

Андрей Дубровин,
инженер-технолог, ООО «НТЦ ГеММа»
Статья посвящена решению практической задачи подготовки управляющей программы при намотке стеклянного ровинга на деталь нестандартной формы с помощью макропрограммирования в среде CAD/CAM-системы ГеММа-3D.
Всё началось с задания, которое выдал начальник, — подготовить производство баллонов давления с использованием композитных материалов. Дело незнакомое, поэтому пришлось начинать с нуля: изучать незнакомую науку, осваивать новый смысл уже знакомых слов.
Оказывается, наполнителем называют материал, который обеспечивает основную прочность изделия. В качестве наполнителя мы использовали стеклянный ровинг — жгут из тонких стеклянных волокон (рис. 1).

Рис. 1. Бобина стеклянного ровинга
Матрицей называют материал, который удерживает наполнитель в нужном положении. В нашем случае — это различные полимерные материалы. Кроме того, добавился незнакомый термин — лейнер. Это некая бутылка, которая является формой для укладки композита, а потом, в готовом баллоне, выполняет роль герметичного сосуда для удержания газа под давлением.
В нашем распоряжении не было никакого специального оборудования, поэтому первые образцы мы пытались намотать на обычном токарном станке. Результат отрицательный — на втором обороте ровинг спадал с лейнера. Пришлось сделать шаг назад и заняться изучением математики и физики процесса намотки, ознакомиться с особенностями геодезических линий. И время было потрачено не зря — вновь приобретенных знаний оказалось достаточно, чтобы вручную выполнить правильную трехзаходную намотку (рис. 2).

Рис. 2. Экспериментальный полуфабрикат композитного баллона, ручная трехзаходная намотка
Этот результат стал ярким подтверждением правильности расчетов, но для настоящей работы нужно было автоматизировать процесс. Поскольку по принятой технологии пропитки материалом матрицы требовалась сухая намотка, решили использовать обычный фрезерный станок с четвертой поворотной осью. Подходящее оборудование нашли, но с программированием начались проблемы. Стандартного программного обеспечения, которое может подготовить управляющую программу для выполнения намотки, найти не удалось.
Имеющаяся в распоряжении CAM-система ГеММа-3D позволяет создавать фрезерную обработку для четырех и пяти осей. Однако геометрия намотки совсем не похожа на фрезерную. Пришлось воспользоваться возможностями макропрограммирования. Действительно, там есть все необходимые инструменты для создания нестандартных геометрических объектов и даже можно создавать новые операции программирования ЧПУ. Кстати, в этой работе очень пригодился опыт ручной намотки.
В результате в нашем распоряжении появился инструмент, который не обеспечивал полной автоматизации проектирования, но позволял найти точную геометрию геодезических линий, подобрать нужную кратность намотки, правильно положить линии ровинга вокруг горловины лейнера.
Особая трудность возникла при создании линии перехода. Хотелось, чтобы весь процесс намотки выполнялся от начала до конца без вмешательства человека. И самой трудной оказалась задача проектирования линии перехода от перекрестной намотки на поперечную: сухая намотка очень строго контролирует правильность геодезических линий — даже при небольших отклонениях ровинг сползал с лейнера. Чтобы исправить брак, в процесс вынужден был вмешиваться оператор и экспериментально с проверкой на станке устранять проблему.
Пришлось в пределах трения, которое реально создается между ровингом и лейнером, создать «кривую» геодезическую линию и аккуратно положить ее на лейнер. После создания этого элемента траектории все компоненты программы можно сложить в единый цикл работы. Перед пуском операции намотки оператору нужно правильно удержать начальный конец ровинга около горловины лейнера. Первой включается фаза косой перекрестной намотки. Затем выполняется плавный переход на поперечную намотку. Потом снова выполняется плавный переход, который необходим только для того, чтобы заключительный конец ровинга пришел к горловине лейнера и его можно было там надежно закрепить. В результате получается полуфабрикат баллона, готовый для операции пропитки (рис. 3).


Рис. 3. Полуфабрикат композитного баллона. Пятизаходная намотка с переходами выполнена на фрезерном станке с четвертой поворотной осью
Для увеличения производительности мы приобрели намоточный станок с ЧПУ, модель РПН-250ФЗ. Вместе со станком поставляется программное обеспечение, позволяющее быстро подготовить программу для перекрестной намотки на цилиндрические лейнеры с днищами округлой формы. Жаль, что ПО не предполагает возможности проектировать переходные кривые и этот процесс приходится отлаживать вручную. Но зато цикл намотки сократился более чем на порядок. Мы даже попробовали намотку ровингом, уже пропитанным двухкомпонентными полимерами с последующим затвердеванием.
