
ADEM в примерах
Плавные движения — высокие скорости
Интегрированные CAD/CAM-системы, предназначенные для обеспечения сквозного цикла подготовки производства, играют важную роль в конкурентной борьбе предприятий. Благодаря их применению достигается значительное сокращение этапов проектирования и изготовления. Результатами работы специалистов с CAD/CAM-системой являются не только проработанный проект изделия, комплект конструкторской и технологической документации, но и управляющие программы для станков с ЧПУ.
Уже более 15 лет российская разработка ADEM с успехом используется в различных отраслях отечественной и зарубежной промышленности. За это время накопился уникальный опыт проектирования управляющих программ, обобщение которого позволило нам сделать подборку примеров, характерных для некоторых видов механообработки.
Для каждого случая мы постарались представить необходимый объем исходной геометрической и технологической информации. В основном это геометрические модели, созданные в конструкторской части системы ADEM, дополненные набором технологических параметров, определяющих стратегию и маршрут обработки. Итак, от простого к сложному.
Совсем просто
Геометрическая модель содержит только плоские элементы и является, по сути, конструкторским чертежом. Даже этой информации системе ADEM достаточно для того, чтобы создать управляющую программу. Представленная на рис. 1 корпусная деталь обрабатывается с одной стороны, имеет карманы, отверстия, уступы, пазы, плоскости, стенки. Вся обработка идет в горизонтальных плоскостях на нескольких уровнях по координате Z.
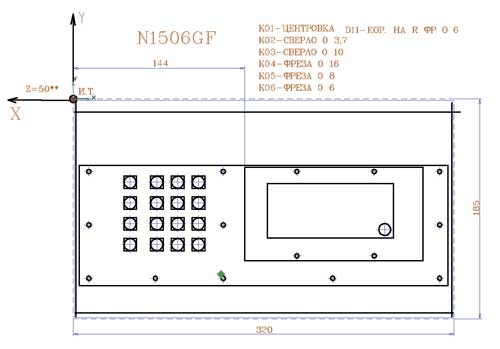
Рис. 1. Корпусная деталь, заданная плоской проекцией
Следуя единой методике проектирования техпроцессов, маршрут обработки на оборудовании с УЧПУ представляется в ADEM набором технологических переходов, объединенных в общую программную операцию, которая обеспечивает формирование управляющей программы. Количество операций, а следовательно, и УП в техпроцессе неограниченно. Каждый технологический переход содержит параметры, влияющие на технологию обработки, например режимы резания, способ врезания, тип стратегии обработки и конструктивный элемент (КЭ) — элемент детали, обрабатываемый в текущем технологическом переходе. Для того чтобы задать КЭ, достаточно выбрать его тип (стенка, колодец и т.д.) и указать соответствующие геометрические элементы. Система ADEM допускает использование гибридных моделей, давая пользователям возможность выбирать наиболее приемлемый способ определения геометрии. Как было указано выше, для детали типа «корпус» используются 2D-элементы (рис. 1).
Последовательно определяя набор технологических переходов, формируем маршрут обработки. После расчета траектории движения инструмента и моделирования процесса обработки получаем объемную модель детали, представленную на рис. 2.
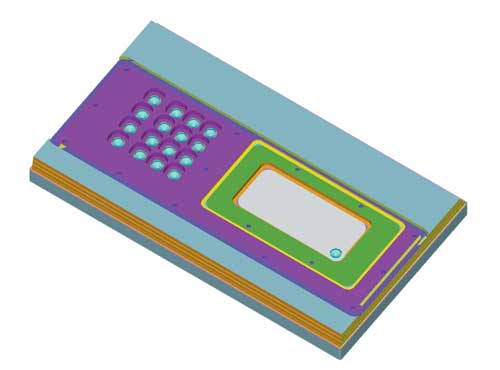
Рис. 2. Результат обработки по плоской модели
Еще проще
Если подобная деталь пришла от конструктора в виде 3D-модели, все становится еще проще. В качестве геометрических элементов можно использовать полученную объемную модель, указав единственный ограничивающий контур (рис. 3). Все, что находится внутри этого контура, будет автоматически учтено при формировании траектории движения инструмента. Данный метод чаще всего используют для черновой обработки. В процессе расчета осуществляется полный контроль на коллизии, а кроме того, предусмотрена возможность использования альтернативной схемы врезания в проблемных местах.
