
Как выбрать программное обеспечение.
Опыт выбора системы автоматизированной подготовки управляющих программ для станков с ЧПУ на примере ОАО «ДААЗ»
Выбор легок, если он отсутствует.
Народная мудрость
Возможность выбора
Свобода человека заключается в праве делать осознанный выбор. Но как сделать этот выбор правильно? Нет проблем, когда выбирать не из чего, когда все ясно и предсказуемо. Постиндустриальное общество обострило проблему выбора практически до предела. Даже для того, чтобы выбрать, к примеру, такую элементарную вещь, как ежедневник, приходится долго стоять перед полкой в магазине и размышлять, какой подойдет по стилю, какой удобнее, а еще лучше, чтобы и то, и другое сочеталось. Что же тогда говорить о высокотехнологичных товарах? А о программном обеспечении?
Буквально несколько лет назад, программ, выполняющих те или иные функции, было не так много и все знали наизусть их перечень, так что сделать выбор было несравнимо легче. Сегодня же существует множество различных программных продуктов, сходных по своим возможностям. Как выбрать из этого многообразия именно то, что будет наилучшим образом решать ваши задачи? А когда речь идет о программных продуктах для производства, эта проблема значительно усложняется, ведь цена ошибки здесь очень высока.
Как бы ни был тяжел выбор, делать его приходится, а значит, должен быть алгоритм принятия верного решения, чтобы вернуть инвестиции, вложенные в программное обеспечение. В этой статье мы хотим рассказать о том, как проходил выбор программного обеспечения для создания управляющих программ для станков с ЧПУ на Димитровградском автоагрегатном заводе (ДААЗ). Как известно, для того, чтобы проектный и производственный циклы были интегрированы в единую систему, необходим программный пакет для создания УП для станков с ЧПУ. Такая необходимость возникла и у нас, и начался сложный процесс выбора...
Перед выбором
Даже приобретая ПО для личного пользования, мы с самого начала определяем задачи, которые нужно решить. Например, чтобы слушать музыку на домашнем компьютере, нужна программа для воспроизведения MP3-файлов — это и будет задачей, которую должна выполнять программа.
При выборе профессионального программного обеспечения тем более нужно начинать с постановки целей, которых следует достичь при использовании данного ПО. При этом поставленные цели должны быть не абстрактными, а конкретными и иметь ясно выраженный количественный результат. После этого можно приступать к написанию технического задания.
По опыту внедрения систем автоматизированного проектирования, которые проводила «Русская Промышленная Компания» на многих предприятиях, можно констатировать, что наибольшая отдача от вложения инвестиций была там, где руководство четко определяло цели внедрения САПР и в то же время осознавало, что мгновенно достичь их невозможно. Кроме интеграции компьютерных систем на предприятии, необходимо учесть и так называемый человеческий фактор, то есть выяснить, насколько готовы специалисты предприятия к процессу внедрения, потребуется ли обучение и дополнительные затраты на него, как избежать неприятия грядущих изменений. Ответы на эти вопросы дает предпроектное обследование. Безусловно, осуществить его предприятие может и самостоятельно, но лучше доверить дело поставщику ПО, так как у него уже есть и опыт подобных обследований, и необходимые ресурсы.
Не будем описывать здесь данный процесс, поскольку это тема отдельной статьи, а представим себе, что он прошел — стали ясны цели, составлено ТЗ и примерно определен бюджет.
