
ADEM A8: новые возможности обработки
В мае этого года на Международной промышленной неделе в КВЦ «Сокольники» была представлена новая, восьмая версия отечественной интегрированной CAD/CAM/CAPP-системы ADEM. Наряду с расширением функционала практически во всех модулях, в системе произошли значительные перемены в технологической части, о чем будет рассказано в данной публикации.
В 8-й версии ADEM произошло объединение модуля проектирования техпроцессов и управляющих программ с ЧПУ, причем это было не просто механическое объединение диалогов и кнопок — возможность проектирования технологии была выведена на качественно новый уровень. Теперь объектом проектирования выступает технологический процесс, который содержит в себе всю информацию, необходимую для изготовления изделия, включая программные и универсальные операции. Все элементы единого техпроцесса создаются и сохраняются в едином технологическом пространстве и допускают редактирование как стандартными диалогами, так и с помощью встроенной среды разработки ADEM CAPP Developer, благодаря чему система ADEM становится полностью открытой для разработчиков собственных приложений.
В процессе проектирования изделий используются единые базы данных нормативно-справочной информации, базы по материалам, сортаменту, инструменту, приспособлениям, привязанные к конкретному цеху или к производственному участку. Все операции могут содержать установочные и вспомогательные переходы и переходы контроля, что позволяет совместно с набором управляющих программ автоматически формировать любые документы, например карты наладки.
Применение единых методов работы с технологической моделью сделало возможным создание и использование шаблонов обработки в программных операциях. Любой фрагмент маршрута может быть сохранен в библиотеку типовых технологических решений и использован в последующем при создании нового маршрута. В процессе добавления шаблона к основному маршруту параметры переходов могут быть изменены по желанию пользователя. А потом останется только определить геометрические элементы, которые необходимо обработать в случае, если они не были заданы при создании шаблона.
Следующим новшеством, реализованным в 8-й версии, стал объектно-ориентированный метод расчета траектории движения инструмента. Фрагмент траектории, соответствующий технологическому переходу, хранится вместе с последним и пересчитывается только тогда, когда меняются параметры перехода. За счет этого сокращается время, необходимое на подготовку УП, а вычислительные мощности компьютера используются более эффективно, поскольку пересчитываются только изменившиеся переходы. Кроме изменения технологических параметров, ADEM постоянно контролирует состояние геометрической модели и пересчитывает объекты, которых коснулись эти изменения.
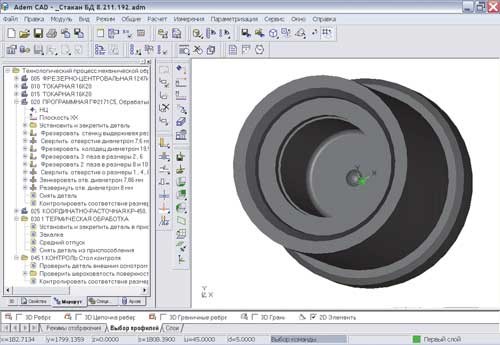
Единое дерево техпроцесса
А теперь следует сказать о модели изделия как об источнике геометрической информации для обработки. Расширение возможностей объемного твердотельного/поверхностного моделирования привело к тому, что именно объемные модели все чаще используются в этом качестве. Плоские же элементы отходят на второй план, играя вспомогательную роль, в частности для ограничения зоны обработки. Облегчая работу с объемом, система ADEM пополнилась возможностью указывать в качестве геометрических примитивов грани и ребра моделей, автоматически определяя некоторые параметры, например глубину кармана и конфигурацию внутренних островов. Кроме определения геометрии, объемная модель используется для задания зон обработки и их взаимного расположения относительно общей системы координат операции, реализуя многопозиционные способы обработки «3+2» и «5+2».