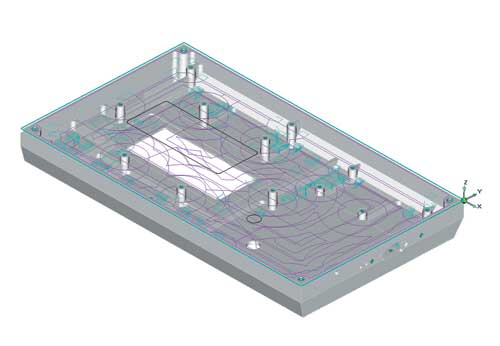
Рис. 3. Обработка по объемной модели
Разносторонний взгляд
Наибольшего эффекта при обработке корпусных деталей можно достигнуть, применяя многофункциональные обрабатывающие центры. В системе ADEM данный класс деталей обрабатывается за счет методов многопозиционной обработки. Первое поколение обрабатывающих центров требовало задания ноля детали для каждой обрабатываемой стороны. Для их поддержки в систему ADEM было введено понятие «зона», описывающее расположение в пространстве обрабатываемых элементов, а также способы поворота рабочих органов станка и других технологических параметров. Все необходимые команды на установку рабочей зоны формируются автоматически. Если в качестве источника геометрической информации используется трехмерная модель, то необходимость задания зонной обработки отпадает (рис. 4). Команды на разворот инструмента или детали определяются положением мест обработки с учетом кинематической схемы станка. Возможности системы ADEM допускают совмещение многопозиционной и объемной обработки, более известное как обработка «3+2».
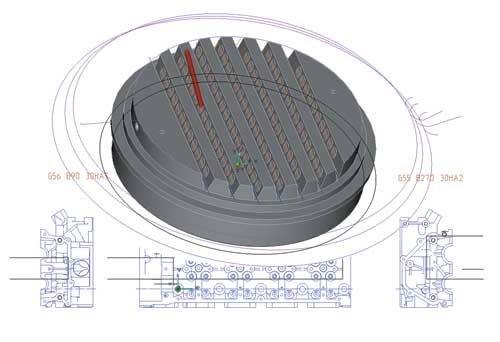
Рис. 4. Зонная обработка по плоской и объемной моделям
Плоское для неплоского
Все приведенные примеры демонстрировали возможности плоской обработки, но при переходе к объему возникает необходимость использования третьей координаты станка. В то же время представляется весьма заманчивым на недорогом 2,5-координатном оборудовании выполнять обработку сложных формообразующих поверхностей, используя послойное снятие материала. Данный метод позволяет реализовать черновую обработку, максимально приблизив получаемую поверхность к заданной. ADEM позволяет регулировать качество получаемой поверхности, определяя его глубиной прохода и величиной оставляемого «гребешка», одновременно проводя полный контроль на коллизии. Наличие теневых зон не является препятствием, поскольку возможно использование грибковых, дисковых и фасонных фрез. Послойное фрезерование с успехом может быть применено и для чистовой обработки поверхностей (рис. 5). Некоторые пользователи применяли данный вид обработки, задавая глубину прохода 0,01 мм, и получали поверхности, не нуждающиеся в дальнейшей ручной доработке.
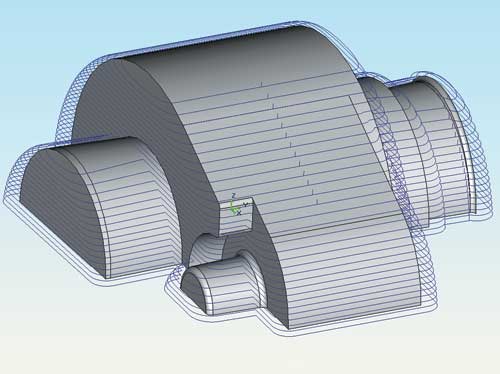
Рис. 5. Чистовая обработка (метод Z-level) по объемной модели
Переходим в объем
По существу, послойная обработка является лишь одним из способов объемной обработки. Имея в своем распоряжении 3-координатный станок, можно воспользоваться другими способами получистовой и чистовой обработки, реализованными в системе ADEM. Это может быть обработка по схеме «зигзаг» или «петля», обработка в направлении UV-линий поверхности, контурные схемы обработки, обеспечивающие плавный переход с одной образующей на другую. Если станок в состоянии обеспечить 3D-коррекцию, ADEM сформирует все необходимые данные для ее выполнения. Обеспечивая постоянство режимов резания, система предоставляет различные варианты подхода/отхода к обрабатываемой поверхности.
Совершенствование металлорежущего оборудования и возможности систем ЧПУ позволили представлять траектории инструментов не только в виде набора линейных перемещений, но и различными типами кривых (объемные дуги, кубические полиномы, NURBS-сплайны). Все эти виды интерполяций ADEM поддерживает в полном объеме (рис. 6).