Димитровградский автоагрегатный заводОАО «Димитровградский автоагрегатный завод» является многопрофильным специализированным предприятием по производству деталей, узлов и агрегатов к автомобилям Волжского автозавода. Значительное количество узлов и деталей завод поставляет для КАМАЗа, ГАЗа, УАЗа и других российских предприятий. ДААЗ — крупнейшее в отрасли, стабильно работающее предприятие, известное как на российском, так и на зарубежном рынке. Номенклатура выпускаемых заводом изделий обширна — это и изделия из топливной группы (дроссельные патрубки, топливные рампы, клапана, приборы снижения токсичности отработавших газов); и из группы кузовной арматуры (замки дверей, стеклоподъемники, наружные и внутренние зеркала заднего вида), и из группы изделий электрооборудования (замки зажигания с противоугонным устройством, задние фонари, указатели поворотов), а также биметаллические вкладыши, радиаторы, детали из спеченных металлических порошков и т.д. В состав используемого программного обеспечения завода входят следующие пакеты: • 3D- системы — CATIA, SolidWorks, Pro/ENGINEER, Mechanical Desktop; • 2D-системы — КОМПАС, AutoCAD. |
Приступаем к выбору
В случае выбора программного проигрывателя MP3-файлов мы прежде всего расспрашиваем своих знакомых, какой у них проигрыватель, насколько он хорош и каков его функционал. Можно также поискать в Интернете описание программы, отзывы пользователей, погулять по форумам, посмотреть, что пишут специалисты.
В принципе, первые шаги во многом будут похожи, идет ли речь о выборе профессиональной системы для станков с числовым программным управлением или домашнего проигрывателя. Отличие в том, что при поиске программы для личного использования, как правило, можно ограничиться вышеописанными процедурами. Так, в случае с проигрывателем вы выбираете, например, WinMu, копируете его у знакомых или скачиваете из Сети. Никакой поддержки этот софт не требует, а когда появятся обновления, их тоже можно будет найти в Интернете. Таким образом, ваш выбор сделан, и на этом можно остановиться. В случае же выбора профессионального программного обеспечения требуется нечто большее.
Вернемся к нашему опыту. Димитровградский автоагрегатный завод — это солидное предприятие, имеющее долгую историю и развитое производство. Одна из проблем, существовавших на ДААЗе, — недостаточная автоматизация технологических процессов. На предприятиях подобные ситуации бывают часто: есть пакеты для проектирования, но нет систем для технологической подготовки производства, отсутствуют средства подготовки УП для станков с ЧПУ. Понятно, что если, например, проектное бюро своевременно передает на производство качественную трехмерную модель детали, но там не могут ее никак использовать, то ни о каком росте производительности речи быть не может. На Димитровградском автоагрегатном заводе уже существовало несколько систем для автоматизированного проектирования, которые покрывают потребности проектных отделов. Поэтому вопрос о приобретении CAM-системы приходилось решать с учетом сохранения уже освоенных технологий CAD.
Сотрудниками предприятия было составлено ТЗ и определены необходимые требования к программному пакету:
• возможность импорта моделей из всех используемых на ДААЗе графических пакетов;
• наличие шаблонов постпроцессоров, а также адаптация их для имеющегося парка станков с ЧПУ;
• возможность написания постпроцессоров;
• улучшенные характеристики расчета траектории, сокращение времени обработки (по сравнению с другими пакетами автоматизированной подготовки управляющих программ для станков с ЧПУ);
• поддержка фрезерования по 2,5-5 осям, а также 2-осевой обработки заготовок на электроэрозионных станках.
Следующий этап — выбор конкретного пакета конкретного поставщика. На этом этапе окончательно уточняются все вопросы по функциональности, по цене продукта и стоимости годовой подписки, по организации технической поддержки и обучения специалистов; выясняется, какие специальные маркетинговые программы существуют у поставщика, и многое другое.
В качестве заключительного этапа рекомендуется провести тестовую эксплуатацию программного продукта на реальных задачах. «Русская Промышленная Компания» всегда придерживается такой методики.
В заводской документации ДААЗа записано: «В августе 2003 года “Русская Промышленная Компания” передала в ОАО “Димитровградский автоагрегатный завод” для опытной эксплуатации EdgeCAM v. 7.50 — программный продукт фирмы Pathtrace Engineering Systems. Освоение пакета производилось самостоятельно».