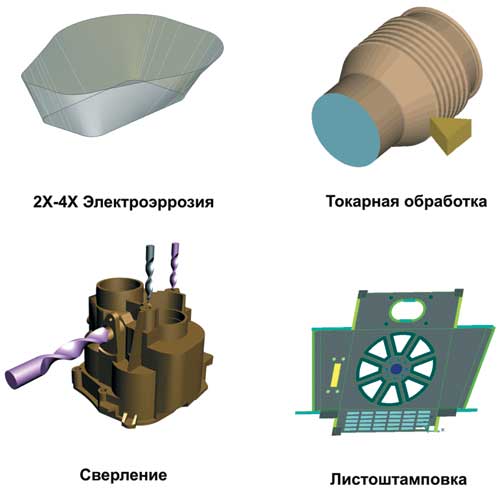
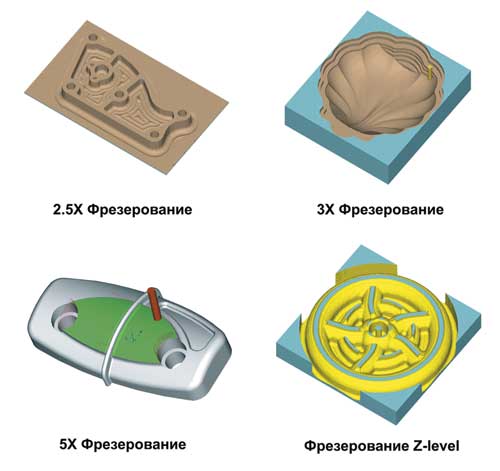
Некоторые методы обработки
Начиная с самых ранних версий ADEM поддерживает весь парк станков с ЧПУ, позволяя создавать программы для электроэрозионной, сверлильно-расточной, листо-пробивной, токарной, фрезерной, гравировальной и лазерной обработки. Функциональные возможности каждого вида обработки постоянно расширяются, и версия 8.0 служит наиболее ярким тому примером.
Так, модуль токарной обработки теперь контролирует состояние заготовки после каждого прохода, исключая любые коллизии в системе СПИД («станок—приспособление—инструмент—деталь»). В него добавлены функции точения шнеков и резьб переменного шага и профиля, реализована новая функция прорезки областей, расположенных под углом к оси вращения шпинделя. Вследствие появления современных токарно-фрезерных обрабатывающих центров в ADEM были добавлены возможность одновременной работы с несколькими шпинделями/инструментальными головками и средства синхронизации, позволяющие управлять их совместными перемещениями, разделяя их по отдельным каналам системы ЧПУ станка.
Расширились и возможности гравировки. Новая опция позволяет создавать объемную траекторию движения граверного резца вдоль контура, формируя четкие границы, — тем самым имитируется ручная работа гравера. Помимо конических резцов, ADEM поддерживает гравировку бор-фрезами произвольной формы. Для упрощения ввода гравируемых элементов разработан модуль автоматической векторизации растровых изображений, создающий гладкие кривые, ограничивающие растр или формирующие его силуэт.
В предыдущих номерах мы рассказали о модуле лазерной обработки, созданном в сотрудничестве с компанией TRUMPF laser GmbH+Co KG (Schramberg, Germany). Продолжая развитие этого направления, 8-я версия пополнилась новой возможностью — 5-координатной резкой лазером тонкостенных оболочек. Для управления наклоном инструмента задаются несущая поверхность и набор управляющих кривых. Траектория движения рассчитывается таким образом, чтобы луч лазера всегда двигался по нормали к кривой и скользил своей боковой частью по поверхности. В целях улучшения визуального контроля пространственного положения оси инструмента ее вектор отображается на экране вместе с траекторией.
Более существенные изменения произошли в модуле фрезерной обработки, и в первую очередь они были направлены на расширение поддержки современных высокоскоростных (HSM), многокоординатных станков и обрабатывающих центров. Теперь все фрезерные переходы имеют возможность построения гладких траекторий при задании минимального радиуса скругления и максимального угла излома траектории. Если же фрезерование выполняется на полный диаметр (например, при обработке в углах или фрезеровании пазов), то возможно создание трохоидальной траектории, обеспечивающей оптимальные режимы работы инструмента.
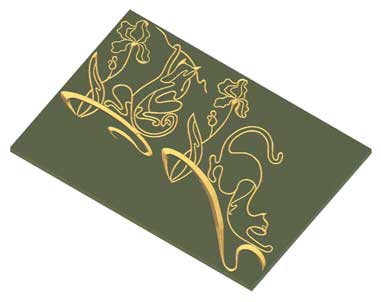
Гравировальная обработка
По сравнению с предыдущими версиями значительно переработаны и улучшены возможности построения подходов/отходов на 3- и 5-координатной обработке. Девять основных вариантов (линейных и радиусных, в абсолютных координатах и приращениях) управления плоскостью подвода плюс возможность формирования подхода/отхода на каждом проходе или только перед включением подачи позволяют сформировать практически любой вариант подхода к обрабатываемой поверхности.
