
Многоосевая фрезерная обработка в системе T-FLEX ЧПУ 3D
Простое решение для сложной геометрии
Особенности конструкции турбинного колеса
Разработка стратегии обработки
Визуализация траекторий и обработки
Техническая поддержка разработчика
В статье описана разработка стратегии обработки турбинного колеса в системе T-FLEX ЧПУ 3D 8.0 на основе анализа геометрических особенностей конструкции с использованием многоосевого оборудования.
Рассмотрение программно-технологической подготовки изготовления деталей с пространственно-сложными поверхностями на станках с ЧПУ интересно по следующим причинам. С одной стороны, это объясняется широкой номенклатурой изготавливаемых деталей со всевозможными по сложности и расположению геометрическими элементами. С другой стороны, множество технологических решений, применяемых при обработке, ограничиваются лишь станочно-инструментальной базой производства, с учетом, конечно же, квалификации технологического персонала.
Для читателей нашего журнала наибольший интерес представляет программно-автоматизированный комплекс, с помощью которого выполняется программно-технологическая подготовка производства.
Функциональность и стоимость различных CAD/CAM-систем определяют их применимость в той или иной области промышленности. Эффективность их использования возможно оценить по количеству, качеству и сложности разработанных на их основе и внедренных технологических процессов. Показательным результатом работы системы является демонстрация возможностей на примере одной из наиболее сложных деталей, которую можно изготовить только на многоосевом оборудовании, — а именно турбинного колеса (рис. 1).
Трехмерное моделирование колеса с последующей программно-технологической подготовкой выполнялось в T-FLEX ЧПУ 3D 8.0 российской компании «Топ Системы».
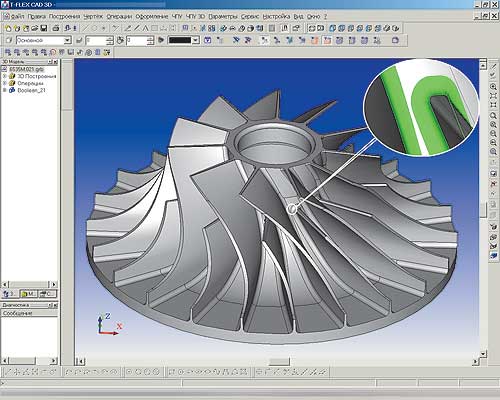
Рис. 1. Трехмерная модель турбинного колеса
Особенности конструкции турбинного колеса
Собственно способ построения модели данного колеса не заслуживает отдельного рассмотрения, поскольку он во многом определяется видом представления геометрической информации в конструкторской документации. Необходимо только отметить ряд особенностей, которые в значительной степени определяют выбор стратегии и параметров обработки:
1. Боковая поверхность лопатки — линейчатая, с образующей, перпендикулярной оси вращения колеса (рис. 2).
2. Область на ступице колеса, между скруглением малой лопатки и боковой внутренней поверхностью большой лопатки, налагает ограничения на диаметр инструмента, используемого при окончательной обработке.
3. Максимальная высота лопатки и скругление по ребру ступицы, в свою очередь, определяют параметры выбранного инструмента.
4. Исходя из условий работы данного колеса в готовом изделии, связанных с изменением скорости протекания рабочих жидкостей/газов, предпочтительно согласовать направление движения инструмента при обработке — расположить проходы по потоку.
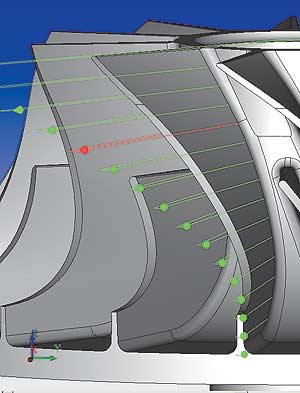
Рис. 2. Линейчатая поверхность лопатки
Разработка стратегии обработки
Традиционная последовательность действий при разработке технологического процесса изготовления деталей на станках с ЧПУ следующая:
1. Анализ конструкции детали.
2. Разработка конструкции заготовки.
3. Определение типа обрабатывающего станка.
4. Подбор оснастки (выбор/разработка).
5. Подбор режущего инструмента (выбор/разработка).
6. Разработка стратегии обработки.
Таким образом, после определения элементов системы СПИД (Станок—Приспособление—Инструмент—Деталь. — Прим. ред. ) возможна разработка стратегии и назначение параметров обработки.