Часть процесса производства, которая обеспечивала подготовку наполнителя композиционного материала, была завершена. И здесь можно было поставить точку. Но тут поступил заказ на намотку лейнера неправильной формы — торцы лейнера были несимметричными, а в промежуточной части присутствовала вогнутая поверхность. Программное обеспечение станка оказалось неспособным для проектирования программы для такой нестандартной формы. Пришлось вернуться к ранее созданному макросу.
Расчет, выполненный с помощью макроса, показал, что идеально построенные геодезические линии не позволяют выполнить намотку на деталь такой формы. Геодезическая линия на уровне математики не может преодолеть вогнутую часть поверхности (рис. 4).
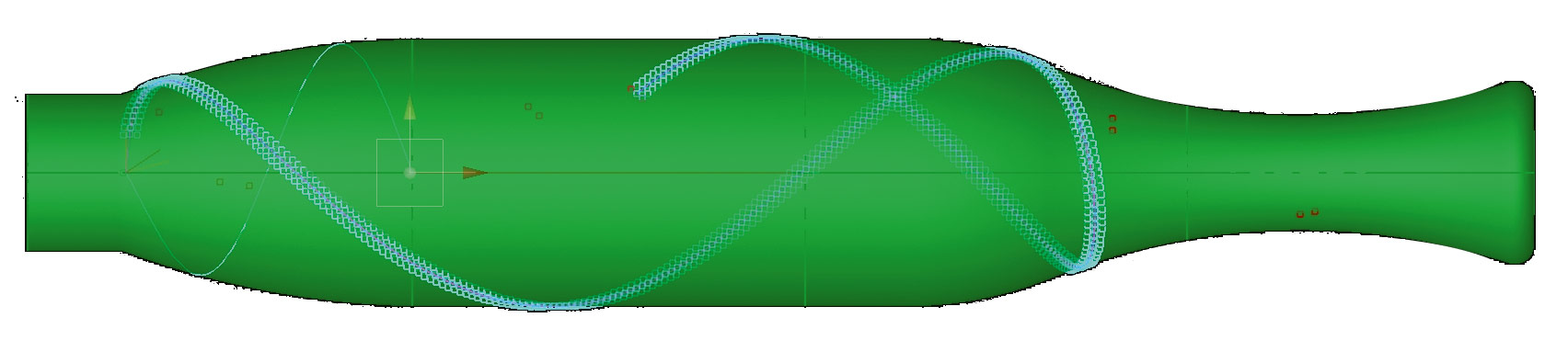
Рис. 4. Идеальная математическая геодезическая линия вырождается на вогнутой поверхности
Тем не менее макрос способен создавать «кривые» геолинии, которыми мы и воспользовались для решения задачи. Удалось довести ровинг до правого края детали и даже полностью закрыть плоскость правого торца (рис. 5).
