
Процессно-ориентированное проектирование пресс-форм в интегрированной среде системы Cimatron E v.5
Этап 1. Создание мастер-модели
Этап 2. Создание рабочей модели
Этап 3. Разделение модели на матрицу, пуансон, вставки и ползуны
Этап 4. Построение линий и поверхностей разъема
Этап 5. Проектирование формообразующих элементов
Этап 6. Проектирование формопакета
Этап 7. Проектирование литниковой системы и системы охлаждения
Этап 8. Автоматическое формирование конструкторской документации на пресс-форму
Появление трехмерного (объемного) моделирования и компьютерного дизайна во многом обусловило быстрое расширение ассортимента товаров народного потребления. Значительно возросли и требования к наукоемким промышленным изделиям в плане их функциональности и дизайна. Ни одно сложное изделие сегодня не может выпускаться без использования CAD/CAM-систем. Зарубежные заказчики (впрочем, как и крупные отечественные) не размещают заказ до тех пор, пока не удостоверятся, что техническая подготовка производства выполнена средствами CAD/CAM-систем.
Использование возможностей 3D-моделирования привело к коренному изменению технологии производства оснастки. Во много раз увеличилась скорость проектирования и значительно повысилось его качество. Если 8-10 лет назад система AutoCAD, позволяющая выпускать графическую документацию, удовлетворяла потребностям почти всех предприятий, то в настоящее время во многих компаниях для интегрированного проектирования и производства сложной оснастки применяются такие хорошо известные системы, как CATIA, Cimatron, Pro/ENGINEER и Unigraphics. Делаются попытки работать в инструментальном секторе промышленности и с помощью новых отечественных разработок, таких как системы КОМПАС, Т?FLEX и др., но пока они не выходят за рамки конструкторских разработок в среде 2D и решения отдельных локальных задач в 3D.
Инструментальщикам в первую очередь необходима система, обеспечивающая единую сквозную информационную среду конструирования и технической подготовки производства. Исходя из основных критериев выбора CAD/CAM-систем, то есть из соотношения «цена/функциональность» и качества сопровождения, наиболее подходящей для украинских инструментальных производств является CAD/CAM-система Cimatron Е.
В отличие от традиционного последовательного процесса проектирования, система Cimatron Е предлагает процессно-ориентированное проектирование, при котором процесс разработки оснастки разделен на этапы в соответствии с принятой практикой и обеспечивает параллельную и коллективную работу пользователей. Как показал опыт работы специалистов ОАО «СМНПО им. Фрунзе» (г.Сумы), ОАО «Мотор Сич» (г.Запорожье), КП «Трактородеталь им. И.Лепсе» (г.Киев) и многих других предприятий, уникальная специализация Cimatron Е по комплексному решению всего спектра задач разработки и производства сложной оснастки делает эту систему одной из наиболее эффективных для инструментального производства.
Система Cimatron давно используется на многих украинских предприятиях и ориентирована на условия и стандарты СНГ. Методическая и учебная документация, интерактивная помощь, удобный Windows-интерфейс переведены на русский язык и способствуют быстрому и качественному освоению системы. Наличие учебного и сервисного центра в Киеве и квалифицированных специалистов, обеспечивающих своевременную техническую поддержку, гарантирует эффективное применение системы на предприятиях.
Рассмотрим процесс автоматизированного проектирования пресс-форм в среде Cimatron E v.5.
Этап 1. Создание мастер-модели
Цель этого этапа — получить и согласовать с заказчиком геометрическую модель изделия. Многочисленные инструменты чтения и записи данных в распространенных форматах CATIA, Unigraphics, Pro/ENG INEER, AutoCAD (форматы DWG, DXF), а также поддержка стандартных форматов IGES, VDA, SAT, STEP и STL делают систему Cimatron E открытой для интеграции с любой современной системой, которую может использовать разработчик изделия. Для создания новых и отработки на технологичность импортированных моделей Cimatron E предоставляет единую среду и разнообразные инструменты для параметрического гибридного (каркасного, поверхностного, твердотельного) моделирования, что особенно эффективно для разработки сложных изделий и технологической оснастки.
Мастер-модель является эталонной моделью и применяется в дальнейшем для выявления и оценки внесенных в проект изменений.
Этап 2. Создание рабочей модели
Рабочая модель создается на основе мастер-модели. При ее формировании конструктор учитывает свойства и усадку материала, выполняет проверку и корректировку литейных уклонов и радиусов для придания технологичности самому изделию. Рабочая модель — это полностью подготовленная модель, ориентированная на изготовление определенным методом (инжекционное литье и др.).
