023. № 4).
Накладные декоративные дверные панели фрезеруются на 3-осевых станках с ЧПУ. Основной проблемой при этом является подготовка индивидуальных геометрических файлов для заказчиков и их обработка. Дневная выработка составляет от 100 до 200 заказов, которые отличаются размерами, расположением (наружная или внутренняя), стороной открывания (правая или левая), замковой системой, наличием глазка и дизайном (одним из 300). Рутинная работа неизбежно приводила к ошибкам и браку. Чтобы упростить выполнение этих работ, была предложена автоматизированная система подготовки производства на основе макропрограммирования ГеММа-3D. При этом CAM-система ГеММа-3D используется в виде системы с командным интерфейсом (без графической оболочки), а все данные, включая макропрограммы (скрипты) для пересчета геометрических файлов и расчета управляющих программ, хранятся в инженерной базе данных, разработанной на основе 1С УПП (рис. 9). Общий алгоритм работы системы следующий:
- Из базы данных в отдельную файловую папку выгружаются исходные данные — DXF-файлы дизайнов, замковых систем и конструктивов, а также табличные данные для отступов и смещений в формате CSV.
- На основании сменно-суточного задания УПП формируется и выгружается сменно-суточное задание фрезерного участка.
- Выгружаются расчетные скрипты, которые учитывают особенности перестроения определенных дизайнов (или их семейств).
- Запускается расчетчик ГеММа-3D
в «невидимом режиме», который в соответствии с каждым заказом производственного задания последовательно запускает необходимые для этого скрипты и:- формирует и позиционирует замковую систему;
- перестраивает заданный в заказе дизайн под индивидуальные размеры;
- располагает построенную панель на столе станка вдоль оси Х;
- формирует траектории обработки для сверловки и фрезеровки.
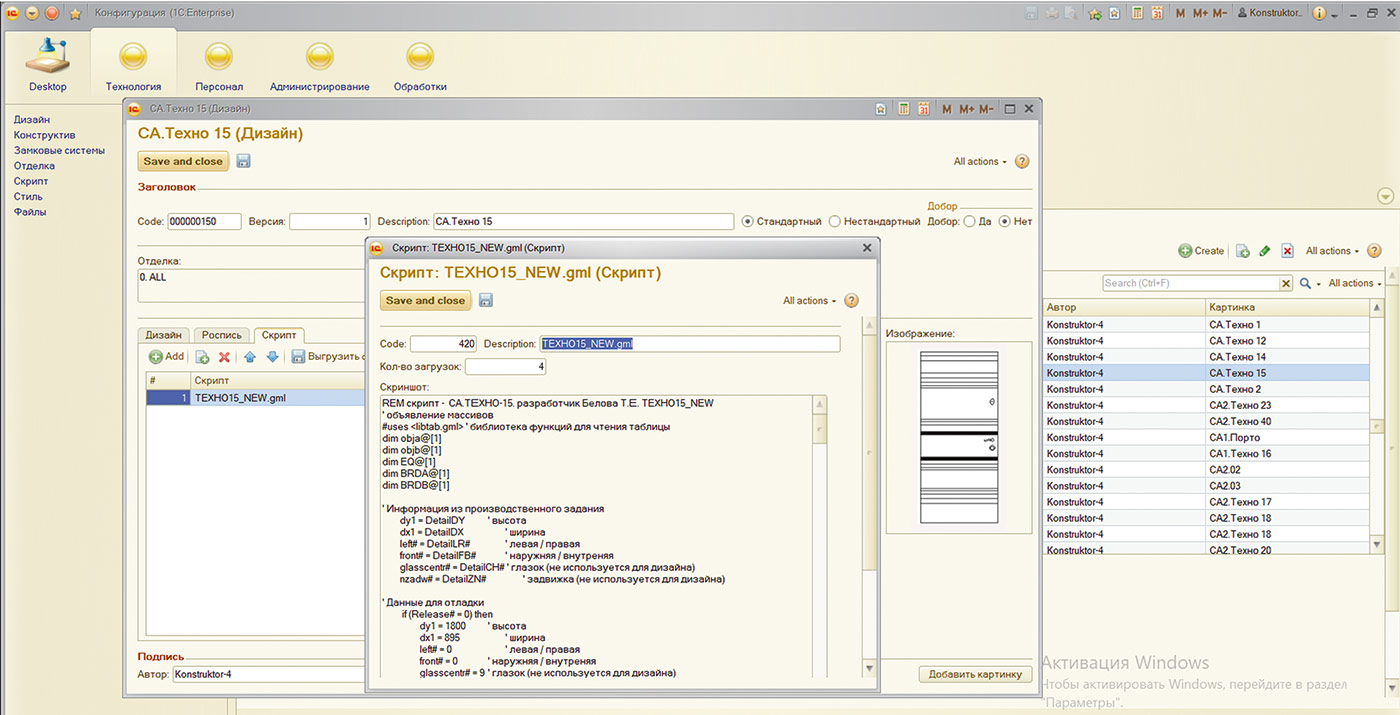
Рис. 9. Инженерная база данных дверных панелей на основе интеграции 1С и ГеММа-3D
Результатом работы для каждого заказа является DXF-файл с геометрией, перестроенной под индивидуальные параметры. Причем общее время формирования всех файлов для одного сменно-суточного задания из 150 заказов составляет примерно от 30 секунд до минуты, а отлаженные скрипты гарантируют отсутствие ошибок, характерных для «ручной» работы.
***
Макропрограммирование в CAD/CAM-системах является мощным и зачастую единственным способом решения специализированных, в том числе уникальных задач конкретного производства. При этом заказчик получает не просто готовое решение, а инструмент развития, позволяющий учитывать как текущие, так и перспективные потребности производства.

