
T-FLEX ЧПУ на предприятиях EXCEL CSEPEL
Компания «Топ Системы» (www.topsystems.ru), производитель комплекса отечественных САПР T-FLEX, активно развивает свою дилерскую сеть не только в России и странах СНГ, но и в Европе, США и странах Азии. Благодаря этим действиям, иностранные версии различных программных продуктов комплекса приобретают все большую популярность. Одним из дилеров компании в странах Евросоюза является крупное станкостроительное объединение EXCEL CSEPEL (г.Будапешт, Венгрия).
Предприятия объединения EXCEL CSEPEL ведут свою историю с 1933 года, когда они стали производить станки и станочное оборудование по лицензиям, а затем занялись разработкой и производством собственных моделей станков. EXCEL CSEPEL сегодня — это комплекс высокоавтоматизированных предприятий (рис. 1), расположенных более чем на 30 тыс. м2, занимающихся производством, обслуживанием и ремонтом станков всех типов, оказывающих услуги конструирования и изготовления деталей и станков. Среди постоянных и основных клиентов предприятий объединения такие известные компании, как McDonell Douglas, Audi, Daimler Benz, Pirelli, Renault, Caterpillar, General Motors, Citroen, Lockheed Missile & Space Co и многие другие. Именитые компании всегда очень тщательно выбирают себе партнеров. Постоянно соответствовать их требованиям — задача не из легких, но именно в этом залог долгосрочного и взаимовыгодного сотрудничества. Эта проблема особенно актуальна для предприятий России, стран Европы и США в связи с появлением и активным развитием бизнеса производителей из КНР, Тайваня и других стран Азии. Среди прочих перед руководством предприятий наиболее остро встает проблема выбора надежной и удобной САПР для всех звеньев производственной цепи.

Рис. 1. Один из цехов предприятия EXCEL CSEPEL
В настоящее время на машиностроительных предприятиях всего мира наблюдается уменьшение серийности с одновременным расширением номенклатуры изделий, количества и частоты их модификаций. Поэтому для конструкторов и технологов, разрабатывающих изделие, очень важно, чтобы CAD-система имела возможности параметрического черчения и моделирования. Также важно, чтобы CAD- и CAM-системы были совместимы и могли свободно обмениваться данными между собой. Безусловно, немаловажен интерфейс, его удобство и понятность. Эти и ряд других параметров уже давно стали критериями отбора САПР.
Изначально руководство объединения EXCEL CSEPEL стало активно интересоваться российскими САПР с целью использования их на своих предприятиях. Ни для кого не секрет, что существенным аргументом в пользу любой отечественной САПР является ее стоимость. К тому же Россия всегда была сильна своими физико-математической и технической школами, поэтому у нас достаточно достойных специалистов, в том числе и в области автоматизации проектирования и изготовления. Западные производители САПР включают в цену своей продукции немалую долю «платы за имя», предоставляя тот же функционал. Расширенные возможности, которые они предлагают в сверхдорогих версиях своих систем, придают интерфейсу системы громоздкость, но при этом, как правило, остаются невостребованными на производстве при решении типовых технологических задач. Исходя из этих соображений выбор венгерских технологов пал на программные продукты семейства T-FLEX.
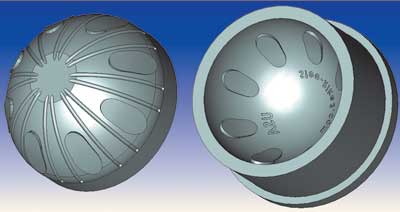
Рис. 2. Комплект деталей: пуансон и матрица
Коммерческие связи объединения EXCEL CSEPEL с различными предприятиями по всему миру не ограничиваются только продажей оборудования. Предприятия объединения предлагают своим клиентам огромный спектр услуг, в том числе и разработку и изготовление уникальных деталей и узлов. Обработка комплекта деталей (рис. 2), к примеру, была выполнена по заказу американской компании, специализирующейся в области производства спортивного инвентаря и аксессуаров. В комплект деталей вошли пуансон и матрица, используемые при изготовлении мячей для гольфа. Помимо жестких сроков, заказчиком были предъявлены строгие требования к геометрии и качеству поверхности деталей. После того как все расчеты, необходимые для разработки пуансона и матрицы, были подготовлены, специалисты предприятия воспользовались системой T-FLEX CAD. С ее помощью были построены твердотельные 3D-модели деталей, а с них моментально сняты все необходимые рабочие чертежи. Процесс построения модели и подготовки всех вспомогательных чертежей, даже с учетом небольшого на тот момент опыта работы сотрудников предприятия с системой, занял менее двух рабочих дней. По завершении составления техпроцесса обработки детали, обеспечивающего требуемое качество поверхности, начался этап расчета и подготовки УП. Расчет траектории движения инструмента и генерации УП венгерские специалисты осуществляли с помощью CAM-системы T-FLEX ЧПУ (рис. 3). При проектировании обработки данных деталей была использована опция создания 3D-зонного фрезерования. Эта возможность системы позволяет рассчитать