Этап 3. Разделение модели на матрицу, пуансон, вставки и ползуны
Число направлений разъема определяется геометрией детали. Для повышения технологичности и упрощения обработки трудно доступных участков поверхности отдельные элементы матриц могут быть выполнены в виде независимых вставок.
После указания направления разъема в модуле QuickSplit система выбирает оптимальное направление для каждой поверхности модели и прикрепляет ее к соответствующей группе разъема. Определение зон поднутрений с помощью функций анализа углов уклона и их визуализация исключают возможность ошибки в формообразовании деталей высокой сложности (рис. 1).
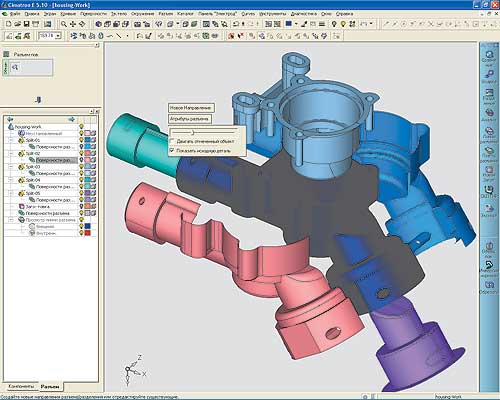
Рис. 1. Разделение модели детали на формообразующие поверхности оснастки в модуле QuickSplit производится за несколько секунд
Этап 4. Построение линий и поверхностей разъема
Для автоматического построения таких поверхностей могут использоваться функции «Внешняя поверхность разъема» и «Внутренняя поверхность разъема». В то же время опытный конструктор может построить поверхность разъема отличным от предлагаемого системой способом с учетом компоновки отдельных частей будущей формы.
Этап 5. Проектирование формообразующих элементов
Проектирование формообразующих элементов в системе Cimatron Е выполняется по классической схеме «сверху вниз» на основе полученных результатов разделения. Структура логических связей идет от рабочей модели к набору формообразующих деталей, составляющих центральный элемент пресс-формы. Каждый формообразующий элемент, будь то матрица или вставка, теперь существует как отдельная деталь в проекте с возможностью подготовки конструкторской документации и управляющих программ для его изготовления.
Этап 6. Проектирование формопакета
Для этой цели используется подсистема MoldDesign. В большинстве случаев наиболее удобным является применение типовых схем пресс-форм из поставляемых в системе библиотек. На основе рассчитываемых системой параметров и требований заказчика конструктор определяет гнездность будущей пресс-формы. Габариты плит, их толщина, межосевое расстояние для колонок и другие параметры задаются системой автоматически — на основе предопределенных знаний и правил с учетом размера формообразующего блока. Следует отметить, что указанные правила одинаково эффективно работают как для стандартных библиотек, так и для библиотек, разработанных пользователем под его специфические потребности, например с пресс-формами пантографного типа (рис. 2).
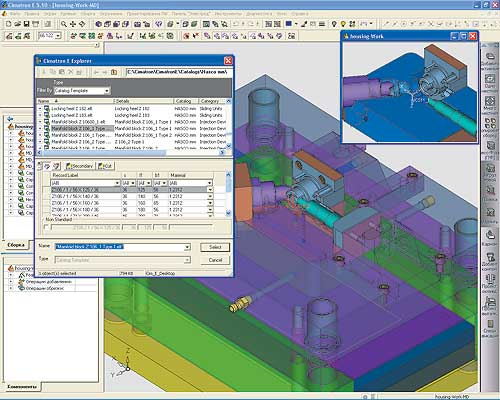
Рис. 2. После определения структуры пресс-формы ее параметрическая сборка формируется автоматически
Для ввода в систему правил используется специализированный встроенный редактор. Таким образом, знания пользователей сохраняются в системе и могут использоваться в дальнейшем коллегами.
Проводник подсистемы MoldDesign предоставляет инструменты для создания сложных пресс-форм, конструкция которых не может быть описана в рамках стандартной (типовой) схемы. В пресс-форму включаются толкатели, конструктивные недостающие элементы и элементы крепления. Проектирование сборки выполняется от прообразов деталей (фактически от заготовок), которые последовательно дополняются конструктивными элементами по мере создания формопакета. Каждый элемент сборки (например, колонка или толкатель) формирует ассоциативное отверстие или углубление нужного размера и формы.