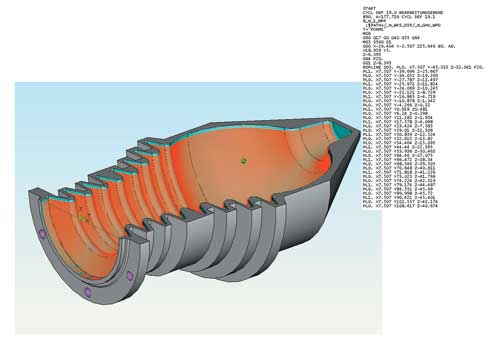
Рис. 6. Траектория движения — NURBS-сплайн
Когда и трех осей мало
В настоящее время просматривается тенденция, когда многие пользователи, модернизируя свой станочный парк, стремятся приобретать современное оборудование, позволяющее позиционировать инструмент или деталь по
4-5 координатам. Применение таких станков позволяет минимизировать количество установов и переналадок и, как следствие, повысить качество и точность обработки. Основной проблемой 5-координатной обработки является наличие простых и надежных механизмов управления углами наклона инструмента. Помимо традиционных способов задания такой обработки, когда инструмент движется по нормали к поверхности, ADEM позволяет задавать углы отклонения и опережения, исключающие нулевую скорость резания при движении инструмента. Для обработки малкованных поверхностей, широко распространенных в авиационной и аэрокосмической промышленностях, в системе имеется возможность обработки данного класса деталей боковой частью фрезы. Тогда сама поверхность определяет ориентацию инструмента в пространстве. В то же время для более гибкого управления положением оси инструмента модуль 5-координатной обработки системы ADEM позволяет задавать объемную кривую, по которой происходит перемещение оси, и возможность ручной корректировки угла наклона инструмента на участках траектории (рис. 7).
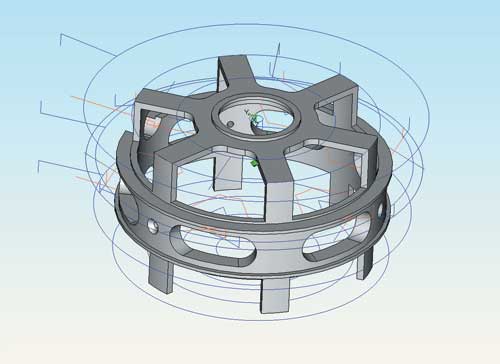
Рис. 7. Многопозиционная 5-осевая обработка
Плавные движения — высокие скорости
Все большую популярность в последнее время приобретают методы скоростного фрезерования. Появление станков подобного класса налагает на CAD/CAM-системы повышенные требования к виду формируемых траекторий и созданию новых способов обработки. Функции высокоскоростного фрезерования ADEM обеспечивают генерацию гладких кривых, исключающих резкие смены направления движения (изломы), с сохранением постоянной скорости резания. Учитывая динамические характеристики станка, система позволяет корректно формировать участки разгона и торможения при движении вдоль обрабатываемого контура. В тех случаях, когда невозможно избежать обработки на полный диаметр инструмента, в системе ADEM предусмотрен переход к специальным видам траекторий (рис. 8) — трохоидам и эпициклоидам (эпициклоида — плоская кривая, описываемая точкой окружности, которая извне касается неподвижной окружности и катится по ней без скольжения. — Прим. ред.).
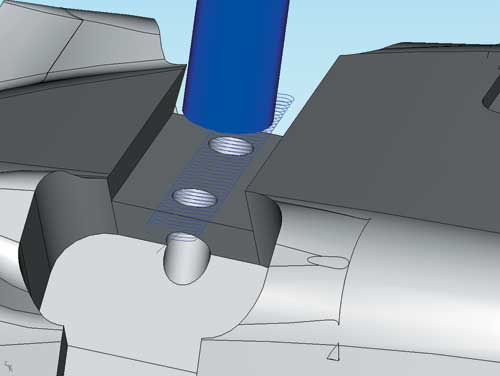
Рис. 8. Высокоскоростная обработка по трохоиде
В заключение хотелось бы сказать, что опыт, накопленный при написании постпроцессоров, позволил разработать новый вариант системы адаптации, который значительно сокращает сложность написания постпроцессоров на 4- и 5-координатные станки.
Возможности обработки в ADEM выходят далеко за рамки рассмотренных примеров. В этой статье мы рассказали о методах, применяемых практически на каждом предприятии, где для проектирования фрезерной обработки используется ADEM.