В целях расширения возможности 5-координатного фрезерования система ADEM получила возможность обработки поверхностей боковой частью фрезы и фрезерования кривых с отслеживанием нормали к поверхности. Для управления наклоном оси инструмента можно задавать управляющую кривую, по которой эта ось движется.
Все виды объемной обработки позволяют использовать механизм коррекции на радиус инструмента, формируя совместно с координатами перемещений и углами наклона оси шпинделя данные о векторе нормали к поверхности. Сами перемещения теперь можно представлять не только набором отрезков, но и в виде гладких кривых: объемных дуг, кубических полиномов и NURBS-сплайнов.
Поддерживая работу со скульптурными поверхностями, ADEM допускает их совместное использование с другими видами объемных элементов. Расчетные алгоритмы системы были доработаны таким образом, чтобы минимизировать время расчетов для триангулированных участков модели, содержащих большое число треугольных сегментов. При этом фрагменты траектории, проходящие вдоль скульптурных поверхностей, формируются в виде гладких кривых с заданной точностью, обеспечивая прохождение через узлы трехмерной сетки.
Большое внимание в новой версии системы уделено поддержке новых типов инструмента. Работа развивалась по двум направлениям — это расширение параметров стандартных инструментов и работа с инструментом произвольной формы. Для стандартных фрез большинства ведущих фирм-производителей были введены дополнительные параметры: диаметр шпинделя, диаметр оправки, внутренний диаметр режущей части, максимальный угол врезания и максимальное заглубление.
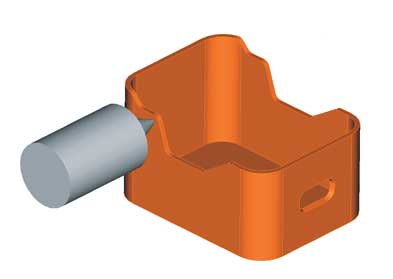
Лазерная 5-координатная обработка
Фрезерная обработка
Кроме того, в ADEM появилась возможность задания фасонных фрез в произвольном виде. Для этого достаточно создать кривые, определяющие режущую часть и элементы оправки, и сохранить их в виде стандартного библиотечного файла. Далее расчет траектории, включая полный контроль на коллизии, и моделирование обработки будут выполняться на основе указанной геометрии инструмента. Как уже отмечалось, инструмент произвольной формы может быть использован для всех типов фрезерной обработки, существующих в системе.
Параллельно с расширением возможностей существующих методов фрезерования ADEM пополнилась двумя новыми видами фрезерной обработки:
1. 4-координатное фрезерование на телах вращения. Этот способ позволяет выполнять обработку конструктивных элементов на любых телах вращения (цилиндре, конусе, кольце и др.), «наворачивая» плоское изображение на тело вращения. В зависимости от кинематической схемы станка обработка может быть выполнена посредством поворота стола или инструмента. Примерами применения такой обработки могут служить фрезерование различного рода люков и углублений в корпусах, обработка накатных валиков, лазерная маркировка на сувенирной продукции.
2. Плунжерное фрезерование — это очень популярный в настоящее время способ черновой фрезерной обработки методом врезания. Поскольку основное усилие резания направлено вдоль оси инструмента, рабочая подача может достигать максимально возможного для станка значения, вследствие чего значительно сокращается время обработки. Реализуя этот вид обработки, ADEM формирует вертикальные перемещения от плоскости привязки до поверхности с плавным отходом в свободную зону и с переходом на следующий сегмент, величина которого рассчитывается автоматически по параметрам инструмента. В случае необходимости в начальной точке обработки может быть выполнено предварительное врезание по спирали.
Столь значительное расширение функциональных возможностей обработки потребовало доработки генератора постпроцессоров ADEM GPP. Опыт написания постпроцессоров для 5-координатных станков позволил значительно упростить процесс их создания. Если предыдущие версии требовали значительных ручных пересчетов углов поворота стола и шпинделя, то сейчас все они выполняются автоматически, в зависимости от выбранной кинематической схемы станка.
С начала нынешнего года практически все вышеперечисленные нововведения были переданы пользователям в режиме апробации. К настоящему времени около 90% нового функционала опробовано и готово к сборке в рабочей инсталляции версии АDЕМ А8.