Тестирование
Тестирование программного обеспечения обычно происходит в течение месяца или двух. В данном случае результатом работы с ПО для станков с ЧПУ должна была стать деталь, изготовленная на основе данных, полученных из CAD-системы. Одним из основных критериев для оценки являлся сам факт получения качественной готовой детали. Кроме того, необходимо обратить внимание и на то, как проходил процесс создания управляющих программ.
За период тестовой эксплуатации можно окончательно выяснить, насколько возможности CAM-системы соответствуют требованиям предприятия: проверяется функциональность программы, проводятся тесты на скорость и точность выполняемых операций, на удобство и простоту эксплуатации программы. Необходима также тщательная проверка взаимодействия CAM-системы с ее окружением: как система работает с входящей и исходящей информацией (входящей информацией здесь являются модели и чертежи из CAD-систем, исходящей — точные и качественные управляющие программы для станков с ЧПУ).
На Димитровградском автоагрегатном заводе к процессу тестирования подошли серьезно и взвешенно. Снова обратимся к документам:
«Опытная эксплуатация EdgeCAM продолжалась два месяца. Вот результаты, которые мы получили по каждому пункту:
1. Было произведено импортирование в пакет EdgeCAM свыше 150 математических моделей различных форматов из имеющихся на ДААЗе графических пакетов.
2. На основе имеющихся шаблонов постпроцессоров нами с помощью специальной утилиты «Мастер постпроцессоров» были написаны три постпроцессора:
• для координатно-расточного станка 24K40СФ4;
• для координатно-шлифовального станка 32К84СФ4;
• для электроэрозионного станка ROBOFIL-2020.
3. При написании постпроцессоров для электроэрозионных станков ROBOFIL-2030, ROBOFIL-240, AGIECUT-200 пришлось работать с исходным текстом постпроцессора, а затем его откомпилировать.
4. Была произведена сравнительная обработка модели “Плита неподвижная” 0605-8360.019 (формат SolidWorks) в следующих CAM-пакетах: SPRUT CAM 3.5, POWER MILL 2.495 и EdgeCAM 7.50. Данная модель имеет средние габаритные размеры (140x180x53)».
После проведенного тестирования необходимо подвести итоги, которые должны быть количественными и качественными. Можно провести сравнение CAM-систем по скорости выполнения определенного задания, по точности выполнения задач и по функциональным возможностям.
Так, после тестирования пакета EdgeCAM на Димитровградском автоагрегатном заводе были получены следующие результаты:
• время расчета траектории инструмента при одинаковых значениях диаметра фрезы, шага обработки, припуска, подач и точности в пакете EdgeCAM меньше, чем в пакетах POWER MILL, SPRUT CAM для всех видов обработки;
• время обработки на станке для черновой и получистовой операции примерно одинаково;
• время обработки для чистовой операции уменьшилось на 10%.
На вышеуказанные станки (п. 2-3 последнего документа) было получено 30 управляющих программ.
Использовались следующие фрезерные переходы:
• фрезеровать по контуру (Profile Milling);
• фрезеровать карман (Areaclear Lace);
• фрезерование поверхности построчно (Surface Areaclear, Lace);
• фрезеровать поверхность послойно (Z Level Rough, Finishing); ребро (Pencil Mill); дообработка (Rest Rough, Finishing); постоянный шаг (Constant Cusp Finishing); проекция границы (Project Boundary).
Переходы электроэрозионной обработки:
• контур (2D Profile);
• вспомогательные переходы;
• выбор инструмента (Tool Store);
• компенсация (Radius Compensation);
• переход в точку (Rapid, Feed, Toolchange, Home).
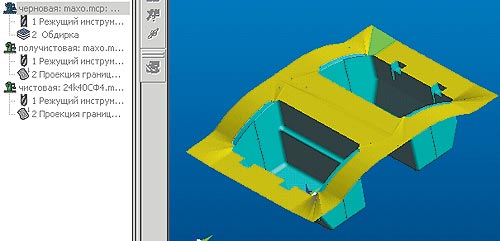
Для тестирования использовалась модель «Плита неподвижная»
Окончательный выбор
Как правило, после завершения тестовой эксплуатации составляется отчет с выводами о выполнении тех или иных пунктов технического задания. Если результаты тестовой эксплуатации устраивают и руководство и технических специалистов, то с поставщиком окончательно уточняются условия приобретения и необходимый набор модулей.