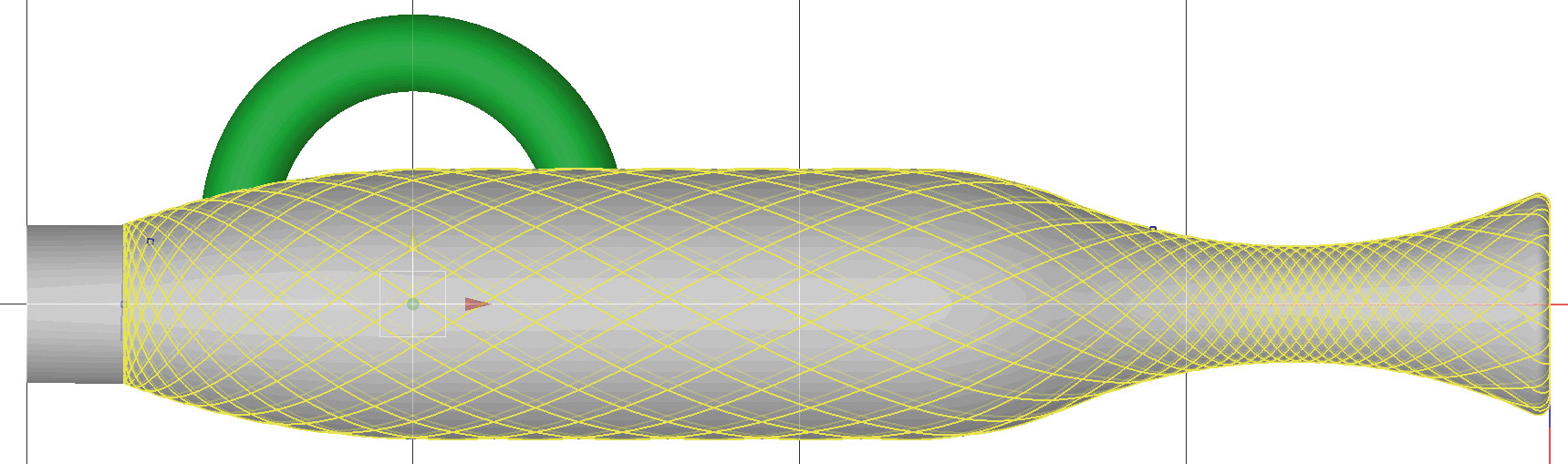
Рис. 5. Проект линий раскладки ленты ровинга на вогнутую поверхность
Так выглядят траектории на первом этапе расчета. На втором этапе выполняется расчет координат точки раскладочного кольца, из которой выходит лента ровинга — выполняется поиск точки на касательной к геодезической линии (рис. 6).
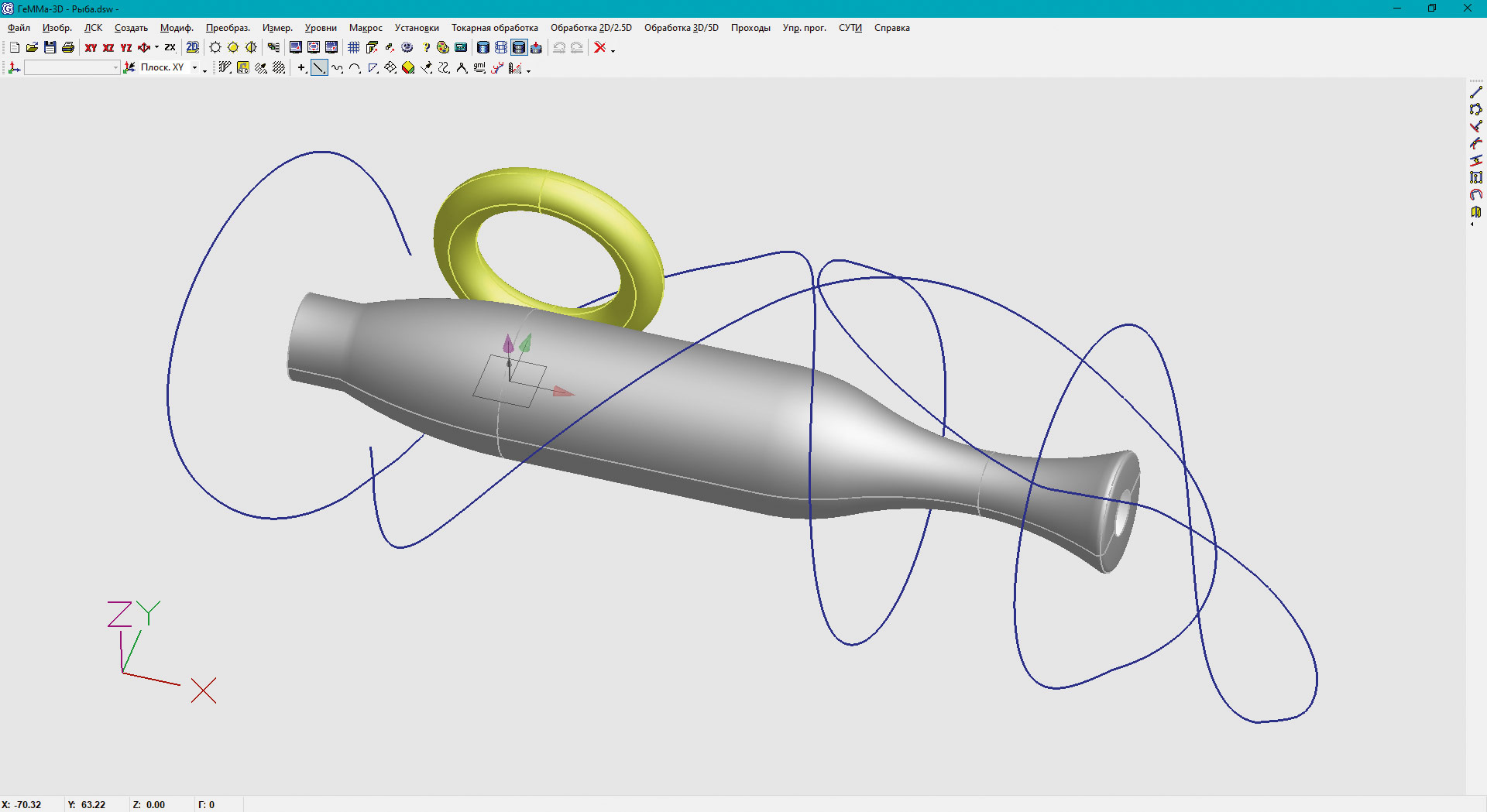
Рис. 6. Траектория точки ровинга, исходящей из раскладочного кольца, в координатах детали
В линии, изображенной на рис. 6, заключена вся необходимая информация для создания управляющей программы для намоточного станка.