Выбор типа станка (кинематическая схема, количество управляемых координат) во многом определяется сложностью поверхностей изготавливаемой детали. Пример турбинного колеса интересен тем, что для формообразования линейчатых боковых поверхностей лопатки достаточно четырехкоординатного оборудования — в таком случае обработка ведется боковой поверхностью фрезы. Для этого нужно сориентировать ось инструмента вдоль образующих линий поверхности, а проходы строить вдоль направляющих линий. Однако, учитывая вышеуказанные особенности геометрических элементов детали, определяющие выбор инструмента (диаметр, длина режущей части, вылет), при четырехкоординатном управлении невозможно обеспечить необходимую жесткость инструмента в процессе резания.
Использование же пятикоординатного оборудования позволит задать следующие условия и параметры обработки данного колеса:
• сократить вылет инструмента, располагая ось инструмента вдоль вектора нормали к поверхности ступицы;
• обеспечить постоянство ширины и глубины фрезерования;
• уменьшить отжим инструмента, задав угол опережения к обрабатываемой поверхности и увеличив жесткость инструмента.
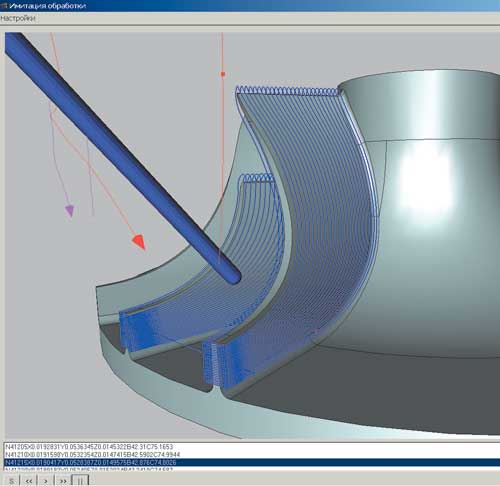
Рис. 3. Чистовая обработка малой лопатки колеса. Ось инструмента ориентируется по 3D-пути
Для обеспечения указанных условий и задания дополнительных необходимо определить параметры пятикоординатного зонного фрезерования в модуле ЧПУ системы T-FLEX CAD 3D 8.0.
В случае использования многокоординатной фрезерной обработки при черновой выборке материала и при чистовой обработке поверхностей необходимо обеспечить формообразование, исключив подрезы в расчетной точке резания, а также корректную ориентацию инструмента, исключающую подрезы/столкновения периферийной (нережущей) части фрезы с деталью или оснасткой.
В системе T-FLEX ЧПУ 3D 8.0 второе требование выполняется в случае указания дополнительного 3D-пути, ориентирующего ось инструмента в процессе обработки (рис. 3).
Такое задание угла опережения инструмента при фрезеровании турбинного колеса применяется как при черновой обработке каналов, так и при чистовых проходах по лопатке и ступице. Необходимо отметить, что подобная ориентация инструмента позволяет не только задать безопасную зону, в которой будет находиться инструмент, но и определить его положения, минимизировав отжимы и длину режущей части.
Наиболее распространенными видами движения инструмента при выборке материала в случае многокоординатного фрезерования являются петля и зигзаг. В системе T-FLEX ЧПУ 3D 8.0 также реализовано движение по спирали: инструмент врезается в середину зоны выборки, а последующими движениями равномерно расширяет зону удаляемого материала.
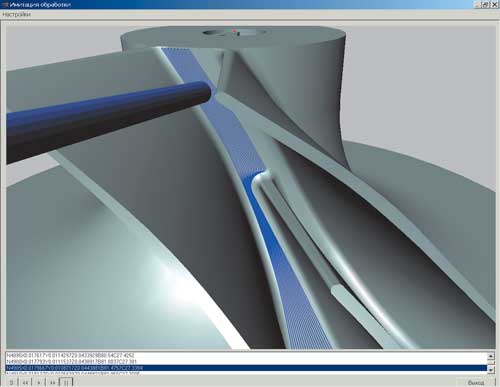
Рис. 4. Чистовая обработка ступицы колеса
В модуле пятикоординатного фрезерования T-FLEX ЧПУ 3D 8.0 при расчете траектории чистовой обработки (выбор обрабатываемого тела и двух 3D-путей, ограничивающих зону обработки) опционно подключается алгоритм расчета траектории по объединенной поверхности. Для выбранной зоны обработки автоматически формируется объединенная эквидистантная поверхность, на которой строится траектория движения инструмента заданного типа (петля, зигзаг, спираль). При этом указанная поверхность может быть либо незамкнутой (как в нашем случае), либо замкнутой (лопатки вентиляторного колеса). Поскольку расчетная точка центра сферы инструмента определяется смещением точки на исходной поверхности в направлении нормали на величину радиуса скругления инструмента, то есть принадлежит эквидистантной поверхности, подрез в данном случае отсутствует по определению.