На Димитровградском автоагрегатном заводе после тестовой эксплуатации были выделены достоинства и недостатки пакета EdgeCAM. Приведем выдержку из документации предприятия.
«Достоинства программы EdgeCAM:
• возможность получения в одном пакете управляющих программ для фрезерной, токарной, электроискровой, комбинированной обработки;
• относительная простота в освоении и использовании;
• наличие специального интерфейса для работы с солидами, импортированными из тяжелых систем, таких как CATIA;
• наличие специальной утилиты “Мастер кода”, позволяющей пользователям настраивать генераторы кода, используя простой шаблон, который удовлетворяет основным структурам и форматам данных, требующимся для управления станками с ЧПУ. При этом от инженера-технолога не требуется знания какого-либо языка программирования;
• отсутствие разделения графической и служебной информации без нарушения функциональных возможностей файла для дальнейшего модифицирования и редактирования;
• работа с 2,5-5-осевым фрезерованием, выполнение 2-осевой, соосной и радиальной, 4-осной токарной обработки, а также 2- и 4-осной обработки на электроэрозионных станках;
• возможность создания модели детали и формы исходной заготовки как с помощью средств EdgeCAM, так и импортированием из пакетов трехмерного моделирования, доступных пользователям других САПР (SolidWorks, CATIA, AutoCAD, КОМПАС);
• возможность вести параллельно работы по проектированию детали и ее обработке, что позволяет на ранних этапах проектирования определиться с технологией изготовления изделия;
• наличие операции верификации пути инструмента — программы Verify, позволяющей избежать дополнительных затрат на отладку технологического процесса в железе. На “мягкой” компьютерной модели можно проверить результаты работы технологов, устранить возможные ошибки и внести необходимые изменения в технологический процесс. При этом технолог, моделируя путь инструмента, может рассмотреть обрабатываемую деталь с разных сторон и визуально определиться с качеством выполненной обработки изделия;
• наличие функции Compare позволяет сравнить обрабатываемую заготовку с моделью исходной детали. Эта операция доступна пользователю в процессе работы над технологией изготовления изделия. Подрезанные или недофрезерованные объемы заготовки выделяются различными цветами, что помогает пользователю сориентироваться, определить место возможного дефекта и внести необходимые изменения в технологический процесс;
• формирование управляющей программы в виде линий, дуг и сплайнов, что позволяет уменьшить объем управляющих программ.
Недостатки программы EdgeCAM:
• отсутствие меню и руководства пользователя на русском языке (в данный момент «Русская Промышленная Компания» выполнила локализацию программы и подготовила русскоязычные учебные курсы по программе. — Прим. авт.);
• отсутствие модуля расчета оснастки зубчатых колес для проволочной электроэрозионной обработки, которая составляет б о льшую долю в общей трудоемкости механической обработки.
По результатам опытной эксплуатации было принято решение о закупке данного пакета. Приобретение пакета было произведено в июле 2004 года».
Итак, выбор сделан!
Заключение
В данное время в ОАО «Димитровградский автоагрегатный завод» идет промышленная эксплуатация EdgeCAM, а специалисты «Русской Промышленной Компании» всегда готовы оказать необходимую техническую поддержку.
«Русская Промышленная Компания» является эксклюзивным дистрибьютором компании Pathtrace Technology, разработчика EdgeCAM — одного из ведущих программных пакетов для создания управляющих программ обработки для станков с ЧПУ, токарной, фрезерной и электроэрозионной групп.
Централизованная служба приема заказов: edgecam@cad.ru. Дополнительная информация: www.cad.ru, www.edgecam.ru.
«САПР и графика» 2'2005