траекторию движения инструмента при трехкоординатной обработке ограниченных участков деталей (зон). Ограничителями области обработки при расчете траектории могут выступать как 3D-тела, так и 3D-пути. Как правило, ограничением служит модель заготовки на конкретном участке. После указания тела, ограничений области обработки и инструмента, геометрически описанного при помощи встроенного редактора, система рассчитывает траекторию движения инструмента. При этом набор технологических параметров, предложенный пользователю, упрощен и, как правило, не требует серьезного изменения предустановленных значений. В рамках данной опции деталь можно обрабатывать тремя разными способами, каждый из которых предполагает несколько типов проходов инструмента. В отношении вышеуказанного комплекта деталей наиболее актуальной оказалась возможность системы рассчитывать траектории движения инструмента для обработки поверхности 3D-спиралью. Такая стратегия является наиболее подходящей для деталей, в основу которых положено геометрическое тело вращения. Согласно стратегии обработки 3D-спиралью проходы инструмента формируются по концентрическим окружностям, лежащим на поверхности детали. Центр окружностей устанавливается на оси вращения детали. Соответственно и гребешки недорезанного материала располагаются на обработанной детали по окружностям. Такой способ формирования поверхности тела вращения имеет ряд преимуществ. Во-первых, проходы, построенные по окружности, обеспечивают равномерный съем материала на одной высоте. Во-вторых, проходами по окружности наиболее точно формируется контур поверхности. В-третьих, при таком способе обработки инструмент преимущественно работает боковой режущей кромкой. Торцевая кромка, скорость резания и корректность работы профиля которой значительно ниже, чем у боковой, в данном случае используется как вспомогательная при переходах инструмента. В случае матрицы применение спирального метода обработки позволило избежать образования гребешков на выходе из углубления, а в случае пуансона — соответственно на кромке.
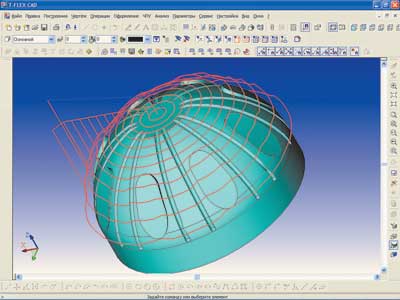
Рис. 3. Траектории обработки на 3D-модели
Так, после создания составных траекторий движения инструмента венгерскими специалистами были сгенерированы управляющие программы. Процесс создания обработки и генерации УП занял один рабочий день. Затем по полученным УП была обработана первая тестовая деталь (уже на четвертый день с начала подготовки чертежа). Результат обработки оказался превосходным. Из заготовки была получена деталь «пуансон», параметры качества которой удовлетворили всем требованиям, предъявленным к ней не как к тестовому образцу, а как к серийной детали, обработанной на высококлассном станке с ЧПУ. Аналогичный результат был достигнут и при обработке матрицы.
Особо стоит сказать о таком встроенном программном инструменте T-FLEX ЧПУ, как генератор постпроцессоров. С его помощью пользователь может создать собственный постпроцессор, пользуясь исключительно макросами, что существенно облегчает работу. Именно так и поступили венгерские специалисты. Ввиду того, что обработку детали предполагалось вести на новом, недавно сконструированном станке, постпроцессор для него в библиотеке системы отсутствовал. Такие ситуации не редкость на производстве. Несмотря на то что поставляемая с системой библиотека постпроцессоров очень обширна, на предприятиях используется немало оборудования, в частности стоек ЧПУ, настроенных под заказчика. То есть настройки направлений осей, синтаксиса системы управления, обозначений команд отличаются от стандартных установок, на которые и рассчитаны библиотечные постпроцессоры. Аналогично обстоит дело и с новым оборудованием. И в этой ситуации сотрудники EXCEL CSEPEL высоко оценили удобство использования генератора.
Поскольку в штате такого большого предприятия всего около 145 человек, количество персонала, участвовавшего в разработке данного проекта, на этапах, требовавших применения САПР, было ограничено. Тем не менее САПР семейства T-FLEX оказалась очень эффективной и позволила получить отличный результат в короткие сроки.
Поскольку результаты использования системы T-FLEX ЧПУ полностью удовлетворяют всем требованиям такого крупного предприятия, как EXCEL CSEPEL, работающего по европейским стандартам, продукцией компаний «Топ Системы» заинтересовалось не только руководство объединения, но и его партнеры. Именно это и привело к заключению дилерских соглашений между АО «Топ Системы» и объединением EXCEL CSEPEL. В результате после того, как по предложению венгерской стороны в систему T-FLEX ЧПУ были внесены поправки и некоторые доработки, она была включена в стандартный пакет ПО, который объединение EXCEL CSEPEL поставляет заказчику вместе со всеми производимыми им станками. Помимо этого дилерский центр EXCEL CSEPEL успешно распространяет ее и другие продукты комплекса на территории стран Евросоюза.
«САПР и графика» 6'2005