Данный алгоритм был выбран при обработке лопатки колеса: верхние сгругления были программно сшиты с боковыми поверхностями, по которым были построены непрерывные проходы. Поверхность ступицы также обрабатывалась с использованием данного метода. Необходимо отметить расположение проходов траектории при формировании этой поверхности: они словно обтекают малую лопатку, а фреза оставляет следы на поверхности детали, совпадающие с направлением течения рабочих потоков при функционировании данного колеса в готовом изделии (рис. 4).
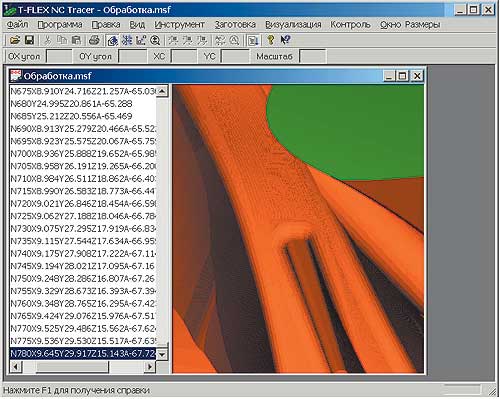
Рис. 5. Чистовая обработка в NC Tracer 5D
Визуализация траекторий и обработки
Перед изготовлением детали на станке предварительно осуществляются воспроизведение процесса и моделирование результата обработки, анализ и контроль параметров рассчитанных траекторий, для чего предназначены программные решения.
Внутренний визуализатор в системе T-FLEX ЧПУ 3D 8.0, имитирующий движения инструмента по рассчитанной траектории относительно обрабатываемой детали, обладает полезным режимом отрисовки объектов визуализации. При его активизации траектория отрисовывается в виде набора точек, соответствующих расчетным кадрам управляющей программы, которые определяют положение инструмента. Это особенно удобно, когда необходимо просмотреть структуру рассчитанной УП, проверяя правильность выбранной точности аппроксимации и контролируя зоны скопления или разряженности кадров.
Во внешнем визуализаторе T-FLEX NC Tracer 5D возможно задать любую кинематическую схему станка, учесть величину вылета оснастки, просмотреть движения инструмента по УП в станочных координатах с имитацией удаления слоя материала (рис. 5).
Изготовление лопатки
В случае разработанного технологического процесса логичным завершением является удачное внедрение и изготовление по рассчитанной управляющей программе деталей, соответствующих параметрам точности и техническим требованиям конструкторской документации. Исходя из приведенной на рис. 6 фотографии можно констатировать: изготовленное турбинное колесо соответствует трехмерной модели с учетом всех геометрических особенностей конструкции. Приведем несколько основных технических данных обработки: время обработки — не более 32 ч, диаметр/высота детали — 150/50 мм, материал детали — алюминиевый сплав.
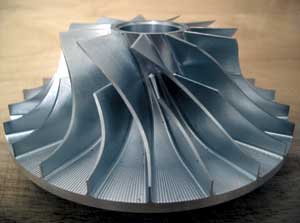
Рис. 6. Изготовленное турбинное колесо
Техническая поддержка разработчика
Заслуживают отдельного упоминания уровень технической поддержки разработчиков T-FLEX ЧПУ 3D, оперативность реагирования на все замечания и предложения со стороны пользователей системы. Так, ряд необходимых дополнительных возможностей, доступных теперь в ЧПУ-модуле системы, был реализован в период внедрения управляющих программ на станке. Время, затраченное на доработку ЧПУ-модуля, не привело к существенным простоям на производстве, а наоборот — всё было сполна компенсировано значимостью внесенных изменений. Установившийся диалог с разработчиками системы позволяет в однодневный срок получить квалифицированный ответ (в виде рекомендаций либо программных обновлений) на запрос, касающийся функционирования T-FLEX ЧПУ 3D.
Анатолий Калинин В 2000 году окончил МГТУ им. Н.Э.Баумана. Начальник бюро конструкторско-технологического обеспечения отдела САПР ОАО НПО «Наука». |