После успешного завершения работ по проектированию намотки на такую форму появилась уверенность, что созданный макрос способен правильно укладывать ровинг не только на простые тела вращения. Если геолиния в принципе ложится на поверхность, то макрос с этой работой справится. Причем поверхность может быть чуть ли не произвольной формы: несимметричная по торцам, иметь внешние изломы в профиле, может быть даже не круглой — типа балясины треугольного сечения (рис. 7).
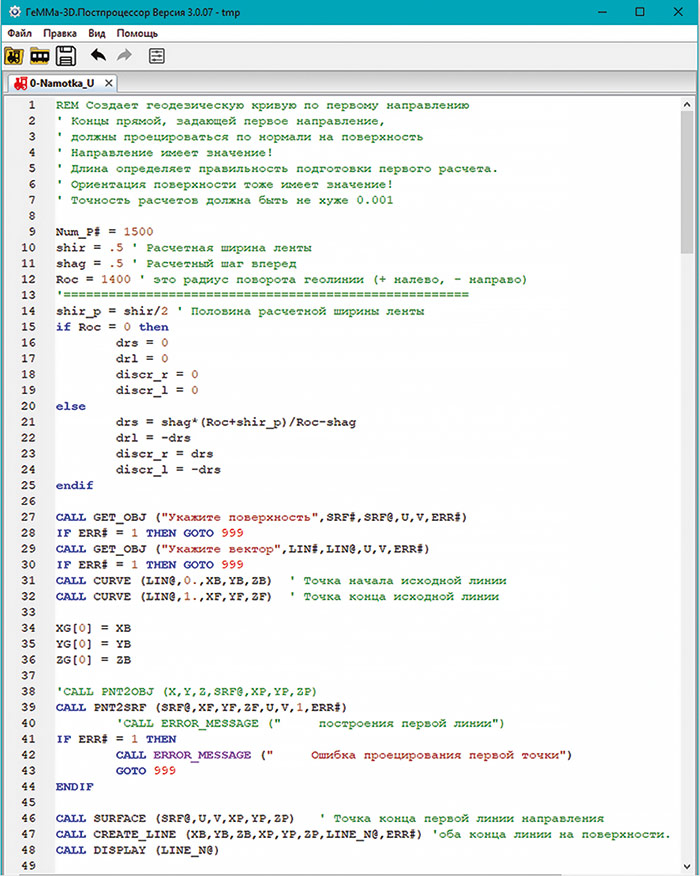
Рис. 7. Начальные строки макропрограммы, включающие исходные параметры и начальный диалог
Макропрограммирование — это инструмент, который всегда доступен пользователю системы ГеММа-3D. На производстве нередко приходится выполнять задания, которые не способны решить средства, предлагаемые CAM-системами. Получается, что любое нестандартное пожелание пользователя выполнить практически невозможно. Во-первых, на производстве ради одного случая никто не будет создавать в CAM-системе новую операцию, поскольку это неэффективно. Во-вторых, производственные задачи приходится решать оперативно, в короткие сроки, и нет времени ждать, когда появится новая возможность в освоенной CAM-системе. Макропрограммы еще раз доказали свою жизнеспособность и необходимость в решении нестандартных, уникальных задач.