Структура сборки представляется в системе в виде дерева сборки. Она отображает уровни вложенности элементов и их геометрические связи. При необходимости любая группа деталей может быть выделена в качестве подсборки или перенесена в подсборку более высокого уровня. Отметим также, что такие элементы формообразующего блока, как матрица, пуансон и ползуны, сначала выделяются системой в виде отдельных подсборок.
Этап 7. Проектирование литниковой системы и системы охлаждения
На основе предлагаемых схем проектируются литниковая система и система охлаждения. Формально они существуют как отдельные элементы в составе сборки, обеспечивая в деталях соответствующие каналы и проходы. Это предусматривает наличие механизма выполнения операции обрезки в сборке во всех примыкающих деталях. Другими словами, существует двунаправленная ассоциативность детали и сборки. Литниковая система при этом может быть измерена и учтена в проверочном расчете объема впрыска.
Полученная сборка впоследствии может использоваться уже как библиотечная, расширяя круг применяемых типовых схем пресс-форм.
Этап 8. Автоматическое формирование конструкторской документации на пресс-форму
На этом этапе выводятся чертежи, которые могут быть использованы для изготовления деталей и переданы в архив. Cimatron Е предоставляет предприятиям мощные и удобные средства для создания и редактирования чертежей по стандартам ISO и ЕСКД.
Этап 9. Разработка технологии и управляющих программ обработки формообразующих и других деталей пресс-формы
Система Cimatron E предоставляет одно из лучших решений по проектированию технологии обработки. Компания-производитель имеет партнерские отношения со многими ведущими поставщиками станков с ЧПУ (Mikron, AGIE, Okuma, DMU и др.), что позволяет пользователям максимально использовать возможности современных станков, автоматически оптимизировать режимы резания и обеспечивать постоянную нагрузку на инструмент в процессе обработки. Система поддерживает послед ние достижения в области высокоскоростной обработки, позволяет накапливать и применять технологические знания, а также передовые технологии в области обработки резанием и электроэрозии.
Cimatron Е поддерживает групповую работу над проектом, что позволяет параллельно выполнять различные этапы проектирования и подготовки производства оснастки. Например, на этапе детализации пресс-формы становится ясно, заготовки каких типоразмеров потребуются для последующего ее изготовления, а после разделения модели на формообразующие поверхности оснастки можно начинать проектирование и изготавливать электроды для прошивной электроэрозии (модуль QuickElectrode) и управляющие программы для обработки резанием. Такое распараллеливание работ позволяет, не дожидаясь завершения технологического этапа проектирования, начать формирование заказов необходимого материала и заготовок и перейти непосредственно к изготовлению деталей (рис. 3).
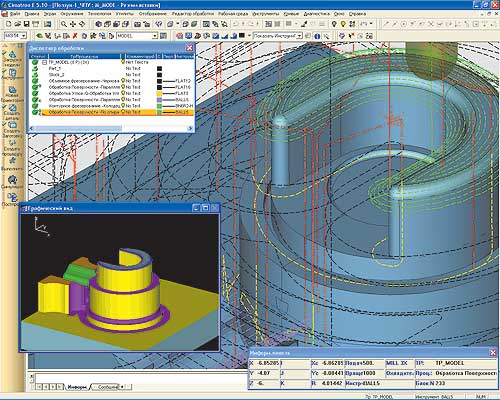
Рис. 3. Проектирование обработки с визуальным контролем результатов
Предпосылки для параллельного выполнения работ по проектированию и подготовке производства оснастки на основе моделей изделий, разработанных в других CAD-системах, создает модуль QuickCompare. Он обеспечивает выявление изменений в моделях заказчика (независимо от их формата), которые Cimatron E затем отслеживает во всех разработанных документах — моделях, чертежах, управляющих программах. Производительность работы в среде Cimatron E настолько высока, что зачастую на изготовление деталей требуется гораздо больше времени, чем на весь процесс компьютерного моделирования.
Таким образом, высокое качество и малая продолжительность процесса проектирования и изготовления сложной формообразующей оснастки с использованием интегрированной CAD/CAM-системы дают возможность не только увеличить объем заказов, но и в конечном счете определяют экономический эффект и прибыль предприятия. При этом использование специализированной системы, в частности рассмотренной CAD/CAM Cimatron E v.5, обеспечивает значительно лучшие технические и экономические показатели внедрения проектов автоматизации разработки и производства сложной оснастки.
«САПР и графика» 4'2005